SIMADYN D控制系统在八钢中厚板主传动中的应用
- 格式:doc
- 大小:24.00 KB
- 文档页数:5

修改SIMADYND传动控制及AB-PLC程序解决绞车位置跳
变故障
吕斌
【期刊名称】《煤炭技术》
【年(卷),期】2008(27)4
【摘要】提升机是矿井主要机电设备之一,确保其安全正常运转,提高工作效率,降低故障影响时间至关重要,文章介绍了潘一主井提升机出现深度指示故障后通过修改SD传动控制及PLC程序解决绞车位置跳变故障的一种快速有效的方法。
【总页数】2页(P14-15)
【关键词】主井;提升机;SIMADYND;PLC;深度指示故障
【作者】吕斌
【作者单位】安徽理工大学
【正文语种】中文
【中图分类】TD53
【相关文献】
1.变极式三相异步电机用于石油钻机绞车传动控制的研究 [J], 王华勇;周骥
2.基于CFC软件的SIMADYND传动控制系统 [J], 蒋金明;刘华;谢邦立
3.SIMADYND在热轧主传动控制系统中的应用 [J], 付勇清
4.提升绞车大功率直流电机重载下放跳电故障处理过程及解决方案 [J], 张廷江
5.位置可调式绞车传动轴总成装配支架设计 [J], 张波;罗强;苏艳;叶锐;张静怡;解艳维
因版权原因,仅展示原文概要,查看原文内容请购买。

厚板轧机雪橇和负荷平衡控制及注意事项文章介绍了SIMADYND全数字控制交-交变频系统在厚板轧机上的应用,同时介绍了雪橇控制和负荷平衡控制在轧钢过程中的应用,重点分析了负荷平衡控制和雪橇控制功能调节时的注意事项。
以期对调试及维护人员起到抛砖引玉作用。
标签:交-交变频;SIMADYND;雪橇控制;负荷平衡1 概述厚板生产线粗轧机、精轧机传动均采用大功率交-交变频系统控制,电动机采用同步电动机,额定电压1650V,频率6.67Hz/16Hz,速度(40r/min)/(120r/min)。
系统均采用双电机单独传动,交-交变频功率装置为三相无环流可逆式晶闸管变流器,控制系统采用西门子公司SIMA2DYND全数字64位处理器组成的矢量控制交-交变频调速系统,此系统具有控制精度高、响应快速、可靠性强及易于维护的优良品质。
2 雪橇和负荷平衡控制厚板轧机在轧钢过程中钢板叩头和翘头现象十分常见,钢板向下扎进地沟和向上冲撞测厚仪横梁的情况时有发生,所以厚板轧钢时要求在上、下辊咬钢的过程中,钢板头部向上微翘,就是常说的雪橇控制;但在轧过头部后又要求上、下辊线速度一致,负荷一致,也就是负荷要平衡。
钢板头尾部弯曲变形的产生原因很多,有很多个相互关联的影响因素,其中电气方面的因素就是主传动系统的动态机械特性和上、下辊速度差。
厚板生产线的轧机主传动电动机一般是双电机上、下辊单独传动,雪橇控制和负荷平衡的控制也是最常用的功能。
雪橇控制和负荷平衡不能同时投入,雪橇控制一般作用在上、下辊咬钢的瞬间及之后的几百毫秒,此段时间下辊的负荷远大于上辊负荷。
为了使上、下辊负荷基本平衡,雪橇形成后,雪橇控制功能撤除,负荷平衡控制随后投入。
负荷平衡功能主要是平衡上、下辊之间的转矩。
当上、下辊之间的负荷差值超过预设定的值时,负荷平衡调节器输出直接作用到上、下辊转速给定,通过调整上、下辊的速度给定值,使得其差值在允许的范围之内。
在实际生产中使用雪橇和负荷平衡控制功能,效果很好,根据轧制钢板厚度的变化和经验,操作工会调整雪橇的值,使钢板扣头和很翘的现象基本得到改善。
