-PVC胶粒生产基础知识
- 格式:doc
- 大小:153.00 KB
- 文档页数:4
塑料颗粒原材料基础知识塑料颗粒是一种常见的塑料原材料,广泛应用于各个领域。
它是由聚合物通过加工和成型而成的,具有可塑性、耐磨性和耐腐蚀性等优点。
本文将从塑料颗粒的定义、分类、制造工艺以及应用领域等方面进行介绍。
一、塑料颗粒的定义塑料颗粒是指具有一定形状和尺寸的聚合物颗粒,它是塑料制品的基本原料。
塑料颗粒可以按照不同的聚合物种类进行分类,如聚乙烯颗粒、聚丙烯颗粒、聚氯乙烯颗粒等。
二、塑料颗粒的分类塑料颗粒可以按照硬度、透明度、耐热性等性能进行分类。
常见的分类方式有以下几种:1. 按照硬度分为软质塑料颗粒和硬质塑料颗粒。
软质塑料颗粒通常具有较低的硬度和较高的延展性,如PVC颗粒;而硬质塑料颗粒则具有较高的硬度和较低的延展性,如ABS颗粒。
2. 按照透明度分为透明塑料颗粒和不透明塑料颗粒。
透明塑料颗粒通常具有良好的透明性和光泽度,如PS颗粒;而不透明塑料颗粒则不具备透明性,如PP颗粒。
3. 按照耐热性分为高温塑料颗粒和低温塑料颗粒。
高温塑料颗粒通常具有较高的耐热性和耐候性,如PA颗粒;而低温塑料颗粒则适用于低温环境下的使用,如PE颗粒。
三、塑料颗粒的制造工艺塑料颗粒的制造工艺主要包括聚合、塑化、挤出和颗粒化等步骤。
1. 聚合:聚合是将单体分子通过化学反应连接成长链聚合物的过程。
常见的聚合方法有自由基聚合、离子聚合和酯交换聚合等。
2. 塑化:塑化是将聚合物颗粒加热融化成为可塑性物质的过程。
通常会加入塑化剂来提高塑料的可塑性和韧性。
3. 挤出:挤出是将塑化的聚合物通过挤压机的螺杆进给系统进行加热、压力和剪切等作用,使其从模具的孔口挤出成型。
4. 颗粒化:颗粒化是将挤出的塑料条通过切割机进行切割,形成一定大小的颗粒。
四、塑料颗粒的应用领域塑料颗粒广泛应用于各个领域,如日用品、包装材料、建筑材料、电子产品等。
1. 日用品:塑料颗粒可用于制造各种日常用品,如塑料杯、塑料盆、塑料餐具等。
2. 包装材料:塑料颗粒可用于制造各种包装材料,如塑料袋、塑料瓶、塑料薄膜等。
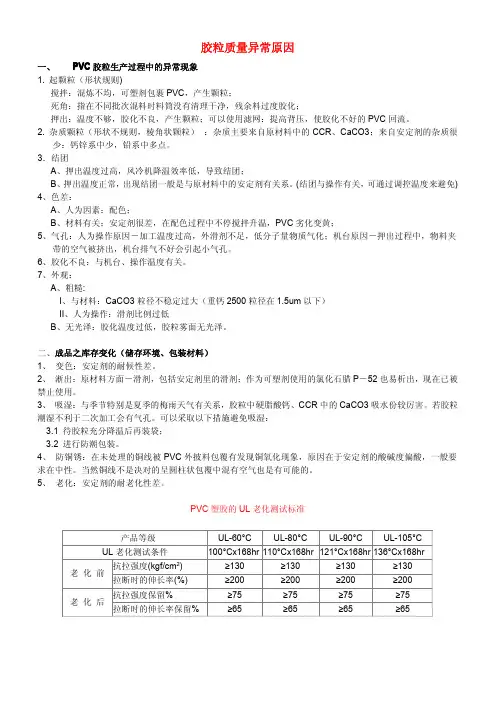
胶粒质量异常原因一、PVC胶粒生产过程中的异常现象1.起颗粒(形状规则)搅拌:混炼不均,可塑剂包裹PVC,产生颗粒;死角:指在不同批次混料时料筒没有清理干净,残余料过度胶化;押出:温度不够,胶化不良,产生颗粒;可以使用滤网:提高背压,使胶化不好的PVC回流。
2.杂质颗粒(形状不规则,棱角状颗粒):杂质主要来自原材料中的CCR、CaCO3;来自安定剂的杂质很少:钙锌系中少,铅系中多点。
3.结团A、押出温度过高,风冷机降温效率低,导致结团;B、押出温度正常,出现结团一般是与原材料中的安定剂有关系。
(结团与操作有关,可通过调控温度来避免)4、色差:A、人为因素:配色;B、材料有关;安定剂很差,在配色过程中不停搅拌升温,PVC劣化变黄;5、气孔:人为操作原因-加工温度过高,外滑剂不足,低分子量物质气化;机台原因-押出过程中,物料夹带的空气被挤出,机台排气不好会引起小气孔。
6、胶化不良:与机台、操作温度有关。
7、外观:A、粗糙:I、与材料:CaCO3粒径不稳定过大(重钙2500粒径在1.5um以下)II、人为操作:滑剂比例过低B、无光泽:胶化温度过低,胶粒雾面无光泽。
二、成品之库存变化(储存环境、包装材料)1、变色:安定剂的耐候性差。
2、淅出:原材料方面-滑剂,包括安定剂里的滑剂;作为可塑剂使用的氯化石腊P-52也易析出,现在已被禁止使用。
3、吸湿:与季节特别是夏季的梅雨天气有关系,胶粒中硬脂酸钙、CCR中的CaCO3吸水份较厉害。
若胶粒潮湿不利于二次加工会有气孔。
可以采取以下措施避免吸湿:3.1待胶粒充分降温后再装袋;3.2进行防潮包装。
4、防铜锈:在未处理的铜线被PVC外披料包覆有发现铜氧化现象,原因在于安定剂的酸碱度偏酸,一般要求在中性。
当然铜线不是决对的呈圆柱状包覆中混有空气也是有可能的。
5、老化:安定剂的耐老化性差。
