纺织品起毛起球不同试验方法的比较及评价解析
- 格式:doc
- 大小:77.00 KB
- 文档页数:9
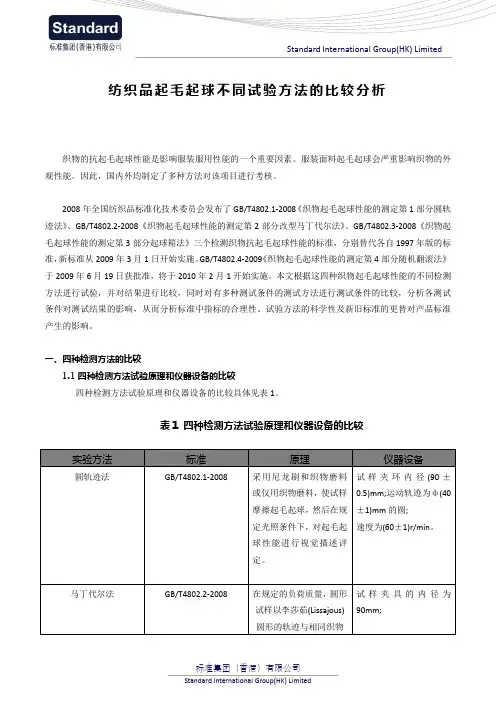
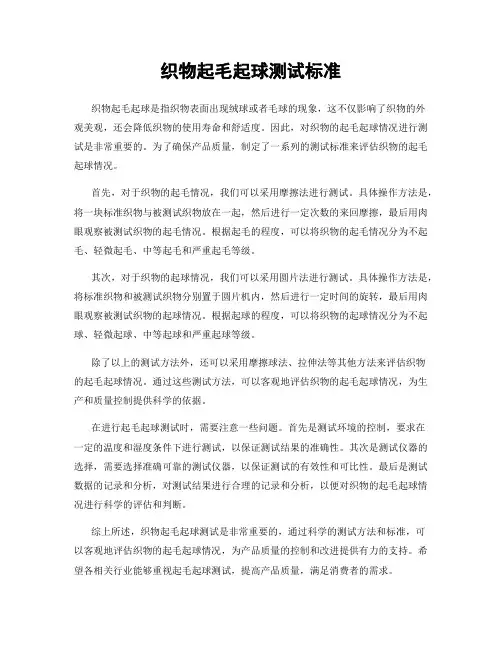
一检‰壮1表l四种检测方法试验原理和仪器设备的比较1.2对四项起球检测标准的试验分析比较选择精纺机织面料、半精纺机织面料.粗纺机织面料及针织面料四块具有代表性的织物作为测试样品进行以下试验:同一测试方法不同测试条件的;同一面料四种标准的织物起毛起球性测试。
1.2.1包含多种测试条件的两个检测标准的试验结果分析1.2.1.1GB/T4802.1—2008圆轨迹法标准试验结果依据GB/T4802.1—2008标准中的A-F六种试验条件,分别对精纺机织面料和半精纺机织面料进行测试。
具体试验条件见表2。
测试结果见表3。
表2GB/T4802.1—2008标准中的A-F六种试验条件参数表3圆轨迹法不同试验参数类别的测试结果试样名称ABCDEF精纺机织面料3.7544444.75半精纺机织面料33.53.53.753.54.75由表3可看出在六种试验条件中,A试验条件为圆轨迹法起球标准中最严重的测试条件;F试验条件为圆轨迹法起球标准中最轻的测试条件。
其他四种试验条件轻重程度居中。
同一块面料选择不同的测试条件.其起球测试结果最大相差1.5级左右。
1.2.1.2GB/T4802.2—2008马丁代尔法标准试验结果GB/T4802.2—2008标准中试验条件包括负荷质量(4159/1559I.磨料(标准羊毛织物/织物本身J和摩擦次数(评级的6个阶段)。
根据这三个因素设计三种试验.分别为l撑:负荷质量为1559.磨料为织物本身.各评级阶段均进行评定;2}}:负荷质量为415g.磨料为织物本身.各评级阶段均进行评定:3撑:负荷质量为415g,磨料为标准羊毛织物.各评级阶段均进行评定。
利用上述三种试验条件对四块样品进行测试,分析比较三个因素对测试结果的影响。
具体测试结果见图l~图4。
图l精纺机织面料试验结果图2半精纺机织面料试验结果图3粗纺机织面料试验结果2010tF1月(下)中国纤检55r检黢胁一图4试验结果(针织面料)从精纺机织面料(图1).半精纺机织面料(图2).针织面料(图4)的曲线图中可发现.2撑试验的曲线几乎处于最低位置,3群试验居中,1撑试验处于最高位置。
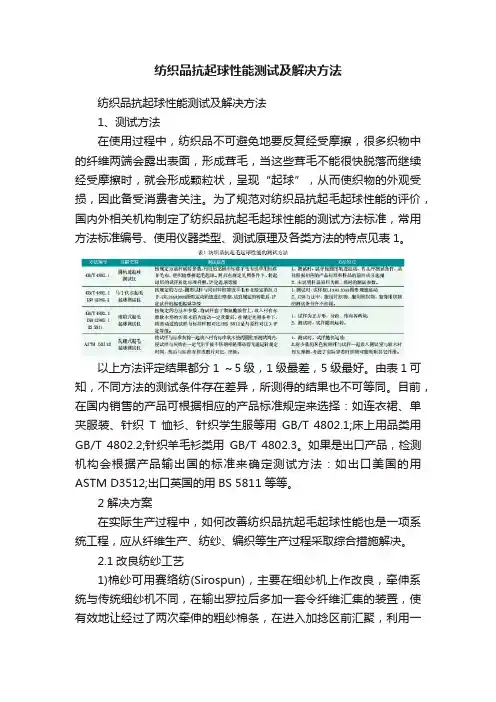
纺织品抗起球性能测试及解决方法纺织品抗起球性能测试及解决方法1、测试方法在使用过程中,纺织品不可避免地要反复经受摩擦,很多织物中的纤维两端会露出表面,形成茸毛,当这些茸毛不能很快脱落而继续经受摩擦时,就会形成颗粒状,呈现“起球”,从而使织物的外观受损,因此备受消费者关注。
为了规范对纺织品抗起毛起球性能的评价,国内外相关机构制定了纺织品抗起毛起球性能的测试方法标准,常用方法标准编号、使用仪器类型、测试原理及各类方法的特点见表1。
以上方法评定结果都分1 ~5级,1级最差,5级最好。
由表1可知,不同方法的测试条件存在差异,所测得的结果也不可等同。
目前,在国内销售的产品可根据相应的产品标准规定来选择:如连衣裙、单夹服装、针织T恤衫、针织学生服等用GB/T 4802.1;床上用品类用GB/T 4802.2;针织羊毛衫类用GB/T 4802.3。
如果是出口产品,检测机构会根据产品输出国的标准来确定测试方法:如出口美国的用ASTM D3512;出口英国的用BS 5811 等等。
2 解决方案在实际生产过程中,如何改善纺织品抗起毛起球性能也是一项系统工程,应从纤维生产、纺纱、编织等生产过程采取综合措施解决。
2.1改良纺纱工艺1)棉纱可用赛络纺(Sirospun),主要在细纱机上作改良,牵伸系统与传统细纱机不同,在输出罗拉后多加一套令纤维汇集的装置,使有效地让经过了两次牵伸的粗纱棉条,在进入加捻区前汇聚,利用一股气流把条子从罗拉牵伸系统的夹持点拉出,集合在一个多孔的表面上,因吸力作用下条子被压缩,缩小钳口处粗纱宽度,大幅降低纺纱三角的高度,棉纱加捻效果增加,棉纤维抱合更加有序,更加紧密,令棉纱毛羽数量大幅下降。
