立铣刀螺旋角
- 格式:pdf
- 大小:82.70 KB
- 文档页数:2
铣刀的种类和结构特点铣刀的种类很多(大部分已经标准化),其分类方法也很多,下面是几种通常的分类方法和常用的铣刀。
按铣刀切削部分的材料分类:高速钢铣刀、硬质合金铣刀、特殊材料刀具、涂层刀具等。
高速钢铣刀有整体的和镶齿的两种一般形状较复杂的铣刀都是整体高速钢铣刀.硬质合金铣刀、陶瓷刀具以及超硬材料刀具大多数不是整体的,将硬质合金刀片以焊接或机械夹固的方式镶装在铣刀刀体上,如硬质合金立铣刀、三面刃铣刀等。
按铣刀的刀齿结合方式分类:整体铣刀、镶齿铣刀及特殊形式铣刀等。
整体铣刀是指铣刀的切削部分,装夹部分及刀体成一整体。
这类铣刀可用高速钢整料制成,也可用高速钢制造切削部分,用结构钢制造刀体部分,然而焊接成一整体,直径不大的立铣刀、三面刃铣刀、锯片铣刀都采用这种结构.镶齿铣刀可分为焊接式和机夹式。
机夹式根据刀体结构不同,可分为可转位和不转位。
不转位的如高速钢镶齿铣刀的刀体用结构钢,刀齿是高速钢,刀体和刀齿利用尖齿形槽镶嵌在—起。
直径较大的三面刃高速钢铣刀和高速钢套式面铣刀,一般都采用这种结构。
可转位铣刀是用机械夹固的方式把硬质合金刀片或其它刀具材料安装在刀体上,因而保持了刀片的原有性能。
刀刃磨损后,可将刀片转过一个位置继续使用。
这种刀具节省了材料,节省了刃磨时间,提高了生产效率。
特殊型式铣刀有复合刀具、可逆攻螺纹刀具等等。
按刀齿齿背的形式分类:(见图1-4-3)尖齿铣刀、铲齿铣刀。
尖齿铣刀的刀齿截面上,齿背是由直线或折线组成,如图1-4-3(b)所示。
这类铣刀齿刃锋利,刃磨方便,制造比较容易,生产中常用的二面刃铣刀、圆柱铣刀等都是尖齿铣刀。
铲齿铣刀的刀齿截面上,齿背是阿基米德螺线,齿背必须在铲齿机床上铲出。
如图1-4-3(a)所示。
这类铣刀刃磨后,只要前角不变,齿形也不变。
由于铲齿铣刀前角小,因此切削性能差。
成形铣刀为了保证刃磨后齿形不变,一般都采用铲齿结构。
图1-4-3 铣刀刀齿的结构形式(a) 铲齿铣刀的刀背截面(b)尖齿铣刀的刀背截面按铣刀的安装方式分类:带孔铣刀、带柄铣刀。
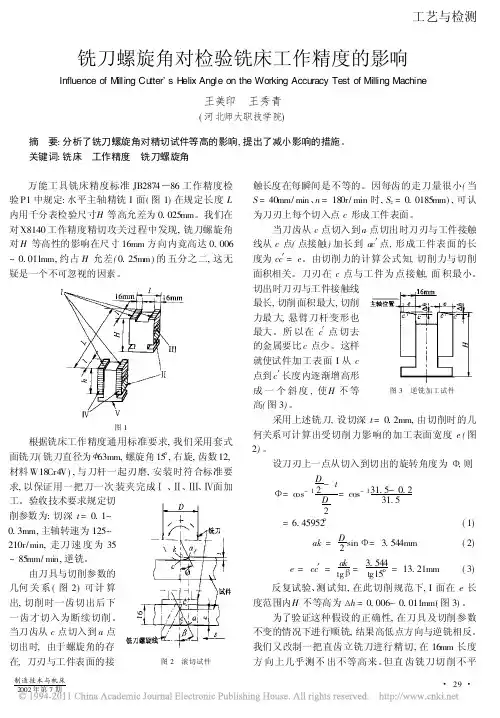
铣刀螺旋角对检验铣床工作精度的影响Influence of M illing Cu tter s H elix Angle on the Working Accuracy Test of Milling Machine王美印 王秀青(河北师大职技学院)摘 要:分析了铣刀螺旋角对精切试件等高的影响,提出了减小影响的措施。
关键词:铣床 工作精度 铣刀螺旋角万能工具铣床精度标准JB2874 86工作精度检验P1中规定:水平主轴精铣I 面(图1)在规定长度L 内用千分表检验尺寸H 等高允差为0.025mm 。
我们在对X8140工作精度精切攻关过程中发现,铣刀螺旋角对H 等高性的影响在尺寸16mm 方向内竟高达0.006~0.011mm,约占H 允差(0.25m m )的五分之二,这无疑是一个不可忽视的因素。
