浅析八钢8mm中厚板板形控制措施
- 格式:pdf
- 大小:228.77 KB
- 文档页数:3
中厚板控冷过程的板形问题分析与控制周 娜,薛军安,吴 迪,张殿华( 东北大学轧制技术及连轧自动化国家重点实验室 沈阳110004 )摘 要:分析了控冷过程由于温度不均匀造成的热应力的变化产生的板形缺陷问题;研究了冷却过程中为保持板形良好在厚度、宽度及长度上的温度控制方法。
关键词:中厚板 控冷 板形缺陷Shape Analyzes and Control of Plate in Control coolingZhou Na, Xue Jun-an, Wu Di, Zhang Dian-hua(The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110004 )Abstract: This paper analyzed the shape defects of the plate in the process of cooling because of the thermal-stress caused by the uneven cooling and studied the methods for longitudinally and transversely control on the plate shape.Keywords: plate; control cooling; shape defect1 前言中厚板生产中,为了对产品组织性能进行控制,一般都采用控轧控冷的方法[1]。
采用控制冷却技术的主要目的是:改善钢板组织、提高钢板的力学性能;保证同一块钢板的力学性能均匀,同一批、同钢种的钢板力学性能波动小;控冷过程中保持钢板板形平直。
不合理的冷却制度会造成钢板沿纵向、横向和厚度方向的冷却不均匀,引起复杂的热应力变化,容易造成板形缺陷问题[2]。
2 板形缺陷分析2.1 控冷设备介绍某厂中厚板轧后控制冷却装置(图1)由上下集管、侧喷装置、前后吹扫等基本设备组成。
浅谈中厚板生产过程的质量控制摘要:中厚板在建筑领域具有非常重要的作用,国家和社会对于中厚板的质量要求也实现了明显的提升。
由此可见,中厚板的质量控制和检验有着非常重要的意义。
只有做好中厚板生产过程中每个环节的控制,才能够达到良好的生产效果。
因此我们应对中厚板生产过程中的质量控制方法进行探索基于此,本文章对中厚板生产过程的质量控制进行探讨,以供相关从业人员参考。
关键词:中厚板;生产过程;质量控制引言中厚板产品广泛应用于船舶、机械制造等领域,具有广阔的市场前景,在制造业快速发展的当下,其市场需求量是比较可观的。
中厚板生产具有规格多、批量小的特点,因此对于坯料的质量特别是外观尺寸质量的要求非常严格。
如果中厚板坯料尺寸设计不合理,与客户要求相差较大,这样不仅会增加坯料的切割损失或是造成钢板尺寸改判,而且还影响生产效率,降低与客户合同的兑现率。
这对于企业来说无疑会带来比较大的经济损失以及客户的流失。