2)纺纱时选用硬度高的钢领,硬度低的钢领易被钢丝圈磨成沟痕,令张力不稳定,增加毛羽的产生。
另外,可稍增加纱线捻度,如增加8 % ~15 %,但捻度增加后手感较硬,编织时可能要加装解扭器。
络筒可选用德国AC338 或意大利奥立安自动络筒机,其精密卷绕系统,可防止纱线重绕,减少退绕时的不适当摩擦而产生毛羽。

起毛起球测试方法总结1. 影响起毛起球的因素美国材料试验协会(ASTM)对纤维起球作如下定义:单种纤维或多种纤维制成织物因纤维缠结而在布面形成的小结节或球珠。
织物起球的先决条件是布面有松散纤维绒头,而长丝织物一般缺少这种布面绒头,也不易起球。
但水洗或干洗会助长这一条件形成。
在穿着磨损中,光滑布面和圆形截面合纤会促使纱线从布面凸起并形成松散纤维,当这些纤维与另一些纤维相互交缠,这种交缠在线性摩擦和回转摩擦交互作用下很易发生,最终形成起球。
这些纤维球在摩擦作用下变大。
由于合纤强度较大,这种结节就不易被破坏或磨掉,因此会越积越多。
而天然纤维由于强度较低,纤维球易被磨掉,因此布面起球不明显。
如果织物表面起球高度明显,但纤维球寿命很短,该织物可定为低起球织物。
纤维挠曲性对织物起球有重要作用,低起球织物的纤维刚性应较高,纤维的抗挠曲性降低,纤维球就会较快脱落。
此外,织物结构对布面起球也有影响。
一般而言,纤维越短越细,布面越易起球。
当毛球形成速度超过其脱落速度,布面就会积聚毛球。
毛球形成速度又与纱线中纤维根数、纤维长度、纤维横截面、纱线捻度、织物结构等有关。
纤维长度越长,起球的机率越低;较粗纤维有刚性,因此不易起球;圆截面纤维表面光滑,纤维易滑移到布面,从而形成毛球,而不规则截面纤维则不易起球;低强度纤维会增加毛球脱落速度;高卷曲纤维会减少起球机率;喷气纺纱线的抗起球性比环锭纺纱线好,这是由于环锭纺使较长纤维位于纱线的中心,而较短纤维位于外围而容易起球,气流纺纱线则比环锭纺纱线更差;纱线支数越细则起球机率越小;纱线捻度越高使纱线较紧密,从而减少起球机率;单股纱织物比双股纱织物更易起球;针织物比梭织物更易起球,这是由于布面有较多的浮线,而紧密梭织物则较少起球;平纹织物比斜纹织物不易起球,这是由于平纹的交织点较多,交织长度较短。
1.1纱线的影响纤维的卷曲波形愈多,加捻时纤维不容易伸展,在摩擦过程中纤维容易松动滑移,在纱线表面形成毛茸。
标准集团(香港)有限公司织物起毛起球性能的测试方法和标准由于织物的原料、用途以及产品的出口地有较大差别,使得在对织物进行起毛起球测试时,测试方法上也有所不同,例如,马丁代尔法和箱式起毛起球法这两种测试方法主要是针对欧洲市场的,随机翻滚起毛起球法主要是对美国市场进行出口时采用的方法;而针对中国市场采用的测试方法是圆轨迹起毛起球法。
下面就以上四种方法做简单介绍:1.马丁代尔起毛起球法:马丁代尔起毛起球测试方法主要模拟的是当织物受到自身不断摩擦后起球的情况,该方法适用于毛织物及其他易起球的机织物。
原理是:圆形试样在规定的负荷质量下,与相同织物或羊毛织物磨料摩擦。
织物以圆形的轨迹绕与试样平面垂直的中心轴自由转动,经规定的摩擦阶段后,采用视觉描述方式评定试样的起毛或起球等级。
相对应的国家标准是GB/T 4802.2—2008《织物起毛起球性能的测定第2 部分改型马丁代尔法》。
2、起球箱起毛起球法:该方法主要模拟了织物受到自身或者外界摩擦力时的起毛起球的状况,主要适用于毛织物。
该方法对应的国家标准是GB/T 4802.3—2008《织物起毛起球性能的测定第3 部分起球箱法》。
其原理是将试样按照规定方法和试验参数,安装在聚氨酯塑料管上,之后放入有恒定转速且衬有橡胶软木的木箱内随意滚动,经过规定的转数后,在标准的视觉条件下,对起毛起球后的试样进行视觉描述评定。
3.随机翻滚起毛起球法:该方法主要模拟了织物在经过自身或者外界高频率的摩擦后布面的起毛起球的情况,相应的国家标准是GB/T 4802.4—2009《织物起毛起球性能的测定第 4 部分随机翻滚法》。
其原理是:将三块试样放入随机翻滚式起球箱内,使织物在铺有软木衬垫并填有少量灰色短棉的圆筒状试验仓中随意翻滚摩擦。