图1根据铣床工作精度通用标准要求,我们采用套式面铣刀(铣刀直径为 63mm,螺旋角15 ,右旋,齿数12,材料W18Cr4V),与刀杆一起刃磨,安装时符合标准要求,以保证用一把刀一次装夹完成 、 、 、面加工。
验收技术要求规定切削参数为:切深t =0.1~0.3mm,主轴转速为125~210r/min,走刀速度为35~85mm/min,逆铣。
由刀具与切削参数的几何关系(图2)可计算出,切削时一齿切出后下一齿才切入为断续切削。
当刀齿从c 点切入到a 点切出时,由于螺旋角的存在,刀刃与工件表面的接图2 滚切试件触长度在每瞬间是不等的。
因每齿的走刀量很小(当S =40mm/min 、n =180r/min 时,S z =0.0185mm),可认为刀刃上每个切入点c 形成工件表面。
当刀齿从c 点切入到a 点切出时刀刃与工件接触线从c 点(点接触)加长到ac 点,形成工件表面的长度为cc =e 。
由切削力的计算公式知,切削力与切削面积相关。
刀刃在c 点与工件为点接触,面积最小。
切出时刀刃与工件接触线最长,切削面积最大,切削力最大,悬臂刀杆变形也最大。

一、各种铣刀二、铣刀基本参数图3、以“圆柱直齿平面铣刀”(参图3)为例,说明铣刀的几个基本概念:1、前刀面:进行铣削加工时,切屑流出的通道。
2、后刀面:减小刀具与已加工平面的摩擦。
注:前角决定切削的难易程度和切屑在刀具前面上的摩擦情况。
前角大时,可使切屑变形小,流出顺利,减少了切屑和刀具前刀面之间的摩擦,使切削力降低,切削起来轻快;但是前角太大,会使刀刃变得非常薄弱,粗加工时可能引起崩刃。
4、楔角:前刀面与后刀面的夹角,用来反映铣刀刃的厚度/强度。
注:后角作用是减小刀具后面和工件已加工表面之间的摩擦,大小直接影响到刀具强度。
后角加大了,后面与已加工平面之间的摩擦会减小,切削起来轻快点,刀齿的磨损会慢些;但是后角太大,会降低刀齿强度,刀刃散热情况变差,反而会加剧刀齿的磨损。
6、基面:用来定义前角的基准面,且回转动(如铣刀一个刀刃由位置Ⅰ转到位置II)。
7、铣刀的切削平面:用来定义后角的基准面,且会转动(因为基面转动,他又始终垂直与基面)。
补:“圆柱螺旋齿平面铣刀”还需知道以下几个角度:8、螺旋角:切削刃与铣刀轴线间夹角。
其作用能使刀具在切削时受力均衡,工作较为稳定,切削流动顺利。
三、铣刀参数选择:1、前角的选择:①主要根据工件材料来决定。
a、在加工塑性材料(如钢料)时:塑性材料切屑呈带状且变形大,应选用较大前角,以减小切屑的变形,改善切削情况;b、在加工脆性材料(如铸铁)时:脆性材料切屑呈碎状小块,在刀刃附近有冲击力,并且脆性材料表面硬度高,通常含沙眼、杂质等,对切削不利,为保护刀尖,前角一般比加工塑性材料要小些。
c、在加工轻金属(如铝及铝合金)时:前角可取比塑性材料更大些,因为金属强度和硬度都比钢料低,在铣切中对刀齿的强度要求可以比铣钢料时低,同时加大前角更有利于切屑的排除。
②还要考虑工件材料的软硬程度。
a、工件材料较软时:选较大的前角;b、工件材料较硬时:选较小的前角。
③还要考虑加工的性质。
