特种加工技术第二章电火花加工
- 格式:ppt
- 大小:1.55 MB
- 文档页数:78
特种加工技术习题第一章概述1、特种加工与传统切削加工方法在加工原理上的主要区别有哪些?2、特种加工的本质特点是什么?3、机械常规工艺与特种加工工艺之间有何关系?第二章电火花加工1、电火花加工必须解决的问题有哪些2、什么是电火花加工的机理?电火花放电过程大致可分为哪四个连续的阶段?3、电火花加工的优缺点有哪些?4、简要叙述电火花加工的应用场合。
5、在电火花加工中,工作液的作用有哪些?6、简述电火花加工用的脉冲电源的作用和输出要求。
7、什么是极性效应?在电火花加工中如何充分利用极性效应?8、试比较常用电极和优缺点及使用场合。
9、什么是覆盖效应?请举例说明覆盖效应的用途。
10、在实际加工中如何处理加工速度、电极损耗、表面粗糙度之间的关系?第三章电火花线切割加工1、线切割机床有那些常用的功能和分类?2、简述快走丝线切割机床的工作过程3、电火花加工与电火花线切割加工的异同点是什么?4、试分析影响线切割加工速度的因素。
5、试分析影响线切割加工中工件表面粗糙度和加工精度的因素。
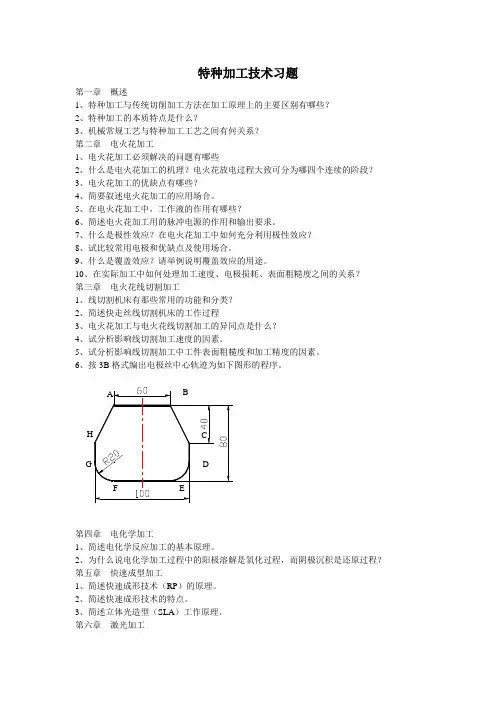
6、按3B格式编出电极丝中心轨迹为如下图形的程序。
第四章电化学加工1、简述电化学反应加工的基本原理。
2、为什么说电化学加工过程中的阳极溶解是氧化过程,而阴极沉积是还原过程?第五章快速成型加工1、简述快速成形技术(RP)的原理。
2、简述快速成形技术的特点。
3、简述立体光造型(SLA)工作原理。
第六章激光加工1、简述激光加工的基本原理。
2、简述激光加工的特点。
第七章超声波加工1、简述超声波加工的原理。
2、简述超声波加工的主要特点。
第八章电子束、离子束加工1、简述电子束加工原理和特点。
2、简述离子束加工原理和特点。
3、电子束和离子束加工为什么必须在真空条件下进行?。



《特种加工技术》2017版习题参考答案【说明】:每章的第一大题是简答题,其答案基本在书中有描述,此处不再给出;部分章节的拓展题主要目的是启迪、开拓思路或展开应用,故没有统一或固定的答案。
第1章电火花成形加工(EDM SINKING)二、选择题1.电火花深小孔加工应当选择以下 C 作为工作液;A.自来水;B.煤油;C.去离子水(工业纯水) ;D.乳化液2.电火花共轭回转加工的最早发明人是:AA.中国人;B.美国人C.俄国人D.德国人3. 欲将小型交叉孔口毛刺去除彻底干净,最好采用D加工方法来完成。
A.锉刀;B.砂带磨削C.砂轮磨削D.电火花工艺4.欲保证最高的加工精度,电火花加工中工作液供给方式最好采用C。
A.静态淹没工件;B.侧面冲液C.工具电极内部抽吸D.工具电极内部射出5.对于象筛网零件有成千上万个小孔需要加工,为保证生产率,电火花加工宜采用以下D工具电极.A.单个实心电极逐个加工;B.单个空心电极逐个加工C. 实心群电极D.空心管群电极三、判断题1.电火花加工中的吸附效应都发生在正极上。
(F )2.电火花成型加工时,电极在长度方向上损耗后无法得到补偿,需要更换电极。
(T )3.电火花成型加工中的自动进给调节系统应保证工具电极的进给速度等于工件的蚀除速度;(T)4.电火花成型加工和穿孔加工相比,前者要求电规准的调节范围相对较小。
(F )5.电火花成型加工电极损耗较难进行补偿。
(T )6.在型号为DK7740的数控电火花线切割机床中,D表示电加工机床。
(T)7.弛张式脉冲电源电能利用率相当高,所以在电火花加工中应用较多。
(F)8.电火花成型加工属于盲孔加工,工作液循环困难,电蚀产物排除条件差。
(T)9.电火花加工的粗规准一般选取的是窄脉冲、高峰值电流。
(F)10.电火花加工的粗规准一般选取的是宽脉冲、高峰值电流。
(T)11.电火花加工的效率较低。
(T)12.煤油作为电火花液,冷却效果最好(F)13.紫铜又叫纯铜;(T)14.电火花机床没有主运动,只有进给运动。