冲压模具动静态检测方法
- 格式:ppt
- 大小:1.22 MB
- 文档页数:30

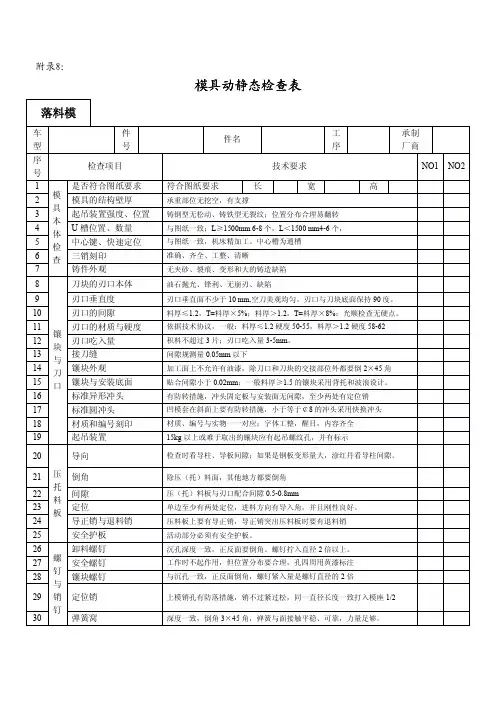
模具动静态检查表冲压模具动静态检查表(一)项目:零件名称工序号 /名称调试设备模具号类序检查项目查检检查要领检查别号静动方法1模具铭牌及顶杆位置示意牌●按图纸规定目视2模具颜色●按用户要求目视3铸字(“F标”记、模具重量、箭●按用户要求目视一头标记、模具号等)外4模体无明显铸造缺陷●按图纸目视观5起吊孔的螺纹规格●按用户要求目视检6查压板槽位置、尺寸及数量▲按图纸尺寸直尺7模具定位键或定位孔▲按图纸尺寸直尺8空气管接头座及电气安装位置▲按图纸尺寸,不能超出模体目视9闭合高度检查▲按图纸尺寸卷尺1导向面粗糙度●工作面和导入圆角粗糙度0.8 ,支承面粗糙目视度 1.6二2导柱与导套配合间隙▲无单边接触,无损伤红丹粉导3导板面配合间隙▲大型 <0.1 ,中型 <0.08 ,反侧导板≤ 0.02厚薄规向4滑动导板接触面接合率▲≥85% ,分布均匀红丹粉装置5斜楔机构运动导滑面▲间隙 <0.03mm厚薄规6各种斜楔机构运动灵活,扒钩▲扒钩间隙侧冲 0.5 ~ 1mm ,目视厚间隙合理吊冲 <0.03mm薄规三1剪切面刃口粗糙度●端面粗糙度 1.6 ,侧面粗糙度 0.8目视冲2刃口硬度●按图纸规定硬度计裁3刃口镶块接合面间隙●≤ 0.05mm厚薄规︵焊接刃口无气孔、夹渣、横向落4●垂直于刃口≤ 100mm 的微裂纹≤ 3 条目视裂纹料、5镶块与安装座或键与窝座配合●≤ 0.02mm厚薄规冲6凸凹模镶块材料牌号及件号标●打印清晰,无凸起目视孔记、切7凹模镶块高度不小于 80MM●应有足够的空间、便于装配冲头直尺边︶部8刃口无咬合、擦黑▲空车下压 4-5 次目视验收129压料面贴合率、压料面粗糙度▲红丹粉<0.810刃口间隙▲按图纸规定 ; 是制件料厚的 <10%。
目视厚薄规1110°~ 30°斜面冲裁时,冲孔及▲工作刃口提前切入深度按 2 个料厚处理,冲直修边凸模处理头是否防转尺目视12刃口切入量▲按图纸规定直尺13退料板与凸模,压料板与凹模▲间隙 0.3 ~ 0.5mm厚薄规的导正间隙四1镶块接缝间隙●≤ 0.05mm厚薄规成2工作面粗糙度●主要工作面及 R 处粗糙度 0.8 ,辅助工作面形及 R 处粗糙度 1.6目视︵工作表面无缺陷无划伤、裂纹、波纹、磕碰伤、夹渣、气3●拉孔延、4工作面硬度●按图纸要求硬度计冲压模具动静态检查表(二)类序检查项目检查检查要领检查别号静动方法5C/N 基准孔●孔的座标值是否打印清晰(各序通用)目视五厚薄6镶块与安装座或键与窝座配合●≤ 0.02mm规成凸凹模镶块材料牌号及件号标7●打印清晰,无凸起目视形记、8上模销孔加丝堵●加丝堵目视高于型面 0.3mm ,工件表面清晰整9拉延模到底标记▲目视形10卸料板型面与工件接触面▲是否产生压痕目视)11拉延模、成形模排气孔▲排气通畅目视部12压边圈与凹模研合面检查▲管理面 95% 、准管理面 90%凹模 >80%红丹分粉13整形模压力检查▲制件凸台清晰,符合图纸目视14压弯模的间隙▲间隙符合图纸,弯曲工件表面平整目视15 型面精度 (R 角、棱线、台阶 )目视▲ 带料冲压检查轮廓线是否清晰直尺16气垫位置及顶出高度检查▲ 符合图纸要求直尺六1顶出器结构强度●目视制2工件是否有防反措施▲目视验收12件3制件与贴合面配合状态▲贴合率≥ 70%红丹投粉入4顶出器工作平稳▲无干涉目视与5制件投入、取出顺利▲目视取出6定位板、定位销与工件配合间隙▲不能过紧,配合间隙 