轧机厚度系统Smith控制器和PID控制器的应用分析国民经济的迅速发展,对薄板的尺寸精度提出了更高的要求,由于轧机厚度控制系统存在时间滞后的特点,传统的PID调节已经不能满足薄板的技术要求,利用Smith预估器补偿实测滞后,采用内模设计方法设计Smith预估控制系统。
用Simulink仿真软件,将Smith预估器与PID控制方式对系统的影响进行分析比较。
标签:Smith预估器;PID控制;厚度控制系统1 概述冷连轧机的薄板、带钢产品具有表面技术指标好、尺寸精度高和良好的机械、工艺性等优点,被广泛应用于宇航技术、制造业、食品包装、家用电器、化工、轻工、仪表以及民用小金属等国民经济各个部门。
伴随各个行业的迅猛发展,对板材产品的尺寸精度提出了更高的要求,尺寸精度要求到毫米、微米级,而厚度偏差仅为几个微米[1],因此,提高冷连轧机的薄板、带钢产品的尺寸精度指标是一个重要的方向课题。
生产实际中,轧机系统测厚仪的测试位置与运行的轧机有一定的位置距离,由此给厚度控制系统带来纯滞后环节,而对于纯滞后环节,传统的PID反馈控制系统无法通过反馈回路及时反馈,所以不能取得很好的控制调节效果。
在目前常用的纯延迟补偿方法中,Smith预测器补偿效果较好,将其应用于轧机薄板自动控制系统中,可改善延迟系统的控制指标[2]。
2 Smith预估器和PID控制器2.1 内模控制设计的Smith预估器对开环控制来说,只要提高控制器C(s)和对象G(s)的精度,则输出的精度就可以保证。
但是它的缺欠是对于调节对象发生变化或有扰动加入时无能为力。
而具有反馈的闭环系统,它虽然能把控制对象的变化和干扰的影响送回到系统的输入端进行调节,从而提高控制精度,但是也存在问题,由于反馈信号取自系统的输出量,反馈信号=不可测干扰+其他因素,不可测干扰与其他因素混在一起,无法分辨,甚至还有可能被其他量淹没掉而得不到及时补偿,从而影响调节效果。
那么,如果我们将其变换成等效的内模控制设计,见图1,在具有内模控制的系統中,反馈量已由原来的输出量反馈变为扰动量反馈,这样就能及时补偿扰动的影响。
粗轧机厚度自动控制系统的应用【摘要】粗轧机是设置在热连轧生产线的关键设备,用于将板坯轧制成规定的中间坯。
本文介绍了厚度自动控制系统在粗轧机厚度控制中的实际应用,并介绍了相关的经验公式。
【关键词】厚度轧制力辊缝位置控制1.概述厚度自动控制系统的控制量主要是压下量,即为了控制轧件厚度,就要控制轧辊位置,轧辊位置控制为厚度自动控制服务,这样自动厚度控制系统就有外环为厚度环、内环为轧辊位置环的串级控制系统,轧辊位置自动控制系统是厚度自动控制系统的执行机构。
本文介绍的1750热轧线粗轧机的辊缝调节是通过调节上辊压下量来实现的,下辊无上抬功能。
在粗轧机的传动侧和操作侧各安装有一台压下电机和压下液压缸。
粗轧机轧辊位置自动控制系统包括电动位置自动控制系统和液压位置自动控制系统两部分。
电动位置自动控制系统进行粗调,液压位置自动控制系统进行精调。
粗轧机辊缝调节在空载下进行,在轧制过程中辊缝不进行调节。
2.厚度自动控制(AGC)2.1厚差产生的原因厚差分为同板差和异板差。
异板差是指在相同工艺、设备参数条件下,同一批材料中的不同轧件(不同块或不同卷)轧出厚度不均。
异板差主要原因是来料参数(厚度、宽度、轧机入口温度)发生了变化,但未重新对轧机进行设定,即未做到动态设定。
下面讨论的是同板差。
在轧机一定的情况下,轧机弹性刚度系数K为常数,根据轧机弹跳方程:h=f(S,P,K),轧出厚度h与空载辊缝S和轧制力P有关。
