PVC胶粒生产基础知识
- 格式:docx
- 大小:12.35 KB
- 文档页数:5
聚氯乙烯(PVC)-的生产工艺和基础知识PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。
待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。
树脂的粒径与粒形由搅拌速度控制,反应热由单体回流冷凝带出。
此法生产过程简单,产品质量好,生产成本也较低。
PVC发明小故事一些德国企业认为乙炔气是一个很大的市场,就投资制造了大量的乙炔气。
可就在大量的乙炔被生产出来时,新型发电机被发明了。
随之而来的是电价的大幅度下降,从此再没有人用乙炔气灯了。
这样一来,大量的乙炔气就没用了。
PVC的发明过程很有意思。
这要从100多年前的德国说起——当时电的价格很贵,照明用灯是一般是用乙炔气为燃料的。
为了利用这些乙炔气,在1912年的时候,有一个叫Fritz Klatte的德国化学家,将乙炔与盐酸反应得到了氯乙烯。
他把得到的氯乙烯放在实验室的架子上,过了一段时间,发现氯乙烯聚合了。
聚氯乙烯就这样被发明了。
遗憾的是,当时他并不知道聚氯乙烯有什么用处,虽然他所在的公司(Greisheim Electron)将聚氯乙烯这种材料在德国申请了专利,但直到1925年专利过期,他们也没有想出聚氯乙烯有什么用途。
PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。
待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。
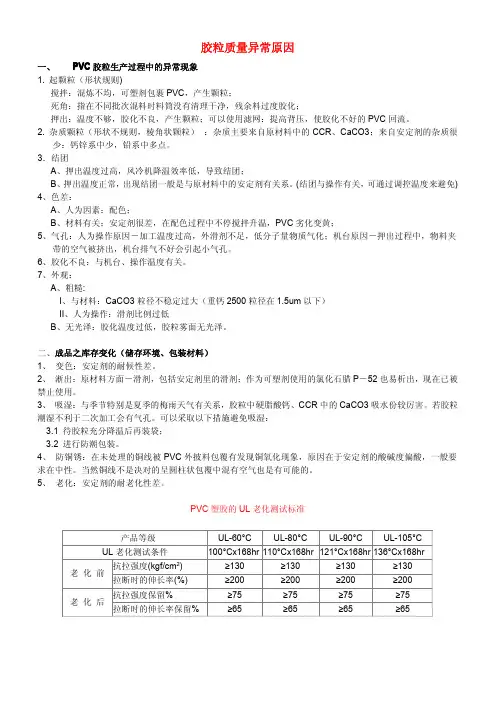
胶粒质量异常原因一、PVC胶粒生产过程中的异常现象1.起颗粒(形状规则)搅拌:混炼不均,可塑剂包裹PVC,产生颗粒;死角:指在不同批次混料时料筒没有清理干净,残余料过度胶化;押出:温度不够,胶化不良,产生颗粒;可以使用滤网:提高背压,使胶化不好的PVC回流。
2.杂质颗粒(形状不规则,棱角状颗粒):杂质主要来自原材料中的CCR、CaCO3;来自安定剂的杂质很少:钙锌系中少,铅系中多点。
3.结团A、押出温度过高,风冷机降温效率低,导致结团;B、押出温度正常,出现结团一般是与原材料中的安定剂有关系。
(结团与操作有关,可通过调控温度来避免)4、色差:A、人为因素:配色;B、材料有关;安定剂很差,在配色过程中不停搅拌升温,PVC劣化变黄;5、气孔:人为操作原因-加工温度过高,外滑剂不足,低分子量物质气化;机台原因-押出过程中,物料夹带的空气被挤出,机台排气不好会引起小气孔。
6、胶化不良:与机台、操作温度有关。
7、外观:A、粗糙:I、与材料:CaCO3粒径不稳定过大(重钙2500粒径在1.5um以下)II、人为操作:滑剂比例过低B、无光泽:胶化温度过低,胶粒雾面无光泽。
二、成品之库存变化(储存环境、包装材料)1、变色:安定剂的耐候性差。
2、淅出:原材料方面-滑剂,包括安定剂里的滑剂;作为可塑剂使用的氯化石腊P-52也易析出,现在已被禁止使用。
3、吸湿:与季节特别是夏季的梅雨天气有关系,胶粒中硬脂酸钙、CCR中的CaCO3吸水份较厉害。
若胶粒潮湿不利于二次加工会有气孔。
可以采取以下措施避免吸湿:3.1待胶粒充分降温后再装袋;3.2进行防潮包装。
4、防铜锈:在未处理的铜线被PVC外披料包覆有发现铜氧化现象,原因在于安定剂的酸碱度偏酸,一般要求在中性。