PVC塑胶的UL老化测试标准产品等级UL-60°C UL-80°C UL-90°C UL-105°C UL老化测试条件100°Cx168hr110°Cx168hr121°Cx168hr136°Cx168hr老化前抗拉强度(kgf/cm2)≥130≥130≥130≥130拉断时的伸长率(%)≥200≥200≥200≥200老化后抗拉强度保留%≥75≥75≥75≥75拉断时的伸长率保留%≥65≥65≥65≥65认识PVC–化解你我疑虑一、PVC是稳定、安全、无毒的塑胶近日报导PVC制品经过加热,聚合不完全的氯乙烯单体会释出,有致癌之虞。
PVC胶粒材质报告1. 引言PVC胶粒是一种常见的合成塑料材料,广泛应用于建筑、电子、家具、包装、医疗等领域。
本文将介绍PVC胶粒的制备过程、特性以及应用。
2. PVC胶粒制备过程PVC胶粒的制备过程通常包括以下步骤:2.1 原料准备制备PVC胶粒的主要原料包括聚氯乙烯(PVC树脂)、增塑剂、稳定剂和填料等。
其中PVC树脂是PVC胶粒的主要成分,增塑剂用于增加PVC的柔软性,稳定剂用于提高PVC的耐热性和耐候性,填料用于增加PVC的强度和硬度。
2.2 混炼将PVC树脂、增塑剂、稳定剂和填料等原料按照一定比例加入混炼机中进行混合,使其均匀分散。
2.3 热塑性造粒将混炼好的原料送入热塑性造粒机中,通过高温熔融和挤出的方式将原料造成颗粒状。
2.4 冷却和分级将热塑性造粒机中的颗粒通过冷却装置进行冷却,使其凝固成固体颗粒。
然后使用筛网进行分级,得到符合要求的PVC胶粒。
3. PVC胶粒特性PVC胶粒具有以下特性:3.1 物理特性PVC胶粒具有良好的可塑性和可加工性,可以通过热塑性加工成各种形状的制品。
同时,它具有较高的硬度和强度,能够满足不同领域的使用需求。
3.2 化学特性PVC胶粒具有良好的耐腐蚀性,能够在酸碱等恶劣环境下保持稳定。
此外,PVC胶粒还具有良好的电绝缘性能和耐候性。
3.3 环境特性PVC胶粒在使用过程中不会释放有毒物质,符合环保要求。
同时,PVC胶粒可回收利用,有利于资源的循环利用。
4. PVC胶粒的应用PVC胶粒广泛应用于各个领域,主要包括以下几个方面:4.1 建筑领域PVC胶粒可以用于制造地板、墙板、窗框等建筑材料,具有防火、防水、隔音等功能,被广泛用于室内装饰和建筑装修。
4.2 电子领域PVC胶粒可以用于制造电线、电缆等电子产品,具有良好的电绝缘性能和耐高温性能,能够保证电子设备的安全稳定运行。
4.3 家具领域PVC胶粒可以用于制造家具,如椅子、桌子等,具有耐磨、耐腐蚀等特性,易于清洁和维护。
增塑剂(Plasticizer)第一节概述一:概念一些常用的热塑性聚合物具有高于室温的玻璃化转变温度(Tg),在此温度以下﹐聚合物表现为类似玻璃的脆化状态﹐在此温度以上﹐则呈现较大的回弹性﹑柔韧性和冲击强度。
要使聚合物具有实用价值﹐就必须使其玻璃转变温度降到使用温度以上。
增塑剂就是为了解决这个问题而引入聚合物的一类助剂。
增塑剂为挥发性较小之物质﹐将之添加于塑料时﹐能使塑料之弹性率﹑玻璃化转变温度(Tg)下降﹐而于常温时赋予适当之柔软性﹐于高温时减低其熔融黏度使其易于加工。
广义地讲﹐凡能与树脂均匀混合﹐不与树脂发生化学反应﹐在成型加工期间保持不变﹐或者与树脂发生化学反应﹐但能长期保留在聚合物制品中﹐并能够改变聚合物某些物理性质的物质﹐都可以称为增塑剂。
聚合物与增塑剂间的作用﹐可简单地看做以下两种方式﹕(1)树脂分子间偶极--偶极相互作用的抵消而减弱了树脂间的引力﹔(2)通过简单的稀释作用﹐缩小树脂分子间的距离(自由体积)而形成一定的空间。
结果增加了塑料片材的柔软性﹐增强了模塑制品的韧性的冲击强度。
因此可以说﹐增塑剂的主要作用是削弱聚合物分子间的次价键﹐即范德华力﹐从而增加聚合物分子链的移动性﹐亦即增加聚合物塑性。
表现为聚合物的硬度﹑模量﹑伸长率﹑曲挠性和柔韧性的提高。
软质配合物的硬度与可塑剂量(参考)DOP配合量(Phr)20 30 40 50 60 70 80 90 100 Shore 硬度(Duro, 25o C) 96C 86C 95A 88A 81A 75A 69A 63A 57A 使用树脂P=1450二﹑增塑剂应具备的条件(1) 塑化效率(plasticizing efficiency)高,以较少的加入量获得较高的塑化效果.(2) 与树脂相溶性行(compatibility)佳.相溶性不足时,增塑剂会从树脂中分离出来,表现为渗出发汗等情况.(3) 挥发性(volatility)低减少成型加工以及制品存放过程中挥发损失对制品性能的影响.(4) 耐久性好耐水﹑耐油﹑耐有机溶剂的抽出。