一、中厚板技术的主要特点(一)TMCP技术目前我国所采用的中厚板先进生产技术,包括TMCP技术,是适应高强度、低合金技术发展所做出的基本技术。
早期的钢度低合金钢都是依靠添加合金元素来保证强度的,很难对焊接性能、成型性能及抗碎性、抗裂性做出分析。
如今的细化铁素体精粒组织材料能够生产出相同强度的钢材,也在焊接性能方面大大提高,也广泛用于造船、锅炉容器,建筑钢结构体系之内。
(二)厚度自动化控制系统AGC是轧机的控制系统,是控制面板厚度的方法,包括相对AGC和绝对AGC的操作模式。
相对AGC提高了钢板的控制精度,但基于钢板轧制力的预测精度和钢板在头部位置的厚度剧烈波动,“相对AGC”只能控制一个板的厚度差异,不能很好地控制不同板的厚度差异。
在绝对AGC模式下,以象素厚度为参考值,输出厚度与象素厚度相比较,改变滚切值,使输出厚度接近象素厚度。
这种厚度控制策略控制精度高,能同时控制同板偏差和不同板异常,弥补了相对AGC的不足。
中厚板精整剪切是钢板加工的一个重要工艺,它是将原材料切割成特定尺寸的重要工序之一。
在这个工艺过程中,如果剪切质量不佳,会影响整个生产流程的效率和产品质量,因此对于如何控制中厚板精整剪切的质量至关重要。
以下是一些控制中厚板精整剪切质量的方法和改进措施。
1.加强设备维护:保持设备的良好状态对于控制中厚板精整剪切质量非常重要。
因此,我们需要加强设备维护工作,定期检查设备的各项指标是否正常,及时更换损坏的部件,确保设备能够正常运行。
2.增强操作员技能:操作员的技能对中厚板精整剪切质量的控制也非常重要。
我们需要加强操作员的培训,让他们了解和掌握中厚板精整剪切的基本知识和技能,增强他们的操作技能和质量意识。
3.优化剪切参数:剪切参数的优化也是控制中厚板精整剪切质量的一个关键环
节。
我们需要通过不断的实践和研究,找到合适的剪切参数,以达到更好的剪切效果和质量。
4.引进先进技术:在中厚板精整剪切质量控制中,引进先进的剪切技术和设备
也是一个重要的方法。
通过引进先进技术和设备,我们能够更好地控制中厚板精整剪切的质量,并提高生产效率和产品质量。
5.建立质量监控体系:建立完善的质量监控体系,对中厚板精整剪切的质量进
行监控和管理,及时发现和纠正问题,对于提高生产效率和产品质量也有很大帮助。
综上所述,通过加强设备维护,增强操作员技能,优化剪切参数,引进先进技术和设备,以及建立完善的质量监控体系等措施,可以有效地控制中厚板精整剪切的质量,提高生产效率和产品质量,同时还能提高企业的竞争力和市场占有率。
中厚板板形缺陷分析及控制措施佟程志;李仕力;苏安龙【摘要】分析了中厚板出现的横向同板差异大、边浪、中间浪等板型缺陷,通过设计轧辊辊形、分段冷却轧辊、优化轧制规程等措施,有效控制了中厚板板型缺陷,保证了钢板板形,提高了成材率.【期刊名称】《天津冶金》【年(卷),期】2016(000)0z1【总页数】3页(P27-29)【关键词】中厚板;板形;缺陷;控制【作者】佟程志;李仕力;苏安龙【作者单位】天津钢铁集团有限公司,天津300301;天津钢铁集团有限公司,天津300301;天津钢铁集团有限公司,天津300301【正文语种】中文板形控制是衡量中厚板生产水平的一个重要指标,良好的板形控制可以提高钢板合格率以及成材率[1]。
