模具浇口类型及设计
- 格式:doc
- 大小:5.07 MB
- 文档页数:4
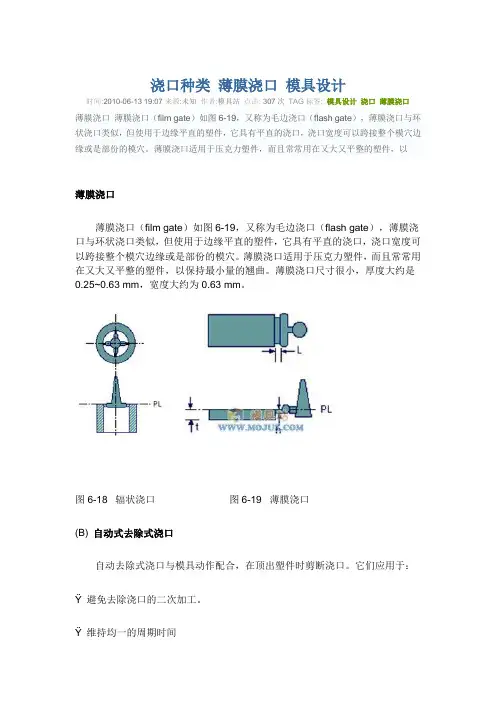
浇口种类薄膜浇口模具设计时间:2010-06-13 19:07来源:未知作者:模具站点击:307次TAG标签:模具设计浇口薄膜浇口薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以薄膜浇口薄膜浇口(film gate)如图6-19,又称为毛边浇口(flash gate),薄膜浇口与环状浇口类似,但使用于边缘平直的塑件,它具有平直的浇口,浇口宽度可以跨接整个模穴边缘或是部份的模穴。
薄膜浇口适用于压克力塑件,而且常常用在又大又平整的塑件,以保持最小量的翘曲。
薄膜浇口尺寸很小,厚度大约是0.25~0.63 mm,宽度大约为0.63 mm。
图6-18 辐状浇口图6-19 薄膜浇口(B) 自动式去除式浇口自动去除式浇口与模具动作配合,在顶出塑件时剪断浇口。
它们应用于:Ÿ 避免去除浇口的二次加工。
Ÿ 维持均一的周期时间Ÿ 使浇口痕迹最小化。
自动去除式浇口包括下列各类型:针状浇口、潜式浇口、热流道浇口、和阀浇口。
(1) 针状浇口针状浇口(pin gate)如图6-20,通常应用于三板模,其流道系统位于模板的一组分模在线,塑件模穴接在主要分模在线。
具有倒锥角的浇口在平行于模板运动方向穿透中间模板。
当打开模穴主分模线时,针状浇口的小直径端从塑件撕离,再打开流道分模线即可顶出流道废料。
此系统也可以先打开流道分模线,再使用辅具撕下流道废料。
针状浇口最常使用在单一塑件多点进浇,以确保对称的充填,或是缩短流道长度以确保整个塑件的保压操作。
典型的针状浇口的直径0.25~1.6 mm。
(2) 潜式浇口潜式浇口(submarine gate)或称为隧道浇口(tunnel gate)、凿子浇口(chisel gate),如图6-21所示,使用于两板模,在分模线以下,流道末端与模穴之间加工一倾斜之锥状隧道。
最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
浇口类型及特点浇口是指在铸造过程中,用于浇注熔融金属的孔洞或通道。
浇口的类型及特点可以根据不同的需求和铸造工艺进行分类和描述,下面将介绍几种常见的浇口类型及其特点。
1. 直浇口直浇口是将熔融金属直接倒入模具中的浇口类型。
它的特点是简单易行,适用于铸造较小且形状简单的零件。
直浇口的优点是操作简单,浇注速度快,能够满足一些对于铸件表面质量要求不高的情况。
但直浇口的缺点是易产生气孔和夹杂物,并且容易造成金属流动不均匀,导致铸件形状和尺寸精度较差。
2. 斜浇口斜浇口是将熔融金属沿着模具的斜面倾倒的浇口类型。
它的特点是能够改善金属流动的均匀性,减少气孔和夹杂物的产生。
斜浇口适用于形状复杂的铸件,可以使得金属流动更加平稳,填充整个模腔。
但斜浇口的缺点是对模具的要求较高,需要设计合理的斜面和倾斜角度,并且斜浇口的浇注时间较长,需要注意控制金属的冷却速度。
3. 多点浇口多点浇口是将熔融金属从多个浇口同时注入模腔的浇口类型。
它的特点是能够使金属流动更加均匀,填充整个模腔,减少缩孔和夹杂物的产生。
多点浇口适用于大型和复杂形状的铸件,可以提高铸件的形状和尺寸精度。
但多点浇口的缺点是需要更加复杂的模具设计,增加了生产成本和工艺难度。
4. 分级浇口分级浇口是将熔融金属从上到下逐级注入模腔的浇口类型。