P V C的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。
待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。
塑料造粒机基础知识(十二)聚氯乙烯pvc性能和用途1.1 什么是聚氣乙烯?它有哪些性能和用途?聚氯乙烯是由氯乙烯单体(VCM)经均聚或与其他单体共聚而成。
我国氯乙烯单体主要是以煤、石灰石、食盐和水为原料,经多次化学反应制成。
目前, 应用最广的方法是用石油裂解制成乙烯后再制造氯乙烯单体。
聚氯乙烯的缩写代号为 PVC。
聚氯乙烯按生产聚合工艺方法, 可分为悬浮法聚氯乙烯、乳液法聚氯乙烯和本体法、微悬浮法及溶液法聚氯乙烯等。
目前, 国内多用悬浮法和乳液法聚氯乙烯。
其中,悬浮法聚氯乙烯树脂应用最多, 约占全部聚氯乙烯树脂中的80%以上。
1.性能l) 悬浮法聚氯乙烯树脂是一种白色粉末或微珠粒, 密度为1.40g/cm3。
2)PVC树脂没有明显熔点,在65 ~85℃开始软化, 130℃左右具有黏弹性,l60~180℃开始转变为黏流态, l40℃以上开始少量分解出 HCl, 190℃以上会脱出大量HCl, 200~210℃为分解温度。
3 ) PVC树脂的力学性能由聚合物的相对分子质量、增塑剂的含量及填充料的多少来决定。
通常是:树脂中加入增塑剂后,其柔软性、伸长率和耐寒性增加,但玻璃化温度、脆性、硬度和拉伸强度等均下降;填充料量增加,其制品的拉伸强度下降。
树脂中无增塑剂的制品为硬质塑料; 树脂中的增塑剂加入量超过30% ,制品为软质塑料。
4)介电性能优良,绝缘性能强,耐电压击穿,多用作低压( <10kv)电缆护套。
5)难燃、具有自熄性。
6)热稳定性较差,在自然环境中(受光和热作用)能逐渐分解出 HCl,在力、臭氧、氯化氢及某些活性金属离子(如铁、锌等)存在时,降解速度会加快。
7)不溶于水、酒精、汽油,对无机酸和碱是稳定的,但在浓硫酸、硝酸和铬酸作用下降解。
2.用途 .悬浮法聚氯乙烯树脂可用压延机、层压机、挤出机、注塑机、挤出吹塑机和真空成型机等多种成型设备成型塑料制品。
1)用压延机压延成型薄膜、片和人造革等。
PVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
聚合分两段进行。
单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。
待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。

PVC胶粒生产基础知识-概述PVC为聚氯乙烯(polyvinyl choride)的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
PVC胶粒生产基础知识-生产流程1、水冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→切粒机(切粒)→风冷输送装置(冷却/分离)→储料桶→计量、包装2、风冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→水槽(冷却)→除湿装置(除湿)→切粒机(切粒)→风送(干燥)料桶→计量、包装PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
P V C胶粒生产基础知识-概述PVC为聚氯乙烯 polyvinyl choride 的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
PVC胶粒生产基础知识-生产流程1、水冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂计量、输送→高速混合机混合、混炼→泠却混合机冷却→挤出机挤出→切粒机切粒→风冷输送装置冷却/分离→储料桶→计量、包装2、风冷生产流程:PVC粉、增塑剂、安定剂、填充剂、其它助剂计量、输送→高速混合机混合、混炼→泠却混合机冷却→挤出机挤出→水槽冷却→除湿装置除湿→切粒机切粒→风送干燥料桶→计量、包装PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