在现今严峻的钢铁市场形势下,提高钢板板形控制水平,减少钢板板形缺陷,是降低企业生产成本,提高企业竞争力的重要手段。
中厚板板形包括钢板断面形状和平直度两项指标,断面形状由凸度、楔形度、边部减薄等参数表示,其中凸度是最主要的参数;平直度是指钢板横向各部位是否产生波浪和瓢曲。
中厚板板形缺陷一直是困扰中厚板生产的难题,早期采用烫辊、原始辊形等办法,但收效甚微;之后,采用增加轧机的刚度、完善辊系、配置弯辊装置以及立辊轧机等办法,取得较好的效果;进而开发出AGC计算机控制、MAS法、BDR法、HCW轧机、PC轧机、VC辊、CVC轧机等先进的板形控制技术,使得中厚板的板形控制提高到全新的水平[2]。
我公司炼轧厂中厚板工序采用3 500mm双机架四辊可逆式轧机,由于建厂较早,作为常规中厚板生产线,并未安装弯辊系统,因此板形控制难度2.1 钢板的横向同板差钢板凸度是描述钢板断面形状的重要指标,是指钢板宽度中心处的厚度与刨去边部减薄部分的钢板边部厚度的差值,即我们常说的横向同板差。
精准的中厚板轧制厚度控制有利于钢板成材率的提高,而如果钢板横向同板差过大,则钢板的厚度控制变得毫无意义,造成钢铁料的消耗,不利于成材率的提高。
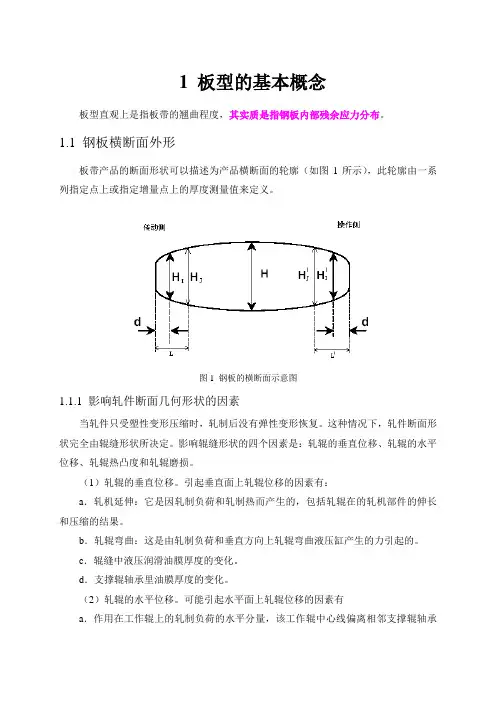
1 板型的基本概念板型直观上是指板带的翘曲程度,其实质是指钢板内部残余应力分布。
1.1 钢板横断面外形板带产品的断面形状可以描述为产品横断面的轮廓(如图1所示),此轮廓由一系列指定点上或指定增量点上的厚度测量值来定义。
图1 钢板的横断面示意图1.1.1 影响轧件断面几何形状的因素当轧件只受塑性变形压缩时,轧制后没有弹性变形恢复。
这种情况下,轧件断面形状完全由辊缝形状所决定。
影响辊缝形状的四个因素是:轧辊的垂直位移、轧辊的水平位移、轧辊热凸度和轧辊磨损。
(1)轧辊的垂直位移。
引起垂直面上轧辊位移的因素有:a.轧机延伸:它是因轧制负荷和轧制热而产生的,包括轧辊在的轧机部件的伸长和压缩的结果。
b.轧辊弯曲:这是由轧制负荷和垂直方向上轧辊弯曲液压缸产生的力引起的。
c.辊缝中液压润滑油膜厚度的变化。
d.支撑辊轴承里油膜厚度的变化。
(2)轧辊的水平位移。
可能引起水平面上轧辊位移的因素有a.作用在工作辊上的轧制负荷的水平分量,该工作辊中心线偏离相邻支撑辊轴承中心线。
b .由水平面上轧辊弯曲机构所产生的力引起的轧辊弯曲。
c .由轧件变形区的入口侧和出口侧不相等的带钢张力引起的轧辊位移和弯曲。
(3)轧辊热凸度:轧辊热凸度定义为轧制期间由于轧辊受热和冷却造成的轧辊直径的增量,某些情况下,轧辊热凸度是通过预热轧辊有意施加的。
(4)轧辊磨损:轧辊磨损指由于研磨、腐蚀、及粘着磨损而造成的逐渐损伤。
1.1.2 断面形状要素的定义平板的断面形状通常描述为:中心厚度、边部厚度、水平度、楔形、凸度、边部减薄等。
(1)中心厚度H :中心厚度H 是指轧件中心线处的厚度。