a、粗加工时:应取较小的前角;b、精加工时:应取较大的前角。
试题库知识要求试题一、判断题〔对画√,错画×〕1.数控机床产生于1958年。
( ) 2.数控机床产于美国。
( ) 3.铣削中心是在数控铣床的根底之上增加了刀库等装置。
( ) 4.二轴半的数控铣床是指具有二根半轴的数控铣床。
( ) 5.数控机床在应用时,环境温度为0~45℃。
( ) 6.数控机床在应用时,相对湿度为60%。
( ) 7.数控铣床用滚子搬运时,滚子直径以70~80mm为宜。
( ) 8.数控铣床用滚子搬运时,地面斜坡度要大于15°。
( ) 9.加工中心不适宜加工箱体类零件。
( ) 10.数控铣床适宜加工曲面类零件。
( ) 11.加工中心不适宜加工盘、套、板类零件。
( ) 12.周边铣削是指用铣刀周边齿刃进行的铣削。
( ) 13.端面铣削是指用铣刀端面齿刃进行的铣削。
( ) 14.直角通槽主要用三面刃铣刀来铣削。
( ) 15.通键槽一般都采用盘形槽铣刀来铣削。
( ) 16.铣削平面零件外轮廓时,一般采用立铣刀侧刃切削。
( ) 17.型腔的切削分两步,第一步切内腔,第二步切轮廓。
( ) 18.从进给路线的长短比拟,行切法要略劣于环切法。
( ) 19.铣削加工切削用量包括主轴转速、进给速度、背吃刀量和侧吃刀量。
( ) 20.数控加工用刀具可分为常规刀具和模块化刀具。
( ) 21.常规数控刀具刀柄均采用7∶24圆柱工具柄。
( ) 22.麻花钻有标准型和加长型。
( ) 23.在加工中心上钻孔,因有夹具钻模导向,两切削刃上切削力是对称。
( ) 24.喷吸钻用于深孔加工。
( ) 25.标准扩孔钻一般有3~4条主切削刃。
( )26.单刃镗刀刚性好。
( ) 27.在孔的精镗中,目前较多地选用精镗微调镗刀。
( ) 28.铰刀工作局部包括切削局部与校准局部。
( ) 29.标准铰刀有4~6齿。
( ) 30.高速钢面铣刀按国家标准规定,直径d=80~250mm,螺旋角β=10°,刀齿数z=10~20。
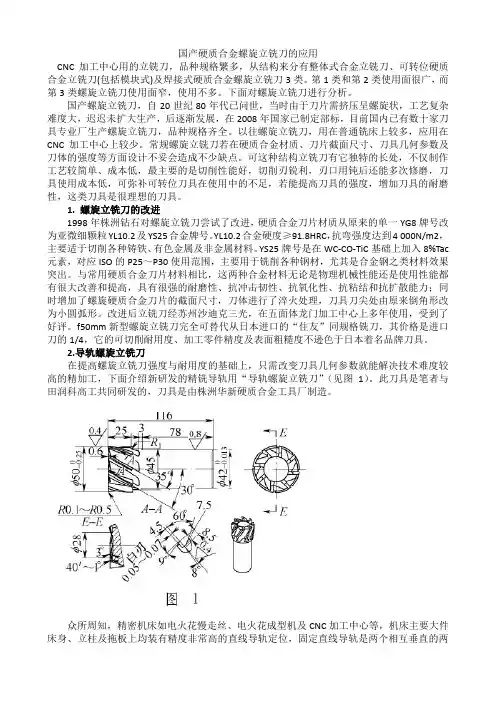
国产硬质合金螺旋立铣刀的应用CNC加工中心用的立铣刀,品种规格繁多,从结构来分有整体式合金立铣刀、可转位硬质合金立铣刀(包括模块式)及焊接式硬质合金螺旋立铣刀3类。
第1类和第2类使用面很广,而第3类螺旋立铣刀使用面窄,使用不多。
下面对螺旋立铣刀进行分析。
国产螺旋立铣刀,自20世纪80年代已问世,当时由于刀片需挤压呈螺旋状,工艺复杂难度大,迟迟未扩大生产,后逐渐发展,在2008年国家已制定部标,目前国内已有数十家刀具专业厂生产螺旋立铣刀,品种规格齐全。
以往螺旋立铣刀,用在普通铣床上较多,应用在CNC加工中心上较少。
常规螺旋立铣刀若在硬质合金材质、刀片截面尺寸、刀具几何参数及刀体的强度等方面设计不妥会造成不少缺点。
可这种结构立铣刀有它独特的长处,不仅制作工艺较简单、成本低,最主要的是切削性能好,切削刃锐利,刃口用钝后还能多次修磨,刀具使用成本低,可弥补可转位刀具在使用中的不足,若能提高刀具的强度,增加刀具的耐磨性,这类刀具是很理想的刀具。