聚氯乙烯(P V C)的生产工艺和基础知识(总8页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.MarchPVC的生产工艺聚氯乙烯是由氯乙烯通过自由基聚合而成的。
有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC 总产量的80%左右。
单体的来源:乙烯法、石油法和电石法。
我国的方法:主要还是电石法。
树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。
(1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。
引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。
聚合是在带有搅拌器的聚合釜中进行的。
聚合后,物料流入单体回收罐或汽提塔内回收单体。
然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。
(2)乳液聚合法最早的工业生产 PVC的一种方法。
在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。
也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。
聚合方法有间歇法、半连续法和连续法三种。
聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。
乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。
(3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。
PVC制粒过程及工艺一、PVC概述PVC是聚氯乙烯属非结晶性聚合物,其玻璃化温度依分子量大小为1050C-750 C,具有难燃性和高刚性,极好的耐化学腐蚀性和电绝缘性,但属热敏性树脂,其加工温度高于分解温度,因此不改性无法加工,改性PVC是使用助剂最多的塑料,根据需要PVC可改性得软质、硬质、透明、不透明产品。
二、PVC制粒过程及工艺PVC树脂和各种添加剂制成胶粒经过如下工艺段:计量、混合、混炼及切粒。
(一)计量按主料配方、小料配方、色粉配方分别计量。
要点:计量要准确(二)混合把计量好的物料按一定的加料顺序和工艺制备成分散均匀,易流动的粉状混合物,供混炼用。
要点:1、加料顺序:要考虑增塑剂对PVC的熔胀过程和其他助剂与增塑剂的相互作用。
一般加料顺序好下:A:加PVC粉,色粉、小料放在中间。
B:启动低速加量少的液体添加剂如:液体稳定剂和液体润滑剂等。
C:高速启动后加主体增塑剂。
D:待增塑剂吸收干后加填充剂如CaCO3、Mg(OH)2及阻燃剂sb2O3,随后加偶联剂如101。
E:最后加弹性体类改性剂和增韧剂如CPE、MBS、NBR、ABS等。
2、工艺控制点一般以混合温度为控制手段,同时以时间和电流作参考,主要有低速混合时间,高速混合温度和冷拌时间或温度三个工艺控制点。
①低速混合时间,一般控制在1min以内。
②高速混合温度,因材料规格、用途各异,一般硬质PVC的混合温度(105-115℃)比软质PVC混合温度(110-150℃)低,填充型比透明料的混合温度高,浅色比深色混合温度低。
③泠拌时间或温度,一般控制在80℃左右。
三、混炼使干混料通过具有剪切及挤压作用的混炼装置如:单螺杆、双螺杆及密炼机混炼,熔合塑化供造粒之用的过程。
要点:1、PVC树脂颗粒具有多层次结构,一般包含聚集粒子、初级粒子、区域粒子,因此PVC的塑化必须经历粒子破碎过程。
2、PVC有一定结晶度一般在5-10%,其熔点在210℃左右,因此,PVC是在它的结熔化范围内造粒及后加工的,这与一般热塑性聚合物如PE、PP等在其熔点以下加工有所不同,后者决定加工性能的主要内因是分子结构、相对分子量及其分布,而决定PVC熔体流变行为的内在因素不仅是树脂的相对分子量及分布,还与作为流动单元的尚未解体的微粒的性质有关。
PVC胶粒生产基础知识-概述
PVC为聚氯乙烯(polyvinyl choride)的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。
聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。
加工方式不同,生产工艺和技术也就千差万别。
电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。
PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。
在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。
选用不同的生产设备,具体的生产流程就会的一定的差别。
PVC胶粒生产基础知识-生产流程
1、水冷生产流程:
PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(
挤出)→切粒机(切粒)→风冷输送装置(冷却/分离)→储料桶→计量、包装
2、风冷生产流程:
PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→水槽(冷却)→除湿装置(除湿)→
切粒机(切粒)→风送(干燥)料桶→计量、包装
PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。
一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。
计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混
合机。
自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。
因此目前胶料厂大多采用半自动系统,即增塑剂自动计量和输送,其它原材料采用人工计量。
二、混合储料设备,一般包括高速混合机和冷却混合机两部分,高速混合机和泠拌机根据混合缸容积大小有很多规格,一般胶料厂常采用300L/800L和500L/1000L组合,打样则多采用50L小混合机,高速混合机与冷缸之间以及冷缸与押出机料斗之间均以料筒连接。
三、押出造粒设备主要有挤出机和切粒机两部分,挤出机又有单螺杆挤出机和双螺杆挤出机两大类。
挤出机的加工性能主要由螺杆直径、长径比、压缩比以及螺纹结构决定。
一般双螺杆挤出机的混炼分散能力和胶化能力较单螺杆要好,因此更适于生产高填充胶料。
我部1#押出机为双阶挤出机组,是由一台螺杆直径为65mm的平行同向双螺杆挤出机和一台螺杆直径为150mm的单螺杆挤出机组合而成,该机型特别适用于高填充软质PVC胶料的挤出造粒。
切粒装置有热切和冷切之分:热切即胶料一经挤出马上切粒,然后通过一系列的空气冷却装置进行冷却和分选,因此也叫风切;冷切则是们料经机头挤出胶条后通过水槽冷却然后经风机吹干水分再引入切粒机切粒,通常也叫水切,水切机有的还使用热风干燥储料桶。
我部双阶机为热切粒方式,此机的冷却和分离系统比较完善,有两级旋风争离,还配有沸腾床和振动筛,从而可更好地控制胶粒品质。
PVC胶料生产所用的原材料主要有八大类,即PVC树脂(塑胶粉)、增塑剂、稳定剂化助剂、填充剂、着色剂、润滑剂、阻燃与抑烟剂以其它助剂。
在胶料厂中,配方设计一般由专业工程技术人员进行,因此我在这里只是简单介绍一下胶料配方设计的几个基本原则:
1、根据制品的性能要求合理选用塑胶粉、增塑剂、
安定剂以及其它助剂。
2、在保证产品性能满足安规标准或客户要求的前提下,尽可能降低配方成本。
3、充分考虑加工方式及设备的影响,力求使所设计的配方具有良好的加工性能。
电线料是用来挤出包覆电线、电缆的胶料,根据具体用途通常又分为外被料(护套料)和芯线料(绝缘料)两大类。
电线料一般根据电线的耐温等级来区分具体规格,如“70℃黑色外被料”、“105℃白色芯线料”等,这里的“70℃”、“105℃”、就是指所应用电线的温度等级,根据不同电线安规的要求有“60℃”、“70℃”、“80℃”、“90℃”、“105℃”等多种规格,不同的规格所对应的各项性能指标及测试方法均不尽相同。
不过用于电子线的胶料有时直接以具体的电子线规
格来命名,如“1007电子线料”、“1015电子线料”、“1430电子线料”等。
另外,对于有些具有特别用途或特殊要求的胶料,一般会在规格名称上加以区别,如“60℃75P雾面外被料”、“105℃雾面非移性电线料”、“105℃防油防水料”等等。