它的特点是能够控制金属的流动速度和方向,避免金属注入时的喷溅和气泡产生。
分级浇口适用于对铸件表面质量要求较高的情况,可以提高铸件的表面光洁度和密实度。
但分级浇口的缺点是需要更加复杂的模具设计和浇注工艺控制,增加了生产成本和工艺难度。
5. 真空浇口真空浇口是在浇注过程中通过真空泵抽取模腔中的空气,使金属充分填充模腔的浇口类型。
它的特点是能够有效地减少气孔和夹杂物的产生,提高铸件的密实性和内部质量。
真空浇口适用于对铸件内部质量要求较高的情况,可以减少金属氧化和污染。
但真空浇口的缺点是设备成本较高,对操作技术要求较高。
不同的浇口类型具有不同的特点和适用范围。
1.概述浇口是连接流道与制品的直接通道,浇口的类型和尺寸对制品的成型起着至关重要的作用。
常用浇口的种类有大水口、侧浇口、潜浇口、弯钩浇口、隧道式浇口和三板模点浇口。
在汽车模具浇口设计时,选择浇口类型及尺寸可参考客户提供的样件,或者参考类似模具母本,然后由CAE 分析出合理的位置及尺寸,如有不确定因素应进行评审得出结果。
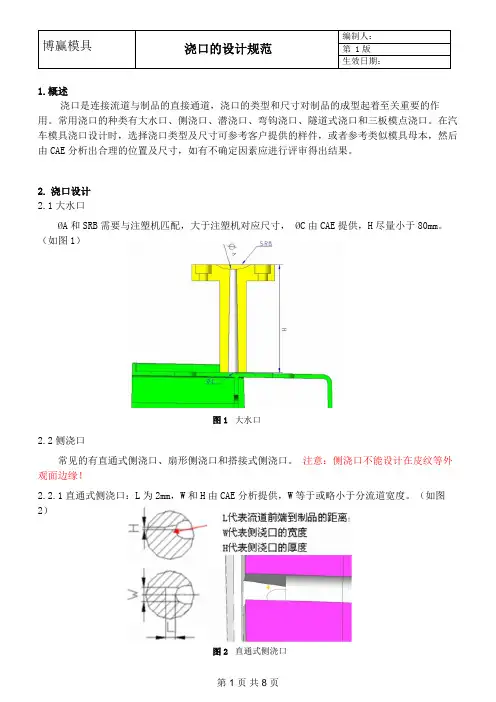
2. 浇口设计2.1大水口ØA和SRB 需要与注塑机匹配,大于注塑机对应尺寸, ØC 由CAE 提供,H 尽量小于80mm。
(如图1)2.2侧浇口常见的有直通式侧浇口、扇形侧浇口和搭接式侧浇口。
注意:侧浇口不能设计在皮纹等外观面边缘!2.2.1直通式侧浇口:L 为2mm,W 和H 由CAE 分析提供,W 等于或略小于分流道宽度。
(如图2) 图1 大水口图2 直通式侧浇口2.2.2扇形侧浇口:L为2mm,浇口尺寸CAE 提供。
(如图3)图3 扇形侧浇口2.2.3搭接式侧浇口:L 为2mm,W 为1.5mm,H2为1.2-1.8mm,T 为产品壁厚,H1为分流道高度。
(如图4)图4 搭接侧浇口2.3潜浇口多设计在产品的筋位或侧壁上,如果产品形状无法设计可增加辅助筋位(如图5)或借助顶杆(如图6)。
主要分推切式和拉切式,浇口的截面形状基本形式是圆形(如图7),可变化为矩形(如图8)。
图5 加辅助筋位潜浇口图6 加辅助顶杆潜浇口图8 截面为矩形潜浇口图7 基本形式潜浇口2.3.1基本形式的潜浇口参数(如图9)。
图9 基本形式的潜浇口2.3.2辅助顶杆潜浇口参数(如图10)。
图10 基本形式的潜浇口2.3.3拉切式潜浇口参数(如图11)。
图11 拉切式潜浇口2.3.4对于潜浇口,浇口和流道最好分别设计到前模和后模,这样浇口拉断时受力和变形都比较好,但是如果流道设计到前模,热流道喷嘴需要加工形状,所以潜浇口设计时不限制浇口和流道是否分别在前后模,但是浇口的设计和流道的设计都要符合标准。
塑胶模具中的浇口形式及位置浇口的类型有:1、直接浇口:又称主流道型浇口,其优点:利于排气和消除熔结痕,模具机构简单而紧凑。
缺点:周期延长,超压填充,容易产生残余应力。
适用于单腔模。
2、侧浇口:一般开设在分型面上,由塑件侧面进料,广泛使用于多腔模。
浇口与分流道相接处采取斜面或圆弧过度。
3、扇形浇口:它是矩形侧浇口的一种变异形式,此浇口的加工虽困难一些,但有助于熔体均匀地流过扇形浇口。
优点:使塑料充模时横向得到更均匀的分配,降低制品的内应力和带入空气的可能性。
常用来成型宽度较大的薄片状制品。
4、薄片浇口:其特点是将浇口的厚度减薄,而宽度取作浇口边制品宽度的1/4至全宽,浇口台阶长约0.65mm。
优点:能使物料在平行流道内均匀分配,以较低的线速度呈平行流均匀地进入型腔,降低了制品的内应力,减少了因取向而产生的翘曲。
缺点:提高了制品的生产成本。
