【第七八讲】2.2电火花加工的特点及分类
- 格式:pptx
- 大小:846.12 KB
- 文档页数:22
电火花技工的特点1 “以柔克刚”。
加工时,工具电极与工件材料不接触,两者之间基本没有宏观机械作用力,因此能用“软”的工具电极加工“硬”的工件材料。
如用石墨、紫铜电极可加工淬火钢、硬质合金,甚至金刚石。
2“精密微细”。
由于脉冲放电的能量密度可精确控制,两极间又无宏观机械作用力,因此可实现精密微细加工。
如模具和零件窄缝、窄槽、微细小孔等加工,加工精度可达微米级,甚至亚微米级。
3“仿形逼真”。
直接利用电能加工,便于实现加工过程的自动化、智能化、现代计算机技术的应用使加工工件仿形更加逼真。
4 直接利用电能进行加工,便于实现加工过程的自动化,并可减少机械加工工序,加工周期短,劳动强度低,使用维护方便。
电火花技工的主要用途1加工各种金属及其合金材料,导电超硬材料(如聚晶金刚石、立方氮化硼、金属陶瓷等),特殊的热敏材料,半导体和非导体材料。
2加工各种复杂形状的型孔及型腔工件,包裹加工圆孔、方孔、多变孔、异型孔、曲线孔、螺纹孔、微孔、深孔等型孔工件,及各种型面的的型腔工件。
3各种工件与材料的切割,包括材料的切断、特殊结构零件的切断,切割微细窄缝及微缝组成的零件(如金属栅网、慢波结构、异形孔喷丝板、激光器件)。
4加工各种成形刀、样板、工具、量具、螺纹等。
5 工件的磨削,包括小孔、深孔、内圆、外圆、平面磨削等。
6刻写打印铭牌和标记7表面强化和改性,如金属表面高速淬火、渗氮、渗碳、涂覆特殊材料及合金化8辅助用途,如去除折断在零件中的锥丝、钻头、修复磨损件、跑合齿轮啮合等。
文案编辑词条B 添加义项?文案,原指放书的桌子,后来指在桌子上写字的人。
现在指的是公司或企业中从事文字工作的职位,就是以文字来表现已经制定的创意策略。
文案它不同于设计师用画面或其他手段的表现手法,它是一个与广告创意先后相继的表现的过程、发展的过程、深化的过程,多存在于广告公司,企业宣传,新闻策划等。
基本信息中文名称文案外文名称Copy目录1发展历程2主要工作3分类构成4基本要求5工作范围6文案写法7实际应用折叠编辑本段发展历程汉字"文案"(wén àn)是指古代官衙中掌管档案、负责起草文书的幕友,亦指官署中的公文、书信等;在现代,文案的称呼主要用在商业领域,其意义与中国古代所说的文案是有区别的。
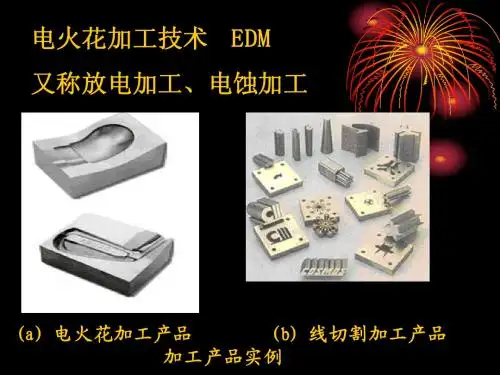
电火花加工1.电火花加工的基本概念2.电火花加工的特点3.电火花加工的分类4.电火花加工的基本原理电火花加工的基本概念•电火花加工又称放电加工(Electrical Discharge Machining 简称EMD)。
它是在加工过程中,使工具和工件之间不断产生脉冲性的火花放电,靠放电时产生的局部、瞬时的高温将金属蚀除下来。
这种利用火花放电产生的腐蚀现象对金属材料进行加工的方法叫电火花加工电火花加工的优点1.可以加工难以用金属切削方法加工的零件,不受材料硬度影响。
2.由于工具电极与工件电极不直接接触,没有机械切削力。
所以在制作工具电极时不必考虑其受力特性,工具电极可以做的十分微细,能进行微细加工和复杂型面加工3.电火花加工是通过脉冲放电来蚀除金属材料的,而脉冲电源的参数随时可调,因此在同一情况下,只需调整电参数即可切换粗、半精、精、超精加工。
电火花加工的局限性1.电火花加工生产效率低。
2.被加工的工件只能是导体.3.存在电极损耗,这就影响了成型精度4.加工表面有变质层。
5.加工过程必须在工作液中进行。
电火花加工时放电部位必须在工作液中,否则将引起异常放电。
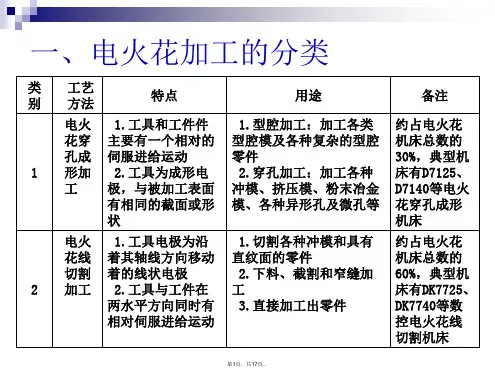
6.线切割加工有厚度极限1.利用成型工具电极,相对工件作简单进给运动的电火花成形加工;2.利用轴向移动的金属丝作工具电极,工件按所需形状和尺寸做轨迹运动,以切割导电材料的电火花线切割加工;3.利用金属丝或成型导电磨轮作工具电极,进行小孔磨削或成形磨削的电火花磨削;4.用于加工螺纹环规螺纹塞规齿轮等的电火花共轭回转加工;5.小孔加工、刻印、表面合金化、表面强化等其他种类加工。
电火花加工的基本原理电火花加工过程大致分为以下几个阶段:1.极间介质的电离、击穿,形成放电通道2.电极材料的融化,汽化热膨胀3.电极材料的抛出4.极间介质的消电离电火花线切割电火花线切割加工(Wire Cut Electrical Discharge Machining,简称WEDM)是在电火花加工基础上于50年代末在苏联发展起来的一种新工艺,使用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称电火花线切割。