在标准光源条件下,对起毛起球后的试样进行视觉描述评定。
4.圆轨迹起毛起球法:圆轨迹起毛起球仪法相对应的国家标准是GB/T 4802.1—2008《织物起毛起球性能的测定第1 部分圆轨迹法》。
圆轨迹法织物起毛起球测试标准和方法解析一、原理按规定方法和试验参数﹐利用尼龙刷和磨料或单用磨料﹐使织物摩擦起毛起球。
然后在规定光照条件下﹐将起球后的试样对比标准样照﹐评定起球等级。
二、装置1、圆轨迹起球仪﹕试样夹头与磨台质点相对运动的轻轨迹为圆﹐相对运动速度为60±1r/min﹐试样夹环内径90±0.5mm﹐夹头能对试样施加表1所列的压力﹐夹头压力可调﹐压力误差为±1%。
仪器装有自停开关。
5.2.磨料﹕2、尼龙刷﹕尼龙丝直径0.3mm;尼龙丝的刚性必须均匀一致﹐植丝孔径4.5mm﹐每孔尼龙丝150根﹐孔距7mm﹔刷面要求平整﹐刷上装有调节板﹐可调节尼龙丝的有效高度﹐从而控制尼龙刷的起毛效果(见附录A)。
3、磨料织物﹕2201全毛华达呢﹐19.6tex X 2,捻度Z 625-S 700,密度﹕445根/10cm X 244根/10cm﹐平方米重量﹕305g/m2,2/2斜织。
4、泡沫塑料垫片﹐重约270g/m2,厚度约8mm﹐试样垫片直径约105mm。
5、裁样用具﹕裁样器﹐可裁取直径为113±0.5mm的试样。
也可用模板﹑笔﹑剪刀剪取试样。
6、标准样照﹕针织物﹑毛织物各有不同标准样照﹐样照为五级制。
5级稍发毛无起球4级发毛轻微起球3级中等起球2级稍严重起球1级严重起球7、评级箱﹕提供照明以对比试样和样照起球等级的设备。
上方装有3.0W日光灯2支﹐内四周衬以黑板﹐试样板角度可调节﹐日光灯到试样板垂直距离为30cm。
三、试样1、将样品在试验用标准大气下暴露24h以上。
2、在距织物布边10cm以上部位随机剪取试样五块﹐试样上不得有影响试验结果的疵点。
四、程序1、试验前的准备2、试验前仪器应保持水平﹐尼龙刷保持清洁。
如果仪器每天使用﹐每星期至少做清洁工作一次。
用合适的溶剂(如丙酮)清洁刷子﹐用手刷梳除短绒和用夹子夹去突出的尼龙丝。
3、分别将泡沫塑料垫片﹑试样和磨料装在试验夹头和磨台上﹐试样必须正面朝外。
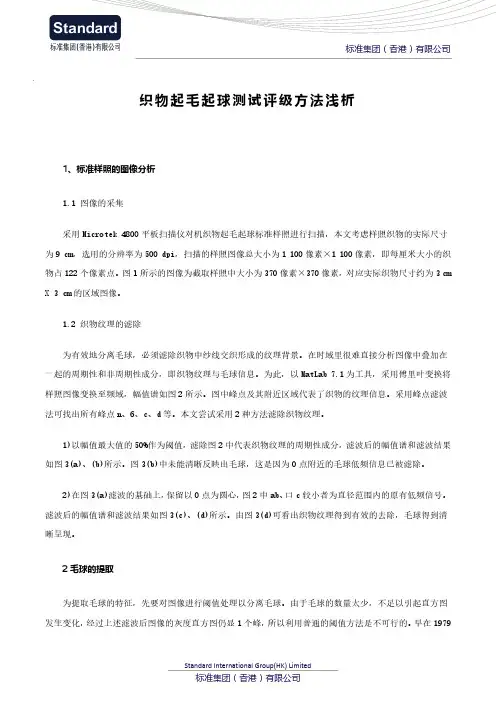
织物起毛起球测试评级方法浅析1、标准样照的图像分析1.1 图像的采集采用Microtek 4800平板扫描仪对机织物起毛起球标准样照进行扫描,本文考虑样照织物的实际尺寸为9 cm,选用的分辨率为500 dpi,扫描的样照图像总大小为1 100像素×1 100像素,即每厘米大小的织物占122个像素点。
图l所示的图像为截取样照中大小为370像素×370像素,对应实际织物尺寸约为3 cm X 3 cm的区域图像。
1.2 织物纹理的滤除为有效地分离毛球,必须滤除织物中纱线交织形成的纹理背景。
在时域里很难直接分析图像中叠加在一起的周期性和非周期性成分,即织物纹理与毛球信息。
为此,以MatLab 7.1为工具,采用傅里叶变换将样照图像变换至频域,幅值谱如图2所示。
图中峰点及其附近区域代表了织物的纹理信息。
采用峰点滤波法可找出所有峰点n、6、c、d等。
本文尝试采用2种方法滤除织物纹理。
1)以幅值最大值的50%作为阈值,滤除图2中代表织物纹理的周期性成分,滤波后的幅值谱和滤波结果如图3(a)、(b)所示。
图3(b)中未能清晰反映出毛球,这是因为O点附近的毛球低频信息已被滤除。
2)在图3(a)滤波的基础上,保留以O点为圆心,图2中ab、口c较小者为直径范围内的原有低频信号。
滤波后的幅值谱和滤波结果如图3(c)、(d)所示。
由图3(d)可看出织物纹理得到有效的去除,毛球得到清晰呈现。
2毛球的提取为提取毛球的特征,先要对图像进行阈值处理以分离毛球。
由于毛球的数量太少,不足以引起直方图发生变化,经过上述滤波后图像的灰度直方图仍显1个峰,所以利用普通的阈值方法是不可行的。
早在1979年,日本的大津展之¨1提出了一种基于判别分析过程的大津自动阈值选择法(OTSU),此方法不管图像的直方图有无明显的双峰,都能得到较满意的效果,但OTSU缺陷是当目标物与背景灰度差不明显时,会出现大块黑色区域。