适于成型大面积的扁平制品。
5、环形浇口:优点:进料均匀,流速大致相同,空气容易顺序排出,同时避免了侧浇口的型芯对面的熔结痕。
主要用于圆筒形制品或中间带有孔的制品。
6、轮辐浇口:这种浇口将整圆周进料改成了几小段圆弧进料,优点:去除浇口方便,浇口回头料较少。
缺点:熔结痕增多,塑件强度受到影响。
7、爪形浇口:分流道与浇口不在同一个平面内。
8、护耳浇口:小浇口加护耳,作用:可以避免喷射现象,降低速度,均匀地进入型腔,确保制件质量。
缺点:割除护耳比较麻烦。
适于有机玻璃、聚碳酸脂等透明材料和大型ABS塑料成型。
9、点浇口:是一种断面尺寸很小的浇口。
优点:自行切断,无需修剪浇口,生产效率高。
单腔模多腔模均适用。
断离后的点浇口凝料可以由手工取出或靠点浇口自动脱落机构脱模。
10、潜伏浇口:采用潜伏浇口只需要两板式的单分型面模具,而采用点浇口则需要三板式的双分型面模具。
其特点:.浇口位置一般选择在制品侧面不影响外观的地方或加工圆柱形分流道;分流道设置在分型面上;浇口部位宜设计为镶拼结构。
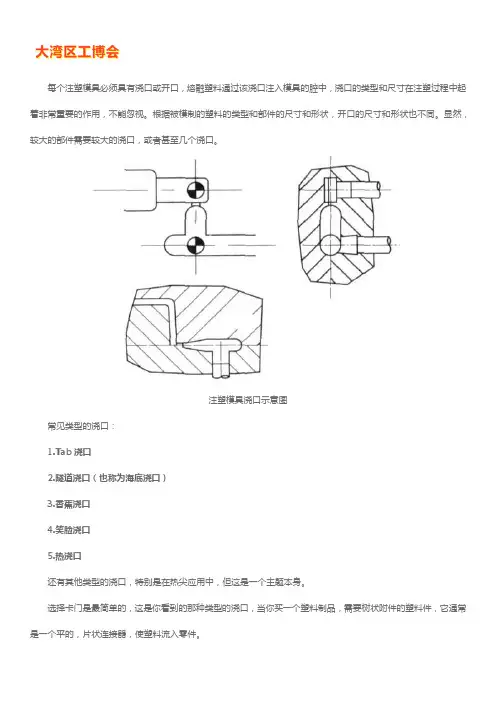
每个注塑模具必须具有浇口或开口,熔融塑料通过该浇口注入模具的腔中,浇口的类型和尺寸在注塑过程中起着非常重要的作用,不能忽视。
根据被模制的塑料的类型和部件的尺寸和形状,开口的尺寸和形状也不同。
显然,较大的部件需要较大的浇口,或者甚至几个浇口。
注塑模具浇口示意图常见类型的浇口:1.Tab浇口2.隧道浇口(也称为海底浇口)3.香蕉浇口4.笑脸浇口5.热浇口还有其他类型的浇口,特别是在热尖应用中,但这是一个主题本身。
选择卡门是最简单的,这是你看到的那种类型的浇口,当你买一个塑料制品,需要树状附件的塑料件,它通常是一个平的,片状连接器,使塑料流入零件。
隧道或海底闸浇口更复杂,并且需要更高程度的技能来添加到注塑模具中。
这种类型的开口是一个锥体,添加在零件的表面下,因此名称:潜艇门。
它也有隧道的外观,当没有很多证据表明门留在部件上时使用,这被称为门痕。
它也用于高生产模具,其中一切都是自动化的,并且零件必须从门上脱离以便分离和包装。
笑脸浇口是所谓的,因为当你看着它,它就像一个微笑,这更难以加工,并且用于在塑料部件的底部添加门。
它像一个隧道门,除了底部被切掉,或被截断,这使得浇口可以在塑料部件的底部。
笑脸开口也用于高生产应用中,其中为了自动化的目的,部件必须从门中脱离。
香蕉浇口是一个新奇,但非常有用。
当在塑料部件上没有门的痕迹时,使用这些门,它像一个隧道门,但弯曲,像一个香蕉,所以它可以到达下面的部分,并允许塑料被注入零件的隐藏区域。
总结:在塑料注塑模具制造中使用的浇口的尺寸、类型和位置对塑料部件的质量以及其生产速度有显着的影响,盖茨在定制注塑成型的自动化中发挥了重要作用。

第四节热流道浇口的类型和结构一、开放式浇口:开模时,浇口中的部分材料留在产品上,从而造成了一个难看的浇口痕迹(通常是锥形的)。
浇口残痕的大小和形状取决于浇口的形状及注塑参数(温度,压力,时间),也取决于模具的设计,同样或甚至更多地取决于模具装配。
在下一次循环时,塑料料流将模塞(上一啤浇口处冻结的料)挤入型腔,浇口又打开,料流又可以填充模具,通常情况下模塞可以熔化,与注入塑料混合;在浇口对面做一弧形缩窝,有利于模塞的隐藏,有利于填充。
适用于没有或几乎没有“拉丝”倾向的塑料,还适用于PP种PE料。
开式浇口有三种基本类型:圆形浇口,环形浇口,边缘浇口。
