模具设计之浇口设计分析解析
- 格式:ppt
- 大小:3.35 MB
- 文档页数:130
注塑模具浇口设计原则
注塑模具的浇口设计是影响产品质量的重要因素之一。
一个合理的浇口设计可以有效地避免产品的缺陷,提高生产效率。
基于此,以下是注塑模具浇口设计的原则。
1. 浇口位置
浇口的位置应该尽可能地靠近产品的重心位置,这样可以将塑料熔融物体尽快地注入到模腔中,从而保证产品成型的一致性。
此外,浇口的位置还要考虑到模具的结构,尽可能减少模具加工和装配的难度。
2. 浇口形状
浇口的形状应该尽可能简单,以免产品出现不均匀的缺陷。
同时,为了避免往返注射和多次换料造成的气泡和均匀性问题,浇口的截面积应该尽可能小。
3. 浇口数量
在设计时,应该根据产品尺寸和形状确定浇口数量,以便在生产中保证注塑的均匀性和高效率。
如果使用多个浇口,则应该注意它们的位置和大小,以避免浇口之间发生干涉和影响产品的成型。
4. 浇口尺寸
浇口的尺寸应该根据产品的厚度和形状而定,以确保足够的流量和压力来填充模腔。
如果浇口太小,则可能出现填充缺陷;如果浇口太大,则可能出现气泡和毛边。
5. 浇口设计要考虑塑料材料的物理性质,如黏度和流动性等,以确保塑料的流动和填充速度。
此外,还要考虑注塑设备的能力,以确保浇口的大小和尺寸与设备配合。
5.2.4浇口的设计浇口亦称进料口,是连接分流道与型腔的熔体通道。
浇口的设计与位置的选择恰当与否直接关系到塑件能否被完好地高质量地注射成型。
浇口可分成限制性浇口和非限制性浇口两大类。
限制性浇口的作用:限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面积的突然变化,使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均衡地充满型腔。
对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量。
限制性浇口还起着较早固化防止型腔中熔体倒流的作用。
非限制性浇口的适用范围:非限制性浇口是整个浇口系统中截面尺寸最大的部位,它主要是对中大型筒类、壳类塑件型腔起引料和进料后的施压作用。
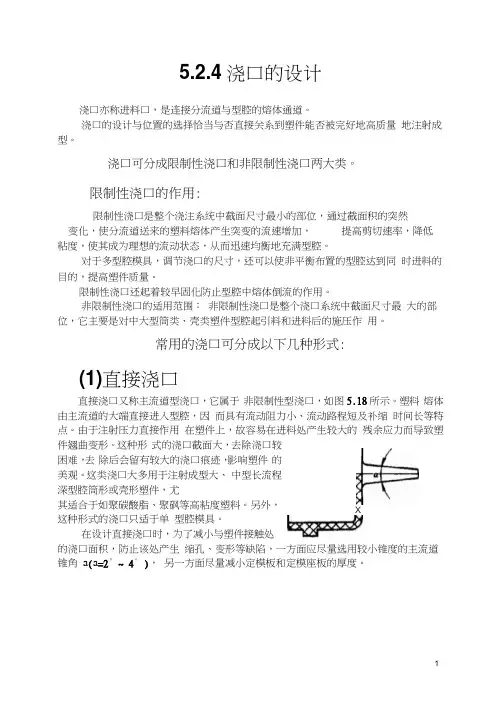
常用的浇口可分成以下几种形式:(1)直接浇口直接浇口又称主流道型浇口,它属于非限制性型浇口,如图5.18所示。
塑料熔体由主流道的大端直接进入型腔,因而具有流动阻力小、流动路程短及补缩时间长等特点。
由于注射压力直接作用在塑件上,故容易在进料处产生较大的残余应力而导致塑件翘曲变形。
这种形式的浇口截面大,去除浇口较困难,去除后会留有较大的浇口痕迹,影响塑件的美观。
这类浇口大多用于注射成型大、中型长流程深型腔筒形或壳形塑件,尤其适合于如聚碳酸脂、聚砜等高粘度塑料。
另外,X这种形式的浇口只适于单型腔模具。
在设计直接浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩孔、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2° ~ 4° ),另一方面尽量减小定模板和定模座板的厚度。
直接浇口的浇注系统有着良好的熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于消除深型腔处气体不易排出的缺点,使排气通畅。
这样的浇口形式,使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀。
(2)中心浇口当筒类或壳类塑件的底部中心或接近于中心部位有通孔时,内浇口就开设在该孔口处,同时中心设置分流锥,这种类型的浇口称中心浇口,如图5.19 所示。
模具设计中浇口知识详解模具设计中浇口知识详解浇口:连接分流道与型腔之间的一段细短通道。
今天店铺就给大家讲解下模具设计中浇口相关知识。
浇口的.作用:1、调节及控制料流速度,防止倒流;2、熔胶经过浇口时,会因剪切及挤压而升温,有利于填充;浇口设计要点:1、浇口数量尽可能少。
2、浇口位置:A、不能影响制品外观。
B、距型腔各部位距离尽量相等。
C、浇口应对着型腔宽畅部位,便于补缩和走胶;D、应避免冲针或直接冲击薄弱镶件及冲骨位(易粘模)E、应减少熔接痕,或使熔接痕产生于制品的不重要表面及非薄弱部位;F、浇口位置应有利于模具排气。
G、浇口要便于切除.浇口的分类:1、侧浇口(又叫大水口,普通浇口)优点:加工易,修正易;缺点:(1)去除浇口麻烦且留下明显痕迹。
(2)位置受到一定的限制。
2、潜伏式浇口:(1)优点:①位置较灵活;②浇口可自动脱落;③既可以潜前模,又可以潜后模。
(2)缺点:适合弹性好的塑料,质脆的塑料不宜选用。
(3)潜伏式浇口重要参数:(见图)(4)圆弧形(牛角)潜浇口。