【教学课题】电火花加工的原理、特点及分类【教学目的】:1)、重点掌握电火花加工的物理本质;2)、掌握电火花线切割、成形加工的异同点。
3)、熟悉电火花加工的特点及其适用范围;【教学重点及难点】:电火花加工中一次放电现象所经过的过程【教学方法】:讲授、多媒体辅助教学等【教学准备】:多媒体课件【教学过程设想】:1、导入新课:通过电火花产品演示导入(提高学生学习的主动性、积极性及好奇心)2、讲授新课:讲授电火花的基本原理和基本工作过程后,播放电火花工作的全过程,进一步熟悉电火花加工的原理。
同时可使静态、抽象的概念动态、具体、直观化,进一步提高学生的学习兴趣。
3、突破难点:电火花加工中一次放电现象所经过的过程是本节的重点,通过多媒体播放,ppt课件展示讲解让学生掌握电火花加工的工作过程和原理。
4、知识拓展:课前布置学生查阅资料了解电火花加工及其应用领域,了解目前制造业的最新加工手段。
让学生以小组为单位查阅资料,课堂分享。
一次培养学生的自主学习能力,查阅资料能力,协作工作能力。
【教学时间】:1课时【教学过程】1.请一个小组展示收集的电火花加工零件,并做简单介绍。
引出问题:什么是电火花加工?2.新课讲授电火花加工(Electrical Discharge Machining,简称EDM)是通过工件和工具电极间的放电而有控制地去除工件材料,以及使材料变形、改变性能的特种加工。
其中成形加工适用于各种孔、槽模具,还可刻字、表面强化等;切割加工适用于各种冲模、粉末冶金模及工件,各种样板、磁钢及硅钢片的冲片,钼、钨、半导体或贵重金属。
(ppt课件)播放电火花加工视频(完整的加工过程,)基本原理一次电火花放电所经历的过程:电离—放电—热膨胀—抛金属—消电离图1-11—工件;2—脉冲电源;3—自动进给装置4—工具电极;5—工作液;6—过滤器;7—泵(ppt课件)电火花放电动画演示(ppt课件)电火花加工的物理本质电火花加工基于电火花腐蚀原理,是在工具电极与工件电极相互靠近时,极间形成脉冲性火花放电,在电火花通道中产生瞬时高温,使金属局部熔化,甚至气化,从而将金属蚀除下来。

什么是电火花加工一、什么是电火花加工电火花是一种自激放电,其特点如下:火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。
伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。
火花通道必须在维持暂短的时间(通常为10-7-10-3s)后及时熄灭,才可保持火花放电的“冷极”特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。
通道能量的作用,可使电极局部被腐蚀。
利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。
电火花加工是在较低的电压范围内,在液体介质中的火花放电。
二、电火花加工的特点电火花加工是与机械加工完全不同的一种新工艺。
随着工业生产的发展和科学技术的进步,具有高熔点、高硬度、高强度、高脆性,高粘性和高纯度等性能的新材料不断出现。
具有各种复杂结构与特殊工艺要求的工件越来越多,这就使得传统的机械加工方法不能加工或难于加工。
因此,人们除了进一步发展和完善机械加工法之外,还努力寻求新的加工方法。
电火花加工法能够适应生产发展的需要,并在应用中显示出很多优异性能,因此,得到了迅速发展和日益广泛的应用。
电火花加工的特点如下:1.脉冲放电的能量密度高,便于加工用普通的机械加工方法难于加工或无法加工的特殊材料和复杂形状的工件。
不受材料硬度影响,不受热处理状况影响。
2.脉冲放电持续时间极短,放电时产生的热量传导扩散范围小,材料受热影响范围小。
3.加工时,工具电极与工件材料不接触,两者之间宏观作用力极小。
工具电极材料不需比工件材料硬,因此,工具电极制造容易。
4.可以改革工件结构,简化加工工艺,提高工件使用寿命,降低工人劳动强度。
基于上述特点,电火花加工的主要用途有以下几项:1) 制造冲模、塑料模、锻模和压铸模。
2) 加工小孔、畸形孔以及在硬质合金上加工螺纹螺孔。
3) 在金属板材上切割出零件。
4) 加工窄缝。
5) 磨削平面和圆面。