(2)边部厚度H I 、H J :边部厚度是指距边部一定距离的测量值,这个距离d 一般为9.5~19mm ,L 一般为50~75mm 。
传动侧为J I H H 、。
操作侧为J 'I 'H H 、。
(3)倾斜量i H δ:它由传动侧和操作侧的厚度差来决定:'I I i H H H -=δ(4)楔形:传动侧和操作侧的楔形分别为:传动侧楔形:'I I H H H >>操作侧楔形:I I H H H >>'(5)凸度:凸度定义为中心厚度H 和指定的边部厚度之差。
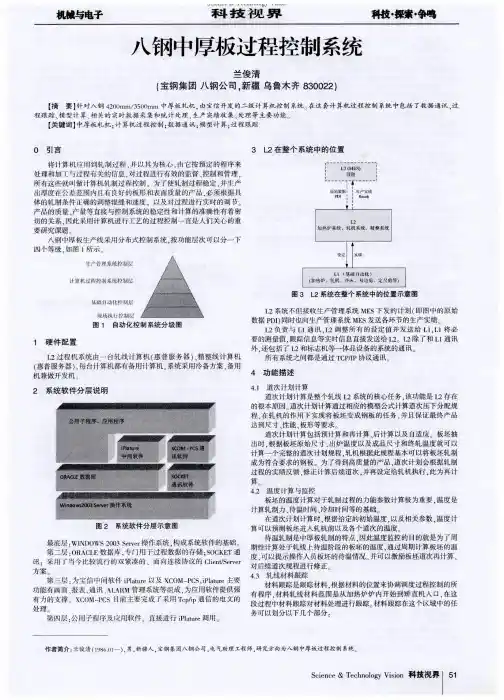
八钢中厚板过程控制系统作者:兰俊清来源:《科技视界》 2013年第23期兰俊清(宝钢集团八钢公司,新疆乌鲁木齐 830022)【摘要】针对八钢4200mm/3500mm中厚板轧机,由宝信开发的二级计算机控制系统。
在这套计算机过程控制系统中包括了数据通讯、过程跟踪、模型计算、相关的实时数据采集和统计处理、生产实绩收集、处理等主要功能。
【关键词】中厚板轧机;计算机过程控制;数据通讯;模型计算;过程跟踪0引言将计算机应用到轧制过程,并以其为核心,由它按预定的程序来处理和加工与过程有关的信息,对过程进行有效的监督、控制和管理,所有这些就叫做计算机轧制过程控制。
为了使轧制过程稳定,并生产出厚度在公差范围内且有良好的板形和表面质量的产品,必须根据具体的轧制条件正确的调整辊缝和速度,以及对过程进行实时的调节。
产品的质量、产量等直接与控制系统的稳定性和计算的准确性有着密切的关系,因此采用计算机进行工艺的过程控制一直是人们关心的重要研究课题。
八钢中厚板生产线采用分布式控制系统,按功能层次可以分一下四个等级,如图1所示。
1硬件配置L2过程机系统由一台轧线计算机(惠普服务器)、精整线计算机(惠普服务器),每台计算机都有备用计算机。
系统采用冷备方案,备用机兼做开发机。
2 系统软件分层说明最底层:WINDOWS 2003 Server操作系统,构成系统软件的基础。
第二层:ORACLE数据库,专门用于过程数据的存储;SOCKET通讯:采用了当今比较流行的双紧凑的、面向连接协议的Client/Server方案。
第三层:为宝信中间软件iPlature以及XCOM-PCS,iPlature主要功能有画面、报表、通讯、ALARM管理系统等组成,为应用软件提供强有力的支撑。
XCOM-PCS 目前主要完成了采用Tcp/ip通信的电文的处理。
第四层:公用子程序及应用软件。
直接进行iPlature调用。
3 L2在整个系统中的位置L2系统不但接收生产管理系统MES下发的计划(即图中的原始数据PDI)同时也向生产管理系统MES发送各环节的生产实绩。
浅析八钢8mm中厚板板形控制措施
杨雄;马占福;刘奉家;陈晓山
【期刊名称】《新疆钢铁》
【年(卷),期】2013(000)002
【摘要】介绍了八钢中厚板4300/3500轧机生产8mm厚度钢板的生产过程,分析了轧制过程对钢板板形的影响.在坯料厚度、轧机精度不能进一步优化的情况下,对轧辊选择、道次分配、终轧温度等轧制参数进行了优化,8mm钢板已经具备批量生产的能力.