0.4mm目视1废料长度和数量●按设计要求目视2废料溜料板强度及粗糙度和尺●手感七寸直尺废3折叠式废料槽要求●折叠后不能超出上模平面目视料废料能否落入废料盒或槽内顺利排出,积存4冲孔检查▲数量<4 片目视5周围废料,切边废料排出▲排出顺利,无阻碍目视1铸入吊柄,螺栓紧固式吊柄●坚固,无松动、破损、毛刺目视2安全防护板、护罩●目视八3防止弹簧弹出、倒伏装置●无松动目视4模具上下模座连接板●符合图纸目视安全5非工作面倒角●按图纸要求目视6镶块加起吊孔●一般≥ 15kg ,具体按用户要求目视7侧销、安全销及退料螺钉、安全▲符合图纸,灵活可靠目视螺钉九1模具各部分清洁,无锈蚀●目视其2配件齐全●符合图纸目视它第一次验收人无此项目 /验收日期:验收标记:合格√不合格×员:验收 1:表示第一次验收 2 :表示第二次验收第二次验收人验收日期:员:冲压件验收单产品号:产品名称:检查项目检查方式是否合格备注1裂纹目视2缩颈目视、测量3坑包目视、手感4麻点(群)目视、手感5毛刺目视、测量6拉毛目视、手感、测量7压痕目视、测量8叠料目视、测量9波浪目视、手感10起皱目视11棱线目视手感12R 角目视手感13带料塌边目视测量14其它检查人员:模具品质鍳定表编号 :产品型号产品名称零件图号零件名称工装编号工装名称使用单位使用设备工序号工序名称检验问题记录修改后状况结论冲压件制造公司编制审核批准年月日俗话说得好:“滴水之恩,当涌泉相报”.知恩图报,是做人的良知;忘恩负义,被人们所不齿。

冲压模具动静态检测方法引言冲压模具是制造工业中常用的工具,用于将金属工件加工成所需形状和尺寸。
然而,在冲压模具的使用过程中,由于多次使用和长时间工作的原因,模具往往会出现磨损、变形等故障,从而影响冲压工艺的稳定性和产品质量。
因此,对冲压模具进行动静态检测是非常重要的。
本文将介绍一种常用的冲压模具动静态检测方法,包括模具磨损检测、模具变形检测和模具寿命预测。
通过这些检测方法,可以及时发现和解决模具故障,提高冲压工艺的稳定性和产品质量。
模具磨损是冲压模具常见的故障之一,主要是由于冲压工件与模具表面的摩擦而导致的。
为了及时发现模具磨损并采取相应措施,可采用以下方法进行磨损检测:方法一:视觉检测通过对模具表面进行目视检查,观察是否有明显的磨损痕迹,例如磨损痕迹、划痕和凹陷等。
如果发现模具表面出现上述情况,说明模具已经发生了磨损,需要及时修复或更换。
方法二:测量检测利用测量工具,如千分尺、比例尺等,对模具主要部位的尺寸进行测量,并和设计尺寸进行对比。
如果发现测量值和设计值存在较大偏差,说明模具可能已经发生磨损,需要进行修复或更换。
模具变形是另一种常见的模具故障,主要是由于冲压工艺中的应力和热变形等因素所引起的。
为了及时发现模具变形并采取措施进行修复,可采用以下方法进行变形检测:方法一:三坐标检测利用三坐标测量仪,对模具的尺寸和形状进行全面扫描和测量,并和原始设计进行比对。
通过分析测量数据,可以准确地确定模具是否存在变形,并进一步分析变形的原因。
方法二:模具试装检测在冲压机上进行模具试装,通过模具与冲压机的配合情况来检测模具是否存在变形。
如果模具试装时出现卡滞、偏移等现象,说明模具可能存在变形,需要进行修复或更换。
准确预测模具的寿命可以帮助制造企业合理安排模具的维护和更换计划,并避免因模具故障造成的生产中断和成本增加。
下面介绍两种常用的模具寿命预测方法:方法一:使用寿命曲线法通过对历史模具使用寿命数据的统计和分析,绘制寿命曲线,可以较准确地预测模具的寿命。