因此,凡是引起空载辊缝和轧制力变化的因素都是厚差产生的原因。
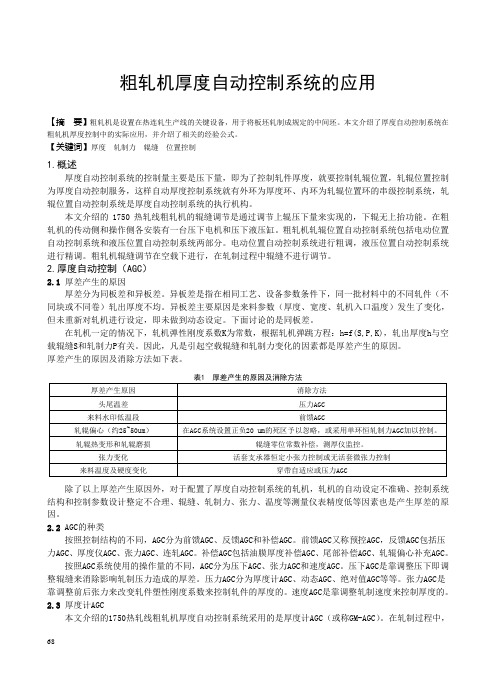
厚差产生的原因及消除方法如下表。
表1 厚差产生的原因及消除方法除了以上厚差产生原因外,对于配置了厚度自动控制系统的轧机,轧机的自动设定不准确、控制系统结构和控制参数设计整定不合理、辊缝、轧制力、张力、温度等测量仪表精度低等因素也是产生厚差的原因。
2.2 AGC的种类按照控制结构的不同,AGC分为前馈AGC、反馈AGC和补偿AGC。
前馈AGC又称预控AGC,反馈AGC包括压力AGC、厚度仪AGC、张力AGC、连轧AGC。
Simadyn D控制系统原理、硬件配置、调试及常见故障诊断目录第一章 SIMADYN D 主传动循环变流器控制系统原理 (2)第一节TRANSVERTOR®控制 (2)一、TRANSVERTOR®控制介绍 (2)二、TRANSVERTOR®控制系统功能 (2)三、矢量变换的控制原理和流程块状图 (3)第二节相位电流控制 (3)第三节循环变流器控制的追踪功能 (4)第四节 SIMADYN D循环变流器控制控制系统结构框图 (4)第二章 Simadyn D硬件配置 (4)第一节硬件配置简图 (4)第二节硬件配置简要说明 (6)一、框架及其附件 (6)二、各模块概述 (6)第三章 Simadyn D性能调试 (7)第一节调试分类 (7)第二节调试工具及步骤 (8)第三节调试中需要注意的问题 (9)第四章常见故障诊断 (9)第一节故障信息查阅 (9)第二节常见故障诊断 (11)一、故障代码简介 (11)二、基本单元故障信息说明 (11)第三节故障诊断方法 (11)Simadyn D主传动循环变流器控制系统,是轧钢企业中广泛采用的电力拖动系统,鲅鱼圈钢铁分公司的热轧和厚板的主传动系统均采用了标准Simadyn D控制。
其主要作用为:辅助一级AGC压下系统使原料按照要求产生塑性形变,以快速稳定的速度和力矩输出实现传动的双闭环控制。
第一章SIMADYN D 主传动循环变流器控制系统原理SIMADYN D主传动循环变流器控制具有下列的控制功能:用于转子定位检测用的TRANSVERTOR®控制,DC-磁通量调整控制,COSφ控制,弱磁控制;基速以上在恒功率范围内的对电压进行控制,具有自动增益调节功能以及为保证自动平稳地从基速过渡到高速而对附属的磁通量进行控制。
设定值参照一定比例的电源电压。
变频保护(过流保护)在硬件和逻辑软件中完成急停功能。
电机会在一个受控的电流极限值基础上反向触发可控硅桥实现停车。
八钢中厚板过程控制系统作者:兰俊清来源:《科技视界》 2013年第23期兰俊清(宝钢集团八钢公司,新疆乌鲁木齐 830022)【摘要】针对八钢4200mm/3500mm中厚板轧机,由宝信开发的二级计算机控制系统。
在这套计算机过程控制系统中包括了数据通讯、过程跟踪、模型计算、相关的实时数据采集和统计处理、生产实绩收集、处理等主要功能。
【关键词】中厚板轧机;计算机过程控制;数据通讯;模型计算;过程跟踪0引言将计算机应用到轧制过程,并以其为核心,由它按预定的程序来处理和加工与过程有关的信息,对过程进行有效的监督、控制和管理,所有这些就叫做计算机轧制过程控制。
为了使轧制过程稳定,并生产出厚度在公差范围内且有良好的板形和表面质量的产品,必须根据具体的轧制条件正确的调整辊缝和速度,以及对过程进行实时的调节。