【总页数】3页(P7-9)
【作者】杨雄;马占福;刘奉家;陈晓山
【作者单位】新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司;宝钢集团八钢公司制造管理部;新疆八一钢铁股份有限公司
【正文语种】中文
【中图分类】TG335.5
【相关文献】
1.中厚板板形缺陷分析及控制措施 [J], 佟程志;李仕力;苏安龙
2.八钢1420冷轧板形缺陷分析及控制方法 [J], 赵爱伟;王东;王海燕
3.八钢中厚板机组轧制3100mm宽幅桥梁钢生产实践 [J], 朱豪;赵虎;孔鹏;闫梦江
4.视觉检测技术在八钢中厚板生产线中的运用 [J], 张西周;苗劲蓬;李硕怡
5.中厚板板形镰刀弯影响因素与控制措施 [J], 吴结文;徐益平;牛继龙
因版权原因,仅展示原文概要,查看原文内容请购买。
中厚板热处理变形的影响因素和控制策略研究摘要:中厚板通常应用在性能要求较高的地方,而热处理工艺是确保中厚板高性能的重要技术手段。
由厚板制成的机械设备经过热处理,提高了耐磨性,延长了使用寿命。
然而,中厚板在热处理过程中容易发生变形,严重变形会直接导致材料开裂,影响材料质量。
在此基础上,文章分析了影响中厚板热处理变形的因素以及作为参考的控制策略。
关键词:中厚板;热处理变形;影响因素;控制策略1中厚板热处理技术概述1.1正火处理所谓的正火处理也可以称为常化处理。
板材的强度通常较高,但在使用过程中韧性较差。
它必须标准化,然后在空气中冷却,在空气中产生细颗粒;板材的标准最终处理提高了板材的性能,以满足使用要求。
标准热处理既可以看作是预备热处理,也可以看作是最终热处理。
对于主要是机械零件的结构钢,标准处理通常是一种预备热处理,主要是为进一步切割和最终热处理准备钢的内部组织和性能。
对于有钢低碳和低、标准化是最终热处理合金有钢是该方案能够满足特定钢的内部结构,使车内所需的机械性能和技术。
在钢板归一化过程中,A:标准化治疗,在一定程度上提高了合金钢板热轧过程的性能和低碳,但遭受某种损失钢板的强度,特别是在这个过程板,以确保可以实现有特殊需求,在火、普通钢组件应该徽章11949:1995有效,通过添加碳、锰等固态可溶性元素,可以有效地提高高富集程度的屏蔽,在此过程中应酌情考虑碳含量。
热轧板的拉伸性能或冲击能,尽管有一定的损失,可以通过标准化来改善这两个指标。
1.2高温处理高温处理板块,还可以冷静处理,通过高温处理板块可消除残余应力钢单内,与标准化治疗相比,在高温处理板块温度必须控制在一定的限度,上层温度是控制的准确性。
1.3调质处理中厚板的调质处理属于淬火和回火的有效组合。
中厚板的淬火和回火处理需要专门应用与热处理有关的设备,主要是热处理炉、低温回火炉和冷却机。
在加工过程中马氏体组织形成后,中厚板在低温下淬火。
这个过程属于淬火和回火处理。
中厚板轧机的板形控制(壹佰钢铁网推荐)板形控制对于提高板带材质量意义重大,是板带压力加工的核心控制技术之一。
近年来,随着先进的板形控制技术不断涌现并日臻完善,促进了板带钢生产装备的进步和产业升级,生产效率和效益大幅提升。
然而,普通中厚板轧机一般为可逆式四辊轧机,常采用单机架或双机架结构布置,有些只具有简单的弯辊装置。
由于设备或工艺的原因,板形控制能力不强,制约了板材质量和成材率的提高。
所以,普通中厚板轧机的板形控制仍然是一个重要课题。
在轧制计划已知的条件下,中厚板轧机板形与板凸度控制手段主要有工作辊弯辊、压下负荷分配以及工作辊和支撑辊的初始辊型。
1. 工作辊弯辊技术。
液压弯辊技术是目前中厚板生产中常用的板形控制技术,其基本原理是通过对工作辊或支撑辊辊颈施加适当的弯辊力来瞬时地改变轧辊的有效凸度,从而改变承载辊缝形状和轧后钢板的延伸率沿横向的分布。