见图。
3、点浇口(又叫细水口):常用于三板模和无流道模.熔胶可由型腔任何位置,一点或多点地进入型腔。
优点:(1)位置有较大的自由度;(2)浇口可自行脱落,留痕小;(3)对桶形、壳形、盒形制品及面积较大的平板类胶件非常适用;(4)浇口附近残余应力小。
缺点:(1)注射压力损失较大;(2)模具结构较复杂。
重要参数。
见图。
4、直接浇口:用于大而深的桶形、盒形及壳形制品。
5、扇形浇口:适用于平板类、壳形或盒形制品。
【模具设计中浇口知识详解】。
最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。

AMI 分析详解7.1.11.直浇口直浇口直接由主流道进入型腔。
2.侧浇口侧浇口是叫口中最简单又最常用的浇口。
侧浇口的深度尺寸的微小变化可使塑料熔体的流量发生较大变化。
3 . 护耳式浇口使用侧浇口对于某些开阔的型腔,可能会产生喷射呵蛇形流等现象。
护耳式浇口可将喷射、气纹控制在护耳上,需要的话,可用后加工手段去除护耳,使制品外观保持良好,常应用于高透明度平板类制件。
4 . 环形浇口根据制件的几何形状可以分为对称和不对称两种类型。
当需要设置多个浇口时,对称形状的制件要遵循每个浇口流长相等和填充体积相等的原则;不对称形状的制件由于本身就不能达到自然平衡,所以每个浇口的填充体积和压力降都不尽相同。
不对称形状的制件可能需要较多的浇口数目以获得平衡流动或者产生何莉莉的熔接线位置,同时降低注塑压力。
5 . 隔膜浇口通常在环状制件的内径中设置浇口,该制件通常具有薄壁区域。
7.1.3 分析结果解释1 . 浇口位置日志浇口位置日志给出了分析的一些日志,其中一条主要信息是给出了最佳浇口位置的节点。
2 . 流动阻力指示器表示熔体的流动前沿离不同浇口位置的流动阻力。
流动阻力的值从0到1的变化,阻值越高表明熔体流动越困难。
3 . 浇口匹配性表示浇口位置合理性的因子分布图,因子值越小,浇口位于这个位置的成型合理性越小。
7.2充填分析(必须)1 . 充填时间充填时间显示了熔体填充随时间的变化而变化情况。
从充填时间可以看出产品的填充是否平衡。
产品的两个末端的充填时间为****和****,相差****,效果****。
(必须)2 . 速度\压力切换时的压力V\P转换时刻压力属于单组数据,通常,V\P转换时刻压力在整个注塑周期中时最高的,此时的压力大小和分布可以在图中读出,同时,未填充区域在图中以灰色显示。
(必须)3 . 流动前沿温度流动前沿温度是指熔体充填前沿中间层的温度,是熔体达到某节点的瞬时温度。
此温度要求分布均匀。
4 . 总体温度是中间结果数据,在静止状态时,是简单平均温度,在流动状态时,是考虑剪切速率的加权平均温度。
点浇口的模具设计标准是什么
点浇口是塑料模具制作过程中的一个重要环节,它决定了产品最终的质量和外观。
点浇口的设计标准主要包括以下几个方面:
1. 位置选择:点浇口的位置应尽量选择在产品的薄壁区域或内部结构不重要的位置,以避免影响产品的外观和功能。
同时,还需要考虑产品的尺寸、形状和重心等因素,选择合适的点浇口位置。
2. 尺寸选择:点浇口的尺寸对产品的成型效果有重要影响。
通常情况下,点浇口的直径应小于产品的最小壁厚,以避免在成型过程中出现过大的浇注压力和温度变化。
3. 形状选择:点浇口的形状有直径状、椭圆状、方形等多种选择。
在选择形状时,需要考虑到产品的形状、尺寸和材料的流动性,以确保产品能够顺利填充。
4. 工艺性考虑:点浇口的设计还需要考虑到模具的开合方式和冷却系统的布置等因素。
例如,对于需要多次开合的模具,点浇口的位置应尽量靠近模具的分模面,以方便取出成型件。
同时,还需要考虑到冷却系统的布置,以提高产品的生产效率和质量。
5. 余料处理:点浇口在成型过程中往往会产生一定的余料,为了方便余料的处理和回收利用,点浇口的设计需要考虑到余料的形状和位置,以便于后续的加工和处理。
总之,点浇口的设计标准旨在确保产品的成型效果和质量,并兼顾工艺性和经济性的要求。
通过合理的点浇口设计,可以提高产品的生产效率,减少材料的浪费,并最终实现成本的控制和产品的竞争力。
注塑模具设计之浇口与流道设计
1.浇口设计:
浇口是塑料进入模具腔体的通道,直接影响产品的质量和外观。
浇口设计应遵循以下原则:
1.1浇口的位置应尽量选择在产品的无重要表面或结构上,以减少产品上的痕迹和缺陷。
1.2浇口的形状应尽量简单,以便于注塑成型时的塑料流动,避免气泡和短流等缺陷。
1.3浇口的大小应根据产品的要求确定,过大会导致浇注时间过长,过小会导致注塑过程压力过高。
1.4浇口与产品的交界处应尽量平滑,以减少痕迹和切除时的损耗。
1.5浇口的数量应尽量减少,多个浇口可能导致注塑不平衡,造成产品尺寸不一致。
2.流道设计:
流道是浇口与模具腔体之间的连接通道,它将塑料从浇口引导到模具腔体中。
流道设计应遵循以下原则:
2.1流道的形状应尽量简单,避免过多的转弯或急角,以减少流动阻力和塑料流动不均匀导致的缺陷。
2.2流道的长度应尽量短,以减少注塑周期和塑料的凝结时间。
2.3流道的截面积应逐渐减小,以确保塑料在流道中均匀流动,避免气泡的产生。
2.4流道与模具腔体的接头处应尽量平滑,避免塑料流动时的冲击和挤压,以减少产品上的痕迹和缺陷。
总结起来,注塑模具设计中的浇口与流道设计需要考虑产品的要求、材料的特性和注塑工艺的要求等多个因素,以使得产品的质量达到最佳状态。
在实际设计中,需要结合实际情况进行调整和优化,不断改进和提高设计水平。
浇口的设计和塑件的尺寸、形状模具结构一、浇口位置的要求1.外观要求(浇口痕迹,熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响1.流长(FlowLength)决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力。
2.浇口位置会影响保压压力,保压压力大小,保压压力是否平衡,将浇口远离产品未来受力位置(如轴承处)以避免残留应力,浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位(CoreShaft)。
三、选择浇口位置的技巧1.将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。
如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。
2.可能的话,从产品中央进浇,将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。
3.浇口(Gate):浇口是一条横切面面积细小的短槽,用以连接流道与模穴.横切面面积所以要小,目的是要获得以下效果:1)模穴注不久,浇口即冷结2)除水口简易3)除水口完毕,仅留下少许痕迹4)使多个模穴的填料较易控制5)减少填料过多现象设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:1.浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失. 模具达人微信:mujudaren2.浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形.不过,浇口的开关通常是由模件的开关来决定的.3.浇口尺寸:浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸: 1)胶料流动特性2)模件之厚薄3)注入模腔的胶料量4)熔解温度5)工模温度决定浇口位置时,应紧守下列原则:1.注入模穴各部份的胶料应尽量平均.2.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线.3.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况.4.应尽量使除水口操作容易进行,最好是自动操作.5.浇口的位置应与各方面配合。
教学案例:点浇口、侧浇口知识点讲解
这三类产品模具浇口类型都属于典型得点浇口、侧浇口:
侧浇口侧浇口
侧浇口侧浇口
侧浇口
一、点浇口
点浇口又称针点浇口,就是一种在塑件中央开设浇口时使用得圆形限制浇口。
适用场合:常用于成型各种壳类、盒类塑件。
优点:浇口位置灵活,浇口附近变形小,多型腔时采用点浇口容易平衡浇注系统。
缺点:由于浇口得截面积小,流动阻力大,需提高注射压力,宜用于成型流动性好得热塑性
塑料。
采用点浇口时,为了能取出流道凝料,必须使用三板式双分型面模具费用较高。
点浇口直径可以按经验公式计算
式中d ——浇口直径为 (mm);
δ——塑件壁厚,mm ;
A ——型腔面积,mm2。
42)20.014.0(A d δ-=
二、侧浇口
国外又称标准浇口。
一般开设在分型面上,从制品得边缘进料。
侧浇口 重叠浇口(搭接式浇口)
优点:易于加工、便于试模后修正,浇口去除方便。
缺点:在制品得外表面留有浇口痕迹。
适用范围:广泛应用于中小型制品得多型腔注射模。
其侧浇口厚度t(mm)与测浇口宽度b(mm)得经验公式如下
δ——塑料厚度,mm ; A ——为塑件外表面面积,mm2。
对于中小型塑件深度
t=0、5~2、0mm ,宽度b=1、5 ~5、0mm ,浇口长度L=0、8 ~2、0mm ;
重叠浇口(侧面进料得搭接式浇口),搭接部分长度l2-l1=(0、6 ~0、9)mm +b/2,浇口长度l2=2、0 ~3、0mm 、
δ)9.06.0(30)9.06.0(-=-=
t A b。