当然铜线不是决对的呈圆柱状包覆中混有空气也是有可能的。
5、老化:安定剂的耐老化性差。
PVC塑胶的UL老化测试标准产品等级UL-60°C UL-80°C UL-90°C UL-105°C UL老化测试条件100°Cx168hr110°Cx168hr121°Cx168hr136°Cx168hr老化前抗拉强度(kgf/cm2)≥130≥130≥130≥130拉断时的伸长率(%)≥200≥200≥200≥200老化后抗拉强度保留%≥75≥75≥75≥75拉断时的伸长率保留%≥65≥65≥65≥65认识PVC–化解你我疑虑一、PVC是稳定、安全、无毒的塑胶近日报导PVC制品经过加热,聚合不完全的氯乙烯单体会释出,有致癌之虞。
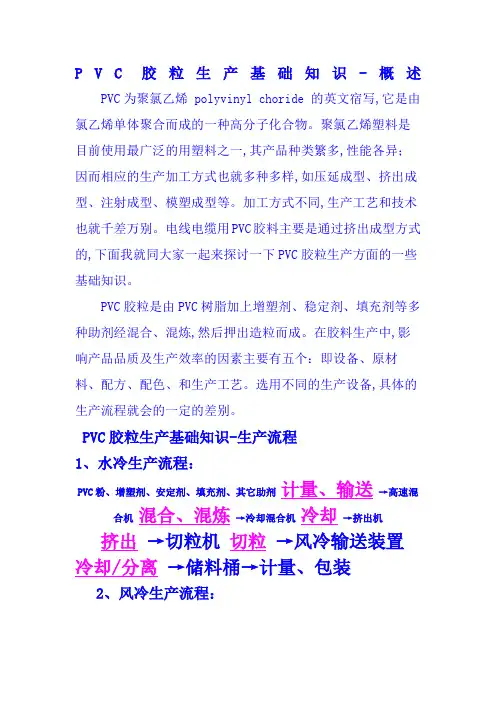
P V C胶粒生产基础知识-概述PVC为聚氯乙烯 polyvinyl choride 的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
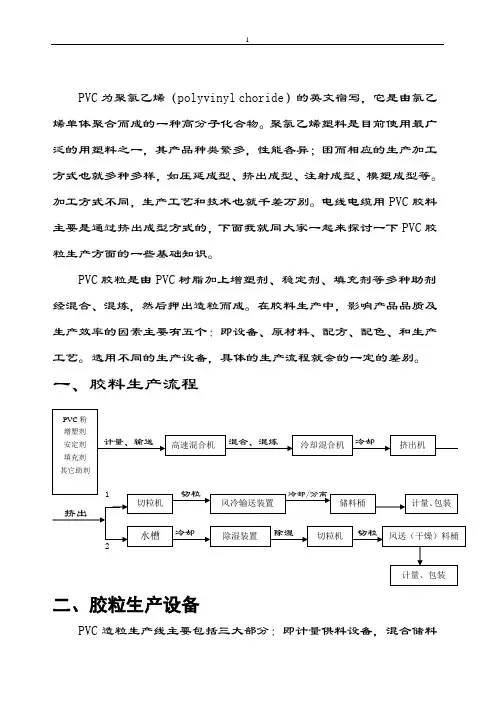
PVC胶粒生产基础知识-生产流程1、水冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂计量、输送→高速混合机混合、混炼→泠却混合机冷却→挤出机挤出→切粒机切粒→风冷输送装置冷却/分离→储料桶→计量、包装2、风冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂计量、输送→高速混合机混合、混炼→泠却混合机冷却→挤出机挤出→水槽冷却→除湿装置除湿→切粒机切粒→风送干燥料桶→计量、包装PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
PVC为聚氯乙烯(polyvinyl choride)的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;困而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
一、胶料生产流程二、胶粒生产设备PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
1.计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
因此目前胶料厂大多采用半自动系统,即增塑剂自动计量和输送,其它原材料采用人工计量。
2.混合储料设备,一般包括高速混合机和冷却混合机两部分,高速混合机和泠拌机根据混合缸容积大小有很多规格,一般胶料厂常采用300L/800L和500L/1000L组合,打样则多采用50L小混合机,高速混合机与冷缸之间以及冷缸与押出机料斗之间均以料筒连接。
3.押出造粒设备主要有挤出机和切粒机两部分,挤出机又有单螺杆挤出机和双螺杆挤出机两大类。
聚氯乙烯(PVC)的生产工艺和基础知识一、PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产 PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。

pvc粒料生产工艺PVC粒料是由聚氯乙烯树脂制成的塑料颗粒,广泛应用于电线电缆、建筑材料、汽车内饰等领域。