1. 螺旋立铣刀的改进1998年株洲钻石对螺旋立铣刀尝试了改进,硬质合金刀片材质从原来的单一YG8牌号改为亚微细颗粒YL10.2及YS25合金牌号。
YL10.2合金硬度≥91.8HRC,抗弯强度达到4 000N/m2,主要适于切削各种铸铁、有色金属及非金属材料。
YS25牌号是在WC-CO-TiC基础上加入8%Tac 元素,对应ISO的P25~P30使用范围,主要用于铣削各种钢材,尤其是合金钢之类材料效果突出。
与常用硬质合金刀片材料相比,这两种合金材料无论是物理机械性能还是使用性能都有很大改善和提高,具有很强的耐磨性、抗冲击韧性、抗氧化性、抗粘结和抗扩散能力;同时增加了螺旋硬质合金刀片的截面尺寸,刀体进行了淬火处理,刀具刀尖处由原来倒角形改为小圆弧形。
改进后立铣刀经苏州沙迪克三光,在五面体龙门加工中心上多年使用,受到了好评。
f50mm新型螺旋立铣刀完全可替代从日本进口的“住友”同规格铣刀,其价格是进口刀的1/4,它的可切削耐用度、加工零件精度及表面粗糙度不逊色于日本着名品牌刀具。
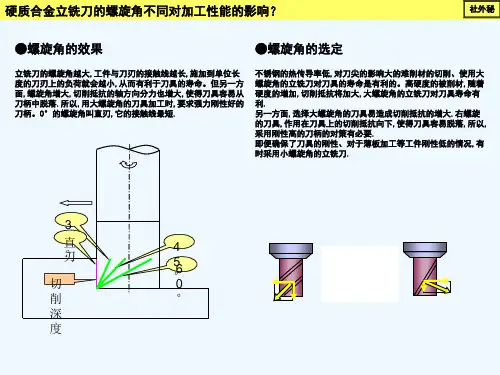
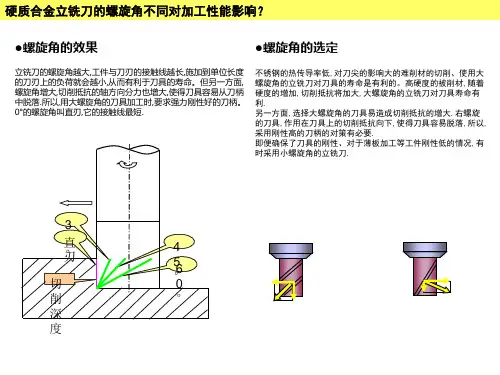
立铣刀螺旋角大小对切削性能的影响1螺旋刃立铣刀的基本特性与问题的提出立铣刀的基本刃口形状(螺旋槽形状)有直形和螺旋形两种.由于螺旋刃立铣刀相对于直刃具有切削轻快、平稳、效率高和使用范围广等优点,因此在铣削加工中得到了广泛应用.根据加工设备和加工对象的不同要求,螺旋刃立铣刀有左刃、右刃和左螺旋、右螺旋之分的4种不同组合〔1〕,其中左刃左螺旋和右刃右螺旋在加工中的轴向切削阻力有把立铣刀从刀夹中拔出的趋势,需采用拉紧螺栓克服轴向切削阻力.而左刃右螺旋和右刃左螺旋的轴向切削阻力刚好把立铣刀压向夹头方,故多采用锥柄加扁尾,以适应大功率切削.因为右刃右螺旋立铣刀可让切屑沿排屑槽向柄部排出,易保证切削的平稳进行,符合机床主轴旋向标准,在高性能夹头的支持下装卸方便,所以,其使用范围最广,使用量最大.实际应用中的螺旋刃立铣刀,其螺旋角通常在30°~45°.在刀具原理、设计和应用技术领域,根据工件材料、刀具材料及切削加工诸参数的不同,有关螺旋刃立铣刀的切削力、扭矩、切削功率及前角、后角等主要刀具角度的设计计算公式、实验数据与使用经验等资料很多,但有关螺旋角大小与立铣刀加工性能的讨论和资料介绍很少.一般认为,螺旋刃立铣刀的螺旋角β就是刃倾角λs,但有关刃倾角的介绍和讨论主要以车削加工为主线展开,而铣削和车削毕竟有许多不同之处,因此不可能完全适用.对铣削而言,通常认为较大的螺旋角可以增加同时工作的齿数,减少铣削过程中的冲击和增加其平稳性〔2〕,并使立铣刀刀刃锋利、实际前角增大.除此之外,螺旋角的大小对立铣刀的性能究竟还会产生什么样的影响呢?刀具角度之间是相互联系和影响的.不妨首先通过实验和实际加工例,取得初步认识和相关知识,为进一步的深入探讨做准备.2螺旋角与2刃立铣刀铣槽实验实验在立式加工中心上进行.