为解决这个问题,本文选用灰度增强的大津阈值法一1,对纹理滤除后的图像进行灰度调整后再阈值,增强目标物与背景的对比度,同时也弥补了上文滤除纹理时削弱毛球信息的缺陷,结果如图4所示。
织物起毛起球测试标准织物起毛起球是指织物表面出现绒球或者毛球的现象,这不仅影响了织物的外观美观,还会降低织物的使用寿命和舒适度。
因此,对织物的起毛起球情况进行测试是非常重要的。
为了确保产品质量,制定了一系列的测试标准来评估织物的起毛起球情况。
首先,对于织物的起毛情况,我们可以采用摩擦法进行测试。
具体操作方法是,将一块标准织物与被测试织物放在一起,然后进行一定次数的来回摩擦,最后用肉眼观察被测试织物的起毛情况。
根据起毛的程度,可以将织物的起毛情况分为不起毛、轻微起毛、中等起毛和严重起毛等级。
其次,对于织物的起球情况,我们可以采用圆片法进行测试。
具体操作方法是,将标准织物和被测试织物分别置于圆片机内,然后进行一定时间的旋转,最后用肉眼观察被测试织物的起球情况。
根据起球的程度,可以将织物的起球情况分为不起球、轻微起球、中等起球和严重起球等级。
除了以上的测试方法外,还可以采用摩擦球法、拉伸法等其他方法来评估织物的起毛起球情况。
通过这些测试方法,可以客观地评估织物的起毛起球情况,为生产和质量控制提供科学的依据。
在进行起毛起球测试时,需要注意一些问题。
首先是测试环境的控制,要求在一定的温度和湿度条件下进行测试,以保证测试结果的准确性。
其次是测试仪器的选择,需要选择准确可靠的测试仪器,以保证测试的有效性和可比性。
最后是测试数据的记录和分析,对测试结果进行合理的记录和分析,以便对织物的起毛起球情况进行科学的评估和判断。
综上所述,织物起毛起球测试是非常重要的,通过科学的测试方法和标准,可以客观地评估织物的起毛起球情况,为产品质量的控制和改进提供有力的支持。
希望各相关行业能够重视起毛起球测试,提高产品质量,满足消费者的需求。
标准集团(香港)有限公司
StandardInternationalGroup(HK)Limited
标准集团(香港)有限公司
纺织品起毛起球评级方法浅析
织物在服用和洗涤过程中,经过不断的摩擦会产生起毛起球现象,影响织物的服用性能。
织物起毛起球的等级评定在生产质量控制和外贸检验方面显得尤为重要。
随着计算机技术在纺织行业的广泛应用,国内外许多研究人员利用计算机数字图像处理技术对该方面做了相关的研究。
在滤除纹理方面,HIS 等¨。
1运用腐蚀和膨胀的方法减少织物底纹所产生阴影的影响,但当纹理较复杂时极易造成毛球的误判;文献[3]采用傅里叶变换技术区域增长法找出峰点区域去除织物纹理;祝双武等H 。
对图像进行了局部直方图均衡化拉伸增强、均值滤波,但这2种方法都不能完全滤除织物纹理。
在毛球提取方面,文献[5—7]认为毛球图像的灰度呈高斯分布,对滤除纹理后毛球图像的直方图进行一维高斯拟合,但权系数需要根据不同的织物样品进行选取,否则会导致错误的判断结果。
本文首先采用计算机数字图像处理技术对精纺毛机织物起毛起球样照(光面GB/T 4802.3—2008《纺织品织物起毛起球性能的测定第3部分:起球箱法》)进行分析,统计样照中的毛球面积及其所占图像总面积比例,然后建立毛球面积比例与等级评定之间的关系,最后采用数字图像处理技术对实际织物进行分析评等,验证了方法的可行性。
纺织品抗起球测试方法比较织物的起毛起球是影响织物手感、外观和服用性能的重要因素之一,因此也一直是对外贸易中客户非常关注的性能指标。
现着重讨论国内外主要的织物抗起球测试原理和方法,以及影响织物起毛起球的关键因素和控制方法。
1.常见抗起球测试方法的比较1.1测试方法(1)Martindale 法(如:ISO 12945-2)试样在轻微压力下按照李萨如曲线摩擦,摩擦速度为47r/min,经特定转数后评定其起毛起球的程度。
本方法适用于多数织物,包括机织物,针织物和家纺织物等。
(2)ICI 起毛球箱法(如:ISO 12945-1)试样在聚氨酯塑料管[长(140+1)mm,外径(31.5+1)mm,壁厚(3.2+0.5)mm,重量(52.25+1)g]上,放入内腔衬有标准软木(3.2mm 厚)的起球箱内滚动,箱体转动速度为60+2 r/min,经过特定转数后评定其起毛起球程度。