下面我们来了解一下PVC粒料的生产工艺。
首先,PVC树脂是PVC粒料的主要原料。
PVC树脂是通过乙烯和氯气的聚合反应制得的。
首先,将乙烯和氯气输送至反应器中,通过高温高压下的聚合反应产生聚氯乙烯树脂。
这个过程中需要添加一些催化剂、稳定剂和调节剂,以及一些填充剂和增塑剂,以提高PVC树脂的性能。
在聚合反应完成后,得到的PVC树脂需要进行粉碎。
一般来说,将PVC树脂通过高速旋转的研磨机进行粉碎,使其成为细小的粉末状。
接下来,将粉碎后的PVC树脂进行干燥处理。
由于PVC树脂吸湿性较强,所以在生产过程中需要将其吸湿量控制在一定范围内。
一般使用烘箱将PVC树脂进行干燥处理,去除其中的水分,以提高后续工艺的稳定性。
完成干燥处理后,将PVC树脂进行造粒。
这一步骤中,将干燥后的PVC树脂通过挤出机进行加热熔融,并通过挤出机的螺杆进行挤出成型,形成一根根长条状的PVC粒料。
挤出机的温度和挤出速度会影响PVC粒料的质量和颗粒形态。
接下来是冷却和切割。
在挤出成型后,PVC粒料通过冷却机进行冷却,使其迅速冷却并凝固成形。
然后,采用切割机将冷却后的PVC粒料进行切割,形成一颗颗小的PVC颗粒。
最后一步是筛选和包装。
经过切割后的PVC颗粒可能会出现一些不合格的颗粒,所以需要通过筛选机将合格的颗粒筛选出来。
然后,将合格的PVC颗粒进行包装,一般使用塑料袋或纸箱进行包装,以便储存和运输。
综上所述,PVC粒料的生产过程包括聚合反应、粉碎、干燥、造粒、冷却和切割、筛选以及包装等步骤。
通过这些工艺,制得的PVC粒料能够满足不同领域的需求,并且具有较好的稳定性和性能。
聚氯乙烯(PVC)-的生产工艺和基础知识PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。
PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接使用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加和预聚物等量的单体,继续聚合。
待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。
PVC胶粒生产基础知识-概述PVC为聚氯乙烯(polyvinyl choride)的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
PVC胶粒生产基础知识-生产流程1、水冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→切粒机(切粒)→风冷输送装置(冷却/分离)→储料桶→计量、包装2、风冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→水槽(冷却)→除湿装置(除湿)→切粒机(切粒)→风送(干燥)料桶→计量、包装PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
PVC胶粒生产基础知识-概述
PVC为聚氯乙烯(polyvinyl choride )的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
PVC胶粒生产基础知识-生产流程
1水冷生产流程:
PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)-高速混合机(混合、混炼泠却混合机(冷却挤出机(
挤出切粒机(切粒风冷输送装冷却/分离储
料桶f计量、包装
2、风冷生产流程:
PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)- 高速混合机(混合、混炼)-泠却混合机(冷却)f挤出机(挤出)—水槽(冷却)-除湿装置(除湿」
切粒机(切粒风送(干燥)料桶计量、包装
PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输
入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
因此目前胶料厂大多采用半自动系统,即增塑剂自动计量和输送,
其它原材料采用人工计量。
二、混合储料设备,一般包括高速混合机和冷却混合机两部分,高速混合机和泠拌机根据混合缸容积大小有很多规格,一般胶料厂常采用300L/800L 和500L/1000L 组合,打样则多采用50L 小混合机,高速混合机与冷缸之间以及冷缸与押出机料斗之间均以料筒连接。
三、押出造粒设备主要有挤出机和切粒机两部分,挤出机又有单螺杆挤出机和双螺杆挤出机两大类。
挤出机的加工性能主要由螺杆直径、长径比、压缩比以及螺纹结构决定。
一般双螺杆挤出机的混炼分散能力和胶化能力较单螺杆要好,因此更适于生产高填充胶料。
我部1#押出机为双阶挤出机组,是由一台螺杆直径为65mm 的平行同向双螺杆挤出机和一台螺杆直径为150mm 的单螺杆挤出机组合而成,该机型特别适用于高填充软质PVC 胶料的挤出造粒。
切粒装置有热切和冷切之分:热切即胶料一经挤出马上切粒,然后通过一系列的空气冷却装置进行冷却和分选,因此也叫风切;冷切则是们料经机头挤出胶条后通过水槽冷却然后经风机吹干水分再引入切粒机切粒,通常也叫水切,水切机有的还使用热风干燥储料桶。
我部双阶机为热切粒方式,此机的冷却和分离系统比较完善,有两级旋风争离,还配有沸腾床和振动筛,从而可更好地控制胶粒品质。
PVC 胶料生产所用的原材料主要有八大类,即PVC 树脂(塑胶
粉)、增塑剂、稳定剂化助剂、填充剂、着色剂、润滑剂、阻燃与抑烟剂以其它助剂。
在胶料厂中,配方设计一般由专业工程技术人员进行,因此我在这里只是简单介绍一下胶料配方设计的几个基本原则:
1、根据制品的性能要求合理选用塑胶粉、增塑剂、
安定剂以及其它助剂。
2、在保证产品性能满足安规标准或客户要求的前提下,尽可能降低配方成本。
3、充分考虑加工方式及设备的影响,力求使所设计的配方具有良好的加工性能。
电线料是用来挤出包覆电线、电缆的胶料,根据具体用途通常又分为外被料(护套料)和芯线料(绝缘料)两大类。
电线料一般根据电线的耐温等级来区分具体规格,如“ 70 C黑色外被料”、“ 105C白色芯线料”等,这里的“70C”、“ 105C”、就是指所应用电线的温度等级,根据不同电线安规的要求有
“60C”、“ 70C”、“ 80C”、“ 90C”、“ 105C”等多种规格,不同的规格所对应的各项性能指标及测试方法均不尽相同。
不过用于电子线的胶料有时直接以具体的电子线规格来命名,如“1007电子线料”、“1015电子线料”、“ 1430电子线料”等。
另外,对于有些具有特别用途
或特殊要求的胶料,一般会在规格名称上加以区别,如“6@ 75P雾面外被料” “10E雾面非移性电线料“10E防油防水料”等等。