采用直径12mm的不同螺旋角的2刃立铣刀,铣宽度×高度为12mm×12mm的槽,并以加工后槽的底面为基准,测量槽的两侧面的垂直度误差(侧面最大变形量ΔX),通过比较误差值的大小来评价螺旋角大小对立铣刀铣槽时加工精度的影响.被切削材料为硬度28HRC的碳素钢.实验中各刀具的切削参数统一为:进给速度50mm/min,切削速度29m/min,吃刀深度12mm.切削中冷却液选用油性.实验结果如图1所示.图1螺旋角与铣槽时的加工精度图2铣侧面时的螺旋角与加工精度从实验结果可以看出:(1)逆铣侧总是出现过切,而与之相反,顺铣侧总是出现漏切,且过切量和漏切量的最大点在立铣刀伸出最远处.这一点符合逆铣、顺铣时的刀具变形规律和刀具伸出长度的变形规律.(2)立铣刀的螺旋角小于30°前,不管是顺铣侧还是逆铣侧,垂直度误差值都随螺旋角的增大而增大.螺旋角大于40°以后,又随螺旋角的增大而变小.因此,可以认为立铣刀有较小的螺旋角或有较大的螺旋角时,其铣槽加工的形状精度高.(3)从加工精度看,在螺旋角为0,即切削刃为直刃时精度最高.但从立铣刀螺旋角的基本特性可知,这时完全呈断续切削,切削冲击力大,对刀具本身的制作精度要求高,加工精度对刀具本身精度的依赖性很强,刀具的使用寿命短.所以,实际应用中应根据具体情况辩证地考虑.3螺旋角与4刃立铣刀铣侧面实验在立式加工中心上,用螺旋角分别为30°和55°度的4刃立铣刀铣侧面,比较两种立铣刀随切削宽度(径向吃刀量)的变化对加工精度的影响.立铣刀直径为25mm,被切削材料为硬度94HRB的45号钢.切削全部采用顺铣方式和干式切削.切削参数统一为:进给速度100mm/min,切削速度26m/min,切削深度38mm.加工后所测得的垂直度误差、平面度误差和表面粗糙度值如图2所示.可以看出,在切削宽度不是特别大时,55°的大螺旋角立铣刀比30°螺旋角立铣刀的加工精度高.这一点与图1的铣槽实验结果相吻合.分析其原因,可以认为这是由于当切削宽度较小时,螺旋角较大的立铣刀实际前角大,刃口锋利,切入性好;切向切削阻力小,减小能量消耗和刀具变形,切削轻快;切削刃与被切削面的接触点多,使立铣刀切入和切出时比较平稳,切削阻力的波动小,减弱了加工中对立铣刀的振动激励等因素的综合效应所致.4螺旋角特性的归纳(1)螺旋角与切削阻力:切向切削阻力随螺旋角的增大而减小,轴向切削阻力随螺旋角的增大而增大.(2)螺旋角与前角:螺旋角的增大使立铣刀实际前角增大,刃口更加锋利.(3)螺旋角与被加工面精度:一般被加工面的垂直度和平面度公差值随螺旋角的增大而增加,但螺旋角大于40°以后反而随螺旋角的增大而呈减小趋势.(4)螺旋角与刀具寿命:圆周刃刃带的磨损速度与螺旋角大小基本成正比;另一方面,当螺旋角很小时,轻微的刀具磨损也将明显降低刀具的切削性能,引起振动,使刀具无法继续使用.当螺旋角过大时,刀具刚性变差,寿命减低.(5)螺旋角与被切削材料:加工硬度低的软质材料时,用大螺旋角,以增大前角,提高刃口的锋利性;加工硬度高的硬质材料时,用小螺旋角,以减小前角,提高刃口的刚性.5结束语螺旋角是螺旋刃立铣刀的主要参数之一,螺旋角大小的改变对刀具的切削加工性能有很大影响.随着数控加工技术和柔性制造技术的发展,在刀具制造工艺上改变螺旋角的大小已成为可能和非常简便.如果进一步深入研究螺旋角大小对螺旋刃立铣刀切削性能的各种影响,在制造和选用螺旋刃立铣刀时,结合机床和工装卡具的性能,根据被加工材料的性能及加工精度、加工效率以及刀具材料和刀具寿命等因素综合考虑,优化螺旋角的大小,无疑会对促进高效、高精铣削加工起重要作用.。