产品的质量、产量等直接与控制系统的稳定性和计算的准确性有着密切的关系,因此采用计算机进行工艺的过程控制一直是人们关心的重要研究课题。
八钢中厚板生产线采用分布式控制系统,按功能层次可以分一下四个等级,如图1所示。
1硬件配置L2过程机系统由一台轧线计算机(惠普服务器)、精整线计算机(惠普服务器),每台计算机都有备用计算机。
系统采用冷备方案,备用机兼做开发机。
2 系统软件分层说明最底层:WINDOWS 2003 Server操作系统,构成系统软件的基础。
第二层:ORACLE数据库,专门用于过程数据的存储;SOCKET通讯:采用了当今比较流行的双紧凑的、面向连接协议的Client/Server方案。
第三层:为宝信中间软件iPlature以及XCOM-PCS,iPlature主要功能有画面、报表、通讯、ALARM管理系统等组成,为应用软件提供强有力的支撑。
XCOM-PCS 目前主要完成了采用Tcp/ip通信的电文的处理。
第四层:公用子程序及应用软件。
直接进行iPlature调用。
3 L2在整个系统中的位置L2系统不但接收生产管理系统MES下发的计划(即图中的原始数据PDI)同时也向生产管理系统MES发送各环节的生产实绩。
浅谈SIMADYN D控制系统在八钢中厚板主传动中的应用摘要对八钢4200mm中厚板机组控制系统的介绍,详细介绍了主回路、励磁回路的基本情况,系统的主要功能及所达到的技术指标,本文重点给出了simadyn d控制系统的性能,硬件的配置及硬件说明、软件构成及软件编制。
关键词 24v 相整流主回路励磁回路 simadyn d控制系统八钢中厚板厂4200中厚板轧机主传动电动机为7000kw交交变频同步电机,额定电压1650v,额定电流2548a,频率6.67hz~16hz,速度50r∕min~120r∕min。
采用双电机上下辊单独传动,交交变频功率装置为三相无环流可逆式晶闸管变流器,控制系统采用西门子公司的simadyn d全数字64位处理器构成的矢量控制交交变频调速系统,此系统具有控制精度高、响应快、可靠性强且易于维护的优良品质。
1 simadyn d控制系统
西门子公司simadyn d系统采用unix操作系统,安装西门子公司开发的struc g图形化编程软件。
该系统采用图形化自由编程、模块化自由配置、多处理器并行工作的实时处理通用数字控制系统,适用于高技术性能要求的大功率闭环电气传动控制,满足各种复杂的和精确的控制要求,例如在高精度要求的轧机主传动大功率交、直流传动、大功率卷取机传动、高压直流输电系统、电网动态无功功率补偿系统等领域有广泛应用。
2 产品种类齐全、可扩展性强
simadyn d控制系统拥有丰富的硬件模块。
机架有6槽、12槽、24槽三种,同时还有各种各样的i/o模块和接口模块,用户可以根据自己的实际情况任意选用不同的机架、电源、处理器、i/o模块和接口模块,从而构成满足各种要求的控制系统。
同时该系统还可以通过dp网、工业以太网与 siemens 的plc和其他自动化公司的产品联用。
2.1数字控制系统硬件配置
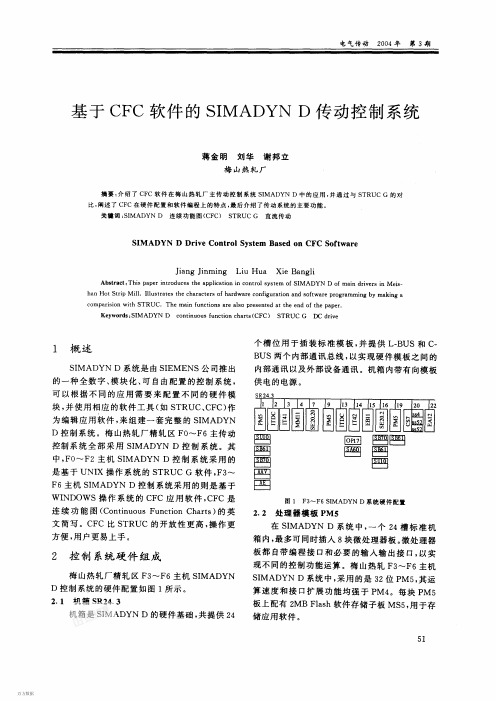
simadyn d数字控制系统的硬件有多种机箱、处理器模板、通信缓冲模板、接口模板、外部通信模板、i/o子模板等供选用。
i/o