(3)Atlas 随机滚动法(如:ASTM D3512)样品菱形取样,四周封边(若用粘合剂封边,需干燥2h 后测试),在内腔衬有标准软木的滚筒内随机滚动,经特定时间后评定其起毛起球程度。
1.2各测试方法要求(1)ISO 12945-2 Martindale 法ISO 12945-2 Martindale 测试法除室内装饰物之外的其他机织物或针织物,最少要转2000 r;2000r 时产生的毛球在7000 r 后可能被消除,所以7000 r 的实际结果与实际服用性能最接近。
(2)ISO 12945-1 ICI 起毛球箱法ISO 12945-1 ICI 起毛球箱法试验仪的转数:针织品为3h(10800r) 机织品为5h(18000r)。
(3)ASTM D3512 Atlas 随机滚动法表2 为ASTM D3512 Atlas 随机滚动测试法要求。
1.3各测试方法结果的评定(1)ISO 12945-2 Martindale 法评级时,需要把测试样和原样一同放置在评级箱内,测试样在左边,原样在右边,按照下表的文字描述评定试样的起球程度,其中5 级最好,1 级最差,如果出现两个级别之间的现象,应当给予半级(如:3~4级);评级时,视线需垂直于试样,试样和眼睛的距离为30cm 到50cm,光线入射角应为5~15°,评级时也可以比对标准样照,至少需要2 人对试样进行评定。
纺织品起毛起球不同试验方法的比较及评价Comparison and evaluation to different test methods of textile pilling resistance摘要:本文对国标《织物起毛起球性能的测定》中的圆轨迹法、马丁代尔法、起球箱法及随机翻滚法四种测定织物起毛起球性能的试验方法进行试验比较;并对其中包含多种测试条件的两个标准各种测试条件进行比较,从而分析产品标准中指标的合理性、试验方法的科学性及新旧标准的更替对产品标准的产生影响,并对方法标准和产品标准提出一些个人的建议。
Abstract:This paper compares the circular locus method,modified Martindale method,pilling box method and random rolling method in the GB/T 4802-2008 Textiles - Determination of fabric propensity for fuzzing and pilling. Based on the comparison of two standards which containing multi-conditions,analyses the rationality of the factors、the scientificity of the test method in the Product Standards and the influence of the Standards change. In the end, brings up some suggestions.关键词:织物;抗起毛起球性;标准;检测;比较;分析Key words:fabric;Pilling resistance;standard;test;compare;analysis织物的抗起毛起球性能是影响服装服用性能的一个重要因素。
织物起毛起球性能导读织物的抗起毛起球性能是影响服装性能的一个重要因素,服装面料起毛起球后会严重影响织物的外观性能。
起毛起球的机理织物表面的纤维因摩擦作用会产生毛茸,毛茸间相互纠缠并加剧纤维的抽拔,纠缠越来越紧形成球粒,若强力不足以抗衡受到的力则会脱落,否则留在布面上。
起毛起球考核方法:国内标准主要涉及4种方法。
1、圆轨迹法(GB/T 4802.1-2008)方法概述:取直径为113mm的圆形试样,测试面朝外安装在夹头上,磨台有两种材质的磨料,其中织物与尼龙刷摩擦起毛,与标准织物磨料摩擦起球。
根据织物类型选择相应的试验参数,列表如下:摩擦后,在规定光照条件下对照视觉描述对样品进行评级,可评半级。