圆柱平底螺旋立铣刀动态切削力仿真与应用葛任鹏;仇健;韩廷超;李帅【摘要】采用瞬时刚性力模型进行平底螺旋立铣刀动态切削力建模,推导出铣削切削力系数辨识公式.在卧式加工中心HMC63上进行7075铝合金全齿铣削切削力测试试验,辨识出切削力系数,并利用MATLAB进行切削力数值仿真.对试验结果和仿真结果进行对比,结果表明切削力建模是有效的,能够较准确地预测铣削力,进行切削力的预测和监测,用于工件加工变形控制.同时切削力系数可以进一步进行切削稳定性分析,提高航空结构件的加工精度和效率.%The dynamical cutting-force model of flat helical end mills was established with the instantaneous rigid force model,the identification formula of cutting force coefficients for milling was deduced.Then the cutting force test for 7075 aluminum alloy of full-immersion milling experiments were followed on horizontal machining center HMC63,the cutting-force coefficients were identified,the cutting-force numerical simulation was implemented by MATLAB.The test results were compared with the simulation results,which show the cutting-force model was validated.It can predict milling force accurately,it can predict and monitor the cutting force,and be used for machining deformation control of parts.At the same time,the cutting force coefficient can further be used to analyze the cutting stability and it can improve the machining accuracy and efficiency of aeronautic structure.