工作辊弯辊直接对辊缝形状产生影响,从而改变轧件的出口板凸度。
由于前面道次轧件较厚,凸度遗传效应小,而对板形和板凸度起决定性影响的轧制道次主要是后 3~4 道次,所以不必对一块钢坯所有轧制全部道次都采用弯辊进行板形控制,只需要在后几个关键道次采用弯辊进行板形和板凸度控制即可满足精度要求。
因此,前面道次不采用弯辊,尽量采取大压下量来发挥轧机的能力;最后三或四个道次采用弯辊控制。
2. 压下负荷分配。
在中厚板轧制时,压下负荷分配是板形与板凸度控制的重要手段。
压下负荷分配是通过调整各个道次的压下量使其轧制力改变,从而使承载辊缝形状发生改变,轧件的出口凸度也随之发生改变。
压下负荷分配可以根据生产中在线的板形情况进行适时调整,响应速度快,操作性和适应性较强。
不同的轧制阶段、不同的辊型、不同的轧件材质和不同的轧制温度等所对应的压下规程分配方法不同,所以应该根据实际情况进行动态的轧制负荷分配。
3. 工作辊和支撑辊的初始辊型。
轧辊辊型是影响板凸度的重要因素,所以,改善板形与控制板凸度常见的方法是进行工作辊辊型的合理设计。
4板形控制4.1 板形的基本概念板形是指成品带钢断面形状和平直度两项指标,通常说的板形控制的实质是对承载辊缝的控制,断面形状和平直度是两项独立存在的指标,但相互存在着密切关系。
板形可以分为视在板形和潜在板形两类。
所谓的视在板形是指在轧后状态下即可用肉眼辨别的板形;潜在板形是指在轧制后不能立即发现,而是在后部加工时才会暴露。
例如在有时从轧机出来的板子看起来并无浪瓢,但一经纵剪后,即出现旁弯和浪皱,于是便称这种轧后板材具有潜在板形缺陷。
图4-1给出了断面厚度分布的实例,轧出的板材断面呈鼓肚形,有时带楔形后者其他的不规则形状。
这种断面厚度差主要来自不均匀的工作辊缝。
如果不考虑轧件在脱离轧辊后所产生的弹性回复,则可认为实际的板材断面后度差即等于工作辊缝在板宽范围内的开口厚度。
从用户的角度看,最好是断面厚度等于零。
但是这在目前的技术条件下还不可能达到。
在以无张力轧制为其特征的中厚板热轧过程中,为保证轧件运动的稳定性,从而确保轧制操作稳定可靠,尚要求工作辊缝(因而也就是所轧出的成品断面)稍带鼓形。
断面形状实际上是厚度在板宽方向(设为x坐标)的分布规律可用一项多项式加以逼近。
h(x)=he+ax+bx2+cx3+dx4式中he——带钢边部厚度,但由于边部减薄(由轧辊压扁变形在板宽处存在着过渡区而造成的),一般取离实际带边40mm处的厚度为he。
其中一次项实际为楔形的反映,二次抛物线对称断面形状,对于宽而薄的板带亦可能存在三次和四次项,边部减薄一般可用正弦和余弦函数表示。
在实际控制中,为了简单,往往以其特征量——凸度为控制对象。
出口断面凸度式中He ——板带(宽度方向)中心的出口厚度。
δ=Hc-He为了确切表述断面形状,可以采用相对凸度CR=δ/h作为特征量考虑到测厚仪所测的实际厚度为he或hc,也可以用。
δ/he或δ/hc(见图4-2)平直度是指浪形、瓢曲或旁弯有无及存在的程度。
平直度和带钢在每个机架入口与出口的相对凸度是否匹配有关(见图4-3)。
中厚板质量控制与检验刺及尺寸偏差不合格等;二次开坯有裂纹、折叠、身子及结疤等。
2)加热工序容易出现有过热、过烧、脱碳、划伤及氧化铁皮过厚等。
3)除鳞主要是一次铁皮未除尽,压入后产生凹坑、大片面积形成为麻点。
4)轧制工序形成的缺陷包括尺寸偏差不合格、镰刀弯、瓢曲、波浪度、不平直、麻点、残余应力、组织缺陷及表面缺陷等。
5)快冷过程中出现瓢曲、波浪度、不平直、组织与力学性能不均匀或不合格,及残余应力等。
6)热矫缺陷有压痕及不平直等。
7)冷却有时会划伤及平直度不高等。