子模板主要用于直接连接模拟量信号和开关量i/o信号,以及编码器信号等。
2.2处理器主要任务分配
第1个处理器p1主要完成系统起停的速度逻辑控制、速度调节和工艺控制等任务,速度调节主要包括速度的比例积分调节、给定加速度控制、扭振滤波、负荷观测器等,工艺控制主要包括上、下辊速度分配,负荷平衡等任务。
第2个处理器p2主要完成矢量控制、磁通控通矢量的磁通定向控制、励磁电流给定计算、磁通闭环控制、三相交流电流给定计算、电压前馈控制以及矢量闭环的逻辑控制等。
第3个处理器p3为三相变流器控制专用处理器,主要完成三相交流电流控制,包括交流电流调节、电压前馈调节、断续补偿、换向逻辑控制、触发脉冲控制等。
第4个处理器p4完成励磁电流控制、故障综合处理、主回路合分闸逻辑控制、操作面板op控制、通讯等任务。
2.3数字控制系统的通讯
simadyn d主机箱通过profibus_dp通讯接口连接2套西门子公司et200远程i/o站,分别采集电动机、变压器和高压开关等其它外部设备数据,并且完成系统逻辑联锁,其中包括系统内、外控操作、励磁开关联锁、高压开关操作联锁、主开关联锁及故障报警等。
操作面板op2n在本系统内主要完成系统调试、显示运行参数及主要开关状态、显示系统故障及进行故障复位等功能。
simadyn d 数字控制器通过profibus_dp网与上一级自动化系统tdc间进行数据交换。
两个i/o模块(一个it41、一个it42:it是与pm5直接通讯的快速 i/o板,有ai、ao、di、do及脉冲输入等接口,主要用于采集电动码盘(脉冲计数器),辊缝(16位模入),压力(16
位模入),及四辊主传动控制系统电压、电流、转速、力矩(12位模入)等信息。
3 雪橇控制和负荷平衡
为了防止钢板扎进辊道缝里的情况发生,一般中板轧制要求在上、下辊咬钢的过程中,钢板头部呈一定的上翘特性,即雪橇控制;在轧制过程中要求上、下辊线速度一致,负荷一致,即负荷平衡。
钢板头尾部弯曲变形的产生机理复杂,涉及到多个相互关联的影响因素,其中最重要的电气参数就是主传动系统的动态特性和上、下辊转速差。
4200mm中板生产线的轧机主传动电动机采用双电机上、下辊单辊传动的双传动系统,要实现雪橇控制和负荷平衡,上、下辊电机转速的控制成为关键。
然而,雪橇控制和负荷平衡存在着矛盾,两个控制功能不能同时投入。
雪橇控制过程要求在上、下辊咬钢的瞬间,下辊的负荷大于上辊负荷;但在轧制过程中上、下辊要保持负荷一致,所以雪橇控制在咬钢的过程中形成,雪橇形成后,使上辊和下棍线速度给定相同,负荷平衡控制在随后投入。
如果咬钢时下辊负荷过大,使电机处于堵转状态,钢板头部雪橇就无法形成。
负荷平衡功能主要是平衡上、下辊之间的定子力矩。
当上、下辊之间的定子力矩电流差值超过所设定的门坎值时,负荷平衡调节器输出直接作用到上、下辊转速给定,通过微调上、下辊的速度给定值,使得其差值在允许的范围之内。
轧制过程中,负荷平衡调节器调节量不能过大。
如果调节量太大,可能导致打滑,且动态波动较大,引起电机电流剧烈变化,从而影响系统的稳定性。
在实际生产中投入了雪橇控制和负荷平衡控制功能,效果明显,钢板扣头现象基本得到解决,轧制节奏加快,提高了钢板的成材率,并且有效地保护机械设备。
4 结语
轧制过程中投入雪橇轧制和负荷平衡控制以后,效果良好,可以满足根据不同规格和钢种的需要,随时修改雪橇量,具有使用方便,性能稳定,精度高的特点。
自正式生产以来,整套系统工作稳定,性能良好。