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)004【总页数】5页(P85-88,92)【关键词】7075铝合金;切削力模型;平底螺旋立铣刀;生产预测应用【作者】葛任鹏;仇健;韩廷超;李帅【作者单位】沈阳机床(集团)有限责任公司高档数控机床国家重点实验室,辽宁沈阳110142;沈阳机床(集团)有限责任公司高档数控机床国家重点实验室,辽宁沈阳110142;沈阳机床(集团)有限责任公司高档数控机床国家重点实验室,辽宁沈阳110142;沈阳机床(集团)有限责任公司高档数控机床国家重点实验室,辽宁沈阳110142【正文语种】中文【中图分类】TG501.3铝合金具有密度低、比强度高、比刚度高、导热性和导电性好、工艺性和耐腐蚀性好等一系列优点,是航空领域重要的结构材料[1]。
立铣刀螺旋角大小对切削性能的影响
1螺旋刃立铣刀的基本特性与问题的提出立铣刀的基本刃口形状(螺旋槽形状)有直形和螺旋形两种.由于螺旋刃立铣刀相对于直刃具有切削轻快、平稳、效率高和使用范围广等优点,因此在铣削加工中得到了广泛应用.根据加工设备和加工对象的不同要求,螺旋刃立铣刀有左刃、右刃和左螺旋、右螺旋之分的4种不同组合〔1〕,其中左刃左螺旋和右刃右螺旋在加工中的轴向切削阻力有把立铣刀从刀夹中拔出的趋势,需采用拉紧螺栓克服轴向切削阻力.而左刃右螺旋和右刃左螺旋的轴向切削阻力刚好把立铣刀压向夹头方,故多采用锥柄加扁尾,以适应大功率切削.因为右刃右螺旋立铣刀可让切屑沿排屑槽向柄部排出,易保证切削的平稳进行,符合机床主轴旋向标准,在高性能夹头的支持下装卸方便,所以,其使用范围最广,使用量最大.实际应用中的螺旋刃立铣刀,其螺旋角通常在30°~45°.在刀具原理、设计和应用技术领域,根据工件材料、刀具材料及切削加工诸参数的不同,有关螺旋刃立铣刀的切削力、扭矩、切削功率及前角、后角等主要刀具角度的设计计算公式、实验数据与使用经验等资料很多,但有关螺旋角大小与立铣刀加工性能的讨论和资料介绍很少.一般认为,螺旋刃立铣刀的螺旋角β就是刃倾角λs,但有关刃倾角的介绍和讨论主要以车削加工为主线展开,而铣削和车削毕竟有许多不同之处,因此不可能完全适用.对铣削而言,通常认为较大的螺旋角可以增加同时工作的齿数,减少铣削过程中的冲击和增加其平稳性〔2〕,并使立铣刀刀刃锋利、实际前角增大.除此之外,螺旋角的大小对立铣刀的性能究竟还会产生什么样的影响呢?刀具角度之间是相互联系和影响的.不妨首先通过实验和实际加工例,取得初步认识和相关知识,为进一步的深入探讨做准备.2螺旋角与2刃立铣刀铣槽实验实验在立式加工中心上进行.采用直径 12mm的不同螺旋角的2刃立铣刀,铣宽度×高度为12mm×12mm的槽,并以加工后槽的底面为基准,测量槽的两侧面的垂直度误差(侧面最大变形量ΔX),通过比较误差值的大小来评价螺旋角大小对立铣刀铣槽时加工精度的影响.被切削材料为硬度28HRC的碳素钢.实验中各刀具的切削参数统一为:进给速度50mm/min,切削速度29m/min,吃刀深度12mm.切削中冷却液选用油性.实验结果如图1所示.