8)剪切有剪弯、塌边、毛边、剪裂、凸肩、尺寸不合与偏差过大,错牙及板形不正等。
9)火焰切割一般只出现切不齐与尺寸偏差超差等缺陷。
10)抛丸涂漆工序有时会产生漆层划伤、铁皮不除尽等。
11)热处理容易板面划伤、斑马纹、性能不合格及不平直等。
12)超声波探伤出内部缺陷、板面有严重毛病也可查出。
13)冷矫直会出现不平直、划伤及压痕等。
14)标记会出现不规范,数字不清及贴标脱落等。
15)吊运有板边损伤、吊后板弯等。
16)堆存发货时易引起梁板擦伤、垫块距离过大压弯钢板等。
虽然各道工序都很容易造成许多不同程度的质量问题,但已积累有一系列有效的控制办法。
如检查项目中板厚、板宽、板长等测定值是否在基准值内,用定量判定多数已自动化了。
用射线测厚仪来测定板厚和用剪切机确定板宽位置来测出板宽都已自动化,板宽分组每次变更只测定最初钢板即可,也可用光学方式自动测出板宽;板长用测量辊方式测长度早已自动化;板面缺陷也有光学检测仪可找到上下板面的各种毛病,还有用反光镜不用翻板就能看到下表面的缺陷,大多数情况自然设置翻板机检查下表面质量,发现缺陷时立即把它清除掉,但需用工人来协助。
还有分层与夹杂物密集等内部缺陷都采用在线或离线的自动超声波探伤仪检查,这项工作的自动化程度已很高。
另外,力学性能质量方面,关于机械试验的试样粗加工以至实际试验操作、试验结果测定等一系列过程均已自动化,使检查操作极为合理。
8中厚板平面形状控制8.1中厚板平面形状控制概述8.1.1 中厚板轧制平面形状变化特点由于中厚板生产坯料尺寸范围小而产品尺寸范围大,因此典型的中厚板轧制过程一般都包括成形轧制、展宽轧制和精轧三个阶段,如图8-1所示。
(1)成形轧制阶段:成形轧制也称整形轧制,即沿板坯长度方向(纵向)轧制1~4道次。
目的是消除板坯表面的凹凸不平和由于剪切引起的端部压扁,改善坯料表面条件,使板坯厚度均匀,提高展宽精度,减少展宽轧制时板坯边部桶形的产生。
(2)展宽轧制阶段:板坯经成形轧制后,一般都需要转钢90°进行展宽轧制。
一是使板坯宽度达到钢板毛宽;二是使板坯在纵、横两个方向性能均匀,改善各向异性。
展宽前后轧件宽度之比,称为展宽比,随展宽比不同,一般进行4—8道次展宽轧制。
(3)精轧阶段:精轧是在展宽轧制后,再将板坯转90°,沿板坯原长度方向进行伸长轧制,直至满足成品钢板的厚度、板形和性能要求。
传统平板轧制理论以平面应变条件为基础,认为在宽厚比较大的变形过程中,不发生横向变形。
但在中厚板变形过程中板坯沿轧制方向延伸的同时,宽度方向也发生宽展,这时已不是平面应变条件,而是三维塑性变形条件。
此时,板坯头尾端由于缺少外端的牵制,宽展更加明显,不均匀塑性变形严重。
在板坯厚度较厚的成形和展宽轧制阶段,这种不筠匀变形尤为明显。
成形和展宽轧制后板坯平面形状如图8-2所示。
由图8-2可以看出,成形和展宽轧制后板坯的平面形状已不再是矩形。
图8-2中C1和C3部分的凹形是由于在板坯头尾端发生局部宽展造成的;而C2和C4部分的凸形是因为成形轧制时板坯宽度方向的边部比宽度中部的宽展大,转钢进行展宽轧制时,产生延伸差,并与C1和C3部分的局部展宽累加而成。
中厚板生产一般要进行三阶段轧制,因此轧制终了时钢板的平面形状是由整个轧制过程中平面形状的变化量叠加而成的,并且受板坯尺寸、成品尺寸及横向轧制比(成品宽/板坯宽,即展宽比)、长度方向轧制比(成品长/板坯长,即伸长率)、压下率和变形区接触弧长等因素的影响。
中厚板板型控制工艺浅析陈强发布时间:2021-09-11T12:52:13.900Z 来源:《中国科技信息》2021年10月上28期作者:陈强[导读] 目前,为了适应不断变化的形势要求,已经形成了中厚板板型控制技术,利用板型控制技术是提高产品性能和质量的重要目标。