1级最差,5级最好。
2、改型马丁代尔法(GB/T 4802.2-2008)多用于床上用品的起球试验方法概述:在规定的压力下,圆形试样以李莎茹图形的轨迹与织物本身或标准羊毛磨料进行摩擦,试样能够绕与试样平面垂直的中心轴自由转动。
不同织物选用相应的参数:经规定的摩擦阶段后,采用视觉描述的方式评定等级。
可评半级,1级最差,5级最好。
3、起球箱法(GB/T 4802.3-2008 )多用于含毛织物或仿毛织物的起球试验。
方法概述:将试样安装在聚氨酯管上,在具有恒定转速、衬有软木的木箱内任意翻转。
在没有协议或规定的情况下,建议粗纺织物翻转7200转(即2小时),精纺织物翻转14400转(即4小时)。
经过规定的翻转次数后,对起毛和(或)起球性能进行视觉描述评定。
可评半级,1级最差,5级最好。
4、随机翻滚法(GB/T 4802.4-2009)方法概述:将沿经纬向45°裁剪的正方形试样用粘合剂封住边缘后放入铺有软木衬垫的随机翻滚式起球箱中,并填有少量灰色短棉的圆筒状试验仓中,受叶轮和气压的作用随意翻滚摩擦,摩擦的过程涉及到试样与试样之间的摩擦以及试样与衬垫的摩擦。
30分钟后,在规定光源条件下,对起毛起球性能进行视觉描述评定。
织物起毛起球测试实验分析1、织物起毛起球研究的发展过程1. 1 起毛起球过程织物在服用过程中, 不断受到多种外力的摩擦作用, 在明显损坏前, 产生起毛起球现象。
织物的起毛起球过程可分为3个阶段: 起毛、纠缠成球、毛球脱落。
有些资料认为分4 个阶段: 毛茸的形成, 毛茸的纠缠, 毛球形成以及由于摩擦、洗涤等作用使毛球脱落。
1. 2 起毛起球机理织物表面的纤维受外部的摩擦作用, 首先被拉出形成圈环和绒毛, 即起毛阶段。
对短纤维而言, 当外部摩擦力大于纤维在纱内的抱合力时, 绒毛被拉出, 绒毛达到一定长度后, 相互纠缠成球, 随着绒毛的进一步缠结, 球体逐渐变紧, 当球体所受的摩擦负荷大于绒毛受到的来自纱线中的摩擦阻力时, 绒毛从纱线中抽拔出来, 球体脱落。
1. 3 起毛起球的影响因素1. 3. 1 纤维性能与纱线结构主要包括纤维的卷曲性、纤维细度、纤维长度、纱线捻度、纱线表面光洁度、纱线强力、抗弯性及耐磨性等对织成织物起球性能的影响, 目前以上因素对织物起球的影响已有大量的报道, 研究已经比较充分。
1. 3. 2 织物的组织结构到目前为止, 主要是研究织物的紧密性、表面平整性以及其他因素对织物起球的影响。
织物组织不同对织物的起毛起球影响很大, 比如平纹织物的交织点较多, 因此较斜纹织物不易起毛起球, 缎纹的抗起毛起球性最差, 针织物比机织物易起球。
1. 3. 3后整理提高织物抗起毛起球性的后整理措施主要表现在以下几方面。
( 1)染整工艺: 纱线或织物经染色及整理以后, 抗起毛起球性将产生较大的变化, 这与染料、助剂、染整工艺条件有关。
( 2)用有机胺或无机强碱对涤纶进行腐蚀, 降低纤维强力, 此法虽有效但不易控制。
( 3)强化烧毛工艺和热定形工艺, 其缺点是容易使织物失去丰满特性, 从而引起手感板硬粗糙。
( 4) 采用生物酶整理。
用纤维素酶改善棉织物表面, 以达到持久的抗起毛起球性, 并增加织物的光洁度和柔软度。
织物起毛起球测试方法标准间的差异分析近年来,织物加工质量的提高,大大提升了整个织物行业的发展和进步。
然而,织物由于起毛、起球等非理想现象而减弱了它们的美感和使用性能,因此,织物起毛起球的测试和评定工作显得尤为重要。
但是,检测标准的一致性却一直是行业的难点,因为各个地区和国家也会有不同的标准。
本文将通过分析不同地区和国家的织物起毛起球测试方法标准,来评价测试标准的一致性。
一、织物起毛起球测试方法及标准织物起毛起球是指织物表面绒毛的分泌,使其形成起毛现象,或者织物表面的绒毛相互摩擦,使其形成起球现象,从而减弱它们的美感和使用性能。
检测织物起毛起球的方法主要有摩擦法、拉拔法和压缩法等,不同的地区和国家也有不同的检测标准。