图1螺旋角与铣槽时的加工精度图2铣侧面时的螺旋角与加工精度从实验结果可以看出:(1)逆铣侧总是出现过切,而与之相反,顺铣侧总是出现漏切,且过切量和漏切量的最大点在立铣刀伸出最远处.这一点符合逆铣、顺铣时的刀具变形规律和刀具伸出长度的变形规律.(2)立铣刀的螺旋角小于30°前,不管是顺铣侧还是逆铣侧,垂直度误差值都随螺旋角的增大而增大.螺旋角大于40°以后,又随螺旋角的增大而变小.因此,可以认为立铣刀有较小的螺旋角或有较大的螺旋角时,其铣槽加工的形状精度高.(3)从加工精度看,在螺旋角为0,即切削刃为直刃时精度最高.但从立铣刀螺旋角的基本特性可知,这时完全呈断续切削,切削冲击力大,对刀具本身的制作精度要求高,加工精度对刀具本身精度的依赖性很强,刀具的使用寿命短.所以,实际应用中应根据具体情况辩证地考虑.3螺旋角与4刃立铣刀铣侧面实验在立式加工中心上,用螺旋角分别为30°和55°度的4刃立铣刀铣侧面,比较两种立铣刀随切削宽度(径向吃刀量)的变化对加工精度的影响.立铣刀直径为 25mm,被切削材料为硬度94HRB的45号钢.切削全部采用顺铣方式和干式切削.切削参数统一为:进给速度100mm/min,切削速度26m/min,切削深度38mm.加工后所测得的垂直度误差、平面度误差和表面粗糙度值如图2所示.可以看出,在切削宽度不是特别大时,55°的大螺旋角立铣刀比30°螺旋角立铣刀的加工精度高.这一点与图1的铣槽实验结果相吻合.分析其原因,可以认为这是由于当切削宽度较小时,螺旋角较大的立铣刀实际前角大,刃口锋利,切入性好;切向切削阻力小,减小能量消耗和刀具变形,切削轻快;切削刃与被切削面的接触点多,使立铣刀切入和切
出时比较平稳,切削阻力的波动小,减弱了加工中对立铣刀的振动激励等因素的综合效应所致.4螺旋角特性的归纳(1)螺旋角与切削阻力:切向切削阻力随螺旋角的增大而减小,轴向切削阻力随螺旋角的增大而增大.(2)螺旋角与前角:螺旋角的增大使立铣刀实际前角增大,刃口更加锋利.(3)螺旋角与被加工面精度:一般被加工面的垂直度和平面度公差值随螺旋角的增大而增加,但螺旋角大于40°以后反而随螺旋角的增大而呈减小趋势.(4)螺旋角与刀具寿命:圆周刃刃带的磨损速度与螺旋角大小基本成正比;另一方面,当螺旋角很小时,轻微的刀具磨损也将明显降低刀具的切削性能,引起振动,使刀具无法继续使用.当螺旋角过大时,刀具刚性变差,寿命减低.(5)螺旋角与被切削材料:加工硬度低的软质材料时,用大螺旋角,以增大前角,提高刃口的锋利性;加工硬度高的硬质材料时,用小螺旋角,以减小前角,提高刃口的刚性.5结束语螺旋角是螺旋刃立铣刀的主要参数之一,螺旋角大小的改变对刀具的切削加工性能有很大影响.随着数控加工技术和柔性制造技术的发展,在刀具制造工艺上改变螺旋角的大小已成为可能和非常简便.如果进一步深入研究螺旋角大小对螺旋刃立铣刀切削性能的各种影响,在制造和选用螺旋刃立铣刀时,结合机床和工装卡具的性能,根据被加工材料的性能及加工精度、加工效率以及刀具材料和刀具寿命等因素综合考虑,优化螺旋角的大小,无疑会对促进高效、高精铣削加工起重要作用.。