宝武集团新疆八一钢铁股份有限公司轧钢厂中厚板分厂陈强摘要:目前,为了适应不断变化的形势要求,已经形成了中厚板板型控制技术,利用板型控制技术是提高产品性能和质量的重要目标。
本文主要介绍了新形势下的板型控制技术,希望本研究对板型控制技术的发展具有一定的参考价值。
关键词:新形势;中厚板;板型控制;工艺分析目前,我国正处于快速发展阶段。
在国家的大力支持和经济的迅速发展下,人们对生活的各个方面提出了越来越多的要求;在新形势的影响下,人们对中厚板质量和产量的期望越来越高,我国板型控制发展迅速,形成了许多板型控制过程。
在不同工艺竞争的背景下,如何有效提高我国中厚板相关产品的质量和效率已成为当今许多制造工艺的主要任务。
为了有效控制中厚板相关技术成品的寿命,有必要改变中厚板的分布条件,根据制造原则,测量方向的板加工不仅大大提高了产品质量,而且提高了产品效率,这也是提高中厚板质量的目标。
在新形势下,为了确保其竞争力和市场份额,提高板型控制的应用水平,从国外先进国家进口,我国滚动技术与连轧自动化关键实验室的设计得到了极大的便利,并对板型控制进行了有效控制,最重要的是提高中厚板的产量和质量一、板型控制工艺研究研究发现在中厚板生产中,中厚板轧制机起着重要作用,在中厚板性能基准成型中,中厚板轧制力是主要测量因素,中厚板刚度为轧机工作提供了条件,调查结果表明,生产中板的轧机有许多轧型号。
中板的轧机类别可分为二辊、四辊、复合和万能式。
计算机系统控制有两段控制范围,用于确保从生产托管箱到炼制冷却门过程的安全性,一个从高压水区提取刻度盒到高压水脱区到最后一个轧区控制。
其次,托管箱到炼制冷却门。
中厚板控制冷却的板形控制与实践摘要:对控冷过程中,中厚板控制冷却原理分析,研究横向、纵向的板形控制方法,并阐述某轧板厂实际运用板形控制技术的情况。
关键词:中厚板;控制冷却;板形控轧控冷是现代轧钢过程中的两个重要环节,能有效改善钢板的强度和塑性等。
本文采用控制冷却技术的主要目的是改善钢板组织,提高钢板的力学性能 ;并要保证在同一块钢板上力学性能均匀 ,生产的同一批、同钢种的钢板力学性能波动小;同时 ,还要在控冷过程中保持钢板的板形平直。
为了满足控制冷却工艺的要求 ,需要在控制冷却机械设备设计、自动控制中考虑以下几个方面。
组织和性能控制。
保证冷却装置能提供足够的冷却能力和终冷温度的精确控制 ;平直度控制。
在冷却过程中做到钢板横向温度均匀、厚度方向温度对称,使钢板冷却之后的板形平直;性能均匀性控制。
做到钢板纵横向温度均匀、终冷温度控制精确 ,使钢板性能均匀一致。
一、控制冷却原理控制冷却的重要目的之一是在不降低钢板的韧性的前提下通过控制冷却能够进一步提高钢板的强度。
它能防止奥氏体晶粒长大,阻止减少网状碳化物的析出量和降低级别,保持其碳化物固溶状态,达到固溶强化的目的,同时减少珠光体球团尺寸,改善珠光体形貌和片层间距,从而改善钢板的性能。
以上控冷技术运用到中厚板厂并配合控制轧制进行。
根据轧制实际情况,采取轧制过程中和轧后控温的方式,实现控冷工艺。
在此主要研究轧后快速冷却,通过控制冷却温度和冷却速度,以及整个板面冷却的均匀性,保证钢板的性能和板形。
二、控制冷却中厚板板型控制方法1.横向温度均匀性控制。
控制钢板横向温度均匀性,目前采用最多的方法是:采用冷却器边部遮蔽技术;设计钢板上下表面冷却器合理的流量分布曲线。
边部遮蔽技术是在两侧设置喷水量可随板宽调节的边部遮蔽挡板(Edge Masking),使水流不直接冲击两侧,实现边部均匀冷却的技术。
采用边部遮蔽技术,减轻宽度方向滞留水对钢板传热的影响,使钢板上表面的横向传热均匀一致,克服钢板上表面的中部滞留水流造成的中间传热慢、边部传热快,传热系数差距大的不均匀冷却问题。