1. 中国中国的织物起毛起球检测标准是《织物起毛起球测试方法》GB/T4702.2,其中规定:摩擦法检测织物起毛起球时,采用手抚摩擦法,当织物上出现10平方厘米的起毛、起球或颜色改变时,即判定该织物不合格;拉拔法检测织物起毛起球时,把织物捆绑在试验绳上,以每分钟120次的连续拉拔次数,当出现10平方厘米的起毛、起球或颜色改变时,即判定该织物不合格;压缩法检测织物起毛起球时,将织物压缩至指定压力,重复地拉伸和压缩,当出现10平方厘米的起毛、起球或颜色改变时,即判定该织物不合格。
2.国美国的织物起毛起球检测标准是《AATCC Test Method 134: Flammability of Textiles》,其中规定:织物起毛起球检测方法以摩擦法为主,采取5种不同摩擦条件,包括手抚、滑筒、抽出拉伸、上下摩擦和左右摩擦,把织物的表面与其他织物或织物表面的棉绳、绒试管等强力摩擦一定的次数后,查看织物表面是否出现起毛、起球或色彩变化,如果有,判定该织物不合格。
二、不同地区和国家织物起毛起球测试方法标准的差异分析从上文中可以看出,中国和美国织物起毛起球检测方法及标准之间存在一定的差异,中国以手抚摩擦法进行测试,即一定的摩擦次数后判定不合格;而美国以5种不同摩擦条件进行测试,即出现起毛、起球或颜色改变时判定不合格。
标准集团(香港)有限公司
Standard International Group(HK) Limited 标准集团(香港)有限公司
织物起毛起球测试结果分析方法
织物的抗起毛起球性能的测试方法分为多种,如圆轨迹法、马丁代尔法、起球箱法和随机翻滚法,所用的测试仪器有滚箱式、乱翻式、马丁代尔、刷磨式等。
测试结果的分析方法有4种:计数法、计量法、样照对比法、坐标对比法。
计数法
计量法
样照对比法 坐标表示法 规定面积中的起毛起球个数
称量织物上及落下的毛球重
将起球后的织物与标准样进行对比,确定试样的起球程度,起球程度共分五级,级数越小表示织物起球越严重,级数越大表示抗起球性能越好
用纵坐标表示起球数、横坐标表示摩擦时间的起球曲线来分析起球程度及起球形成与脱落的速率
乱翻式起球测试仪依据美国标准ASTM 3512采用样照对比法评级,评级时,对照ASTM 起毛起球参考照片在评级箱中进行,试样放在左侧,照片放在右侧,光源光线的入射角为5~15°,观察视线与试样垂直。
同时,至少应有三人参与评级,各个级别的描述如下。
等级
描述 5 无起毛起球 4 表面轻微起毛起球 3 表面中度起毛起球 2 表面明显起毛起球 1
表面严重起毛起球。
纺织品起毛起球不同试验方法的比较及评价Comparison and evaluation to different test methods of textile pilling resistance摘要:本文对国标《织物起毛起球性能的测定》中的圆轨迹法、马丁代尔法、起球箱法及随机翻滚法四种测定织物起毛起球性能的试验方法进行试验比较;并对其中包含多种测试条件的两个标准各种测试条件进行比较,从而分析产品标准中指标的合理性、试验方法的科学性及新旧标准的更替对产品标准的产生影响,并对方法标准和产品标准提出一些个人的建议。
Abstract:This paper compares the circular locus method,modified Martindale method,pilling box method and random rolling method in the GB/T 4802-2008 Textiles - Determination of fabric propensity for fuzzing and pilling. Based on the comparison of two standards which containing multi-conditions,analyses the rationality of the factors、the scientificity of the test method in the Product Standards and the influence of the Standards change. In the end, brings up some suggestions.关键词:织物;抗起毛起球性;标准;检测;比较;分析Key words:fabric;Pilling resistance;standard;test;compare;analysis织物的抗起毛起球性能是影响服装服用性能的一个重要因素。