1.1)圆形浇口:缺点:浇口L段的断开点不确定,可能会在L方向上的任一点断,并在产品上留下一很长的突起。
优点:这种浇口较易于加工制造。
此时,将浇口形状修改成下面的形状,则断点一致,在高于产品的锥形突起部位断开,虽然,在断点上还会有一个小锥形突起,但总的突起部分或多或少可以预测。
于控制热损失的开式浇口设计1.2)环形浇口:实质是一个在其中心部加入加热探的开式浇口,以防止过早冻结。
需要注意的是浇口形状与注嘴梢部的开状密切相关。
下图是在浇口中心有一个加热探头的环形浇口,由于注嘴梢位于浇口内而形成了一个环形通道,进入模具腔的塑料就像一个挤出的管子。
塑料充满了注嘴和其周围(冷却的)模腔之间的不导体,几乎不会有什么热量穿过这层塑料隔热罩。
在成型热稳定性差的塑料时,需要成型一个或机加工一个耐高温的塑料隔热罩,现一般是用杜邦Vespel 全芳香族聚酰亚胺(PI)塑料制作。
Vespel 的特点:1. 耐热性:连续使用耐热温度可达288°C ,短时间使用更可高达480°C 。
2. 耐磨耗性:Vespel 的无润滑限界PV 值是一般工程塑料的10倍以上,对冲击磨耗和摇动磨耗都有很强的耐性。
3. 蠕变(Creep):在260°C 、186kg/cm2条件下的蠕变,1000小时只有0.6%。
注塑模具浇口型式及选择塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。
在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。
所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口的主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料。
3、对于多腔模具,用以控制熔接痕的位置。
二、浇口的型式浇口一般分为非限制性浇口和限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。
2.1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
2.2限制浇口。
型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。
限制浇口的主要类型有:2.2.1 点浇口。
点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。
点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。
缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。
图2 点浇口的型式2.2.2潜伏式浇口。
潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件和流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。
图3 外侧潜伏式浇口图4 内侧潜伏式浇口2.2.3侧浇口侧浇口又叫边缘浇口,一般开设在分型面上,从型腔(塑件)外侧面进料(如 图5所示)。
教学案例:点浇口、侧浇口知识点讲解
这三类产品模具浇口类型都属于典型得点浇口、侧浇口:
侧浇口侧浇口
侧浇口侧浇口
侧浇口
一、点浇口
点浇口又称针点浇口,就是一种在塑件中央开设浇口时使用得圆形限制浇口。
适用场合:常用于成型各种壳类、盒类塑件。
优点:浇口位置灵活,浇口附近变形小,多型腔时采用点浇口容易平衡浇注系统。
缺点:由于浇口得截面积小,流动阻力大,需提高注射压力,宜用于成型流动性好得热塑性
塑料。
采用点浇口时,为了能取出流道凝料,必须使用三板式双分型面模具费用较高。
点浇口直径可以按经验公式计算
式中d ——浇口直径为 (mm);
δ——塑件壁厚,mm ;
A ——型腔面积,mm2。
42)20.014.0(A d δ-=
二、侧浇口
国外又称标准浇口。
一般开设在分型面上,从制品得边缘进料。
侧浇口 重叠浇口(搭接式浇口)
优点:易于加工、便于试模后修正,浇口去除方便。
缺点:在制品得外表面留有浇口痕迹。
适用范围:广泛应用于中小型制品得多型腔注射模。
其侧浇口厚度t(mm)与测浇口宽度b(mm)得经验公式如下
δ——塑料厚度,mm ; A ——为塑件外表面面积,mm2。
对于中小型塑件深度
t=0、5~2、0mm ,宽度b=1、5 ~5、0mm ,浇口长度L=0、8 ~2、0mm ;
重叠浇口(侧面进料得搭接式浇口),搭接部分长度l2-l1=(0、6 ~0、9)mm +b/2,浇口长度l2=2、0 ~3、0mm 、
δ)9.06.0(30)9.06.0(-=-=
t A b。
注塑模具浇口型式及选择塑料模具得浇口就是指连接分流道与性强之间得一段细短流道,就是树脂注入型腔得入口。
在模具中浇口得形状、数量与尺寸与位置等会对塑料件得质量产生很大影响。
所以浇口得选择就是塑料模具设计得关键点之一,下面通过几个方面对于浇口进行介绍。
一、浇口得主要作用有:1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。
2、易于切除浇口尾料.3、对于多腔模具,用以控制熔接痕得位置。
二、浇口得型式浇口一般分为非限制性浇口与限制性浇口两种型式。
限制性浇口又分为侧浇口、点浇口与盘环形浇口等3个系列。
2、1非限制性浇口。
非限制性浇口又叫直浇口(如图1所示)。
其特点就是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。
具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。
但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大得内应力,也易于产生缩坑或表面凹缩。
适用于大型塑件、厚壁塑件等。
图1直浇口型式2、2限制浇口.型腔与分流道之间采用一端距离很短、截面很小得通道相连接,此通道称为限制性浇口,它对浇口得厚度及快速凝固等可以进行限制。
限制浇口得主要类型有:2.2.1点浇口。
点浇口就是一种截面尺寸特小得圆形浇口(如图2所示)。
点浇口得特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成得应力小。
缺点就是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道得两板模具结构.图2 点浇口得型式2.2。
2潜伏式浇口。
潜伏式浇口就是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口得特点外,其进料浇口一般都在塑件得内表面或侧面隐蔽处,因此不影响塑件外观,塑件与流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落.图3 外侧潜伏式浇口图4 内侧潜伏式浇口2。