服装面料起毛起球会严重影响织物的外观性能。
因此,国内外均制定了多种方法对该项目进行考核。
2008年全国纺织品标准化技术委员会发布了GB/T 4802.1-2008《织物起毛起球性能的测定第1部分圆轨迹法》、GB/T 4802.2-2008《织物起毛起球性能的测定第2部分改型马丁代尔法》、GB/T 4802.3-2008《织物起毛起球性能的测定第3部分起球箱法》三个检测织物抗起毛起球性能的标准,分别替代各自1997年版的标准,新标准从2009年3月1日开始实施。
GB/T 4802.4-2009《织物起毛起球性能的测定第4部分随机翻滚法》于2009年6月19日获批准,将于2010年2月1开始实施。
本文根据这四种织物起毛起球性能的不同检测方法进行试验,并对结果进行比较,同时对有多种测试条件的测试方法进行测试条件的比较,分析各测试条件对测试结果的影响,从而分析标准中指标的合理性、试验方法的科学性及新旧标准的更替对产品标准产生的影响。
1四种检测方法的比较1.1四种检测方法试验原理和仪器设备的比较四种检测方法试验原理和仪器设备的比较具体见表1。
表1 四种检测方法试验原理和仪器设备的比较1.2对四项起球检测标准的试验分析比较选择精纺机织面料、半精纺机织面料、粗纺机织面料及针织面料四块具有代表性的织物作为测试样品进行以下试验:1同一测试方法不同测试条件的。
2同一面料四种标准的织物起毛起球性测试。
1.2.1包含多种测试条件的两个检测标准的实验结果分析1.2.1.1 GB/T 4802.1-2008圆轨迹法标准实验结果依据GB/T 4802.1-2008标准中的A~F六种试验条件,分别对精纺机织面料和半精纺机织面料进行测试。
具体实验条件见表2。
测试结果见表3。
表2 GB/T 4802.1-2008标准中的A~F六种试验条件参数表3 圆轨迹法不同试验参数类别的测试结果由表3可看出在六种试验条件中,A试验条件为圆轨迹法起球标准中最严重的测试条件;F试验条件为圆轨迹法起球标准中最轻的测试条件。
其他四种试验条件轻重程度居中。
同一块面料选择不同的测试条件,其起球测试结果最大相差1.5级左右。
1.2.1.2 GB/T 4802.2-2008马丁代尔法标准实验结果GB/T 4802.2-2008标准中试验条件包括负荷质量(415 g/155 g)、磨料(标准羊毛织物/织物本身)和摩擦次数(评级的6个阶段)。
根据这三个因素设计三种试验,分别为编号为1#:负荷质量为155g,磨料为织物本身,各评级阶段均进行评定;2#:负荷质量为415 g,磨料为织物本身,各评级阶段均进行评定;3#:负荷质量为415 g,磨料为标准羊毛织物,各评级阶段均进行评定。
利用上述三种试验条件对四块样品进行测试,分析比较三个因素对测试结果的影响。
具体测试结果见图1~图4。
图 1 试验结果(精纺机织面料)图2 试验结果(半精纺机织面料)图3 试验结果(粗纺机织面料)图4 试验结果(针织面料)从精纺机织面料(图1)、半精纺机织面料(图2)、针织面料(图4)的曲线图中可发现,2#试验的曲线几乎处于最低位置,3#试验居中,1#试验处于最高位置。
曲线处于越低位置说明起球越严重,对应试验的试验测试条件越重。
所以测试条件由重至轻的排列顺序为:2#、3#、1#。
即负荷质量为415 g,磨料为织物本身的测试条件最重,其次为负荷质量同为415 g,磨料为羊毛标准磨料的测试条件;负荷质量为155 g,磨料为织物本身的测试条件最轻。
经过分析可知,磨料为织物本身比磨料为标准羊毛织物更容易使织物起球,从2#和3#试验(负荷质量相同,磨料不同)可看出马丁代尔法起球试验中磨料为织物本身比磨料为标准羊毛织物更容易使织物起球;从1#和2#试验(磨料相同,负荷质量不同)可看出磨料为起球能力较重的标准羊毛磨料,而负荷质量不同,415g最重,而155g为最轻,可看出负荷质量的起球作用比磨料更大。
由以上四个图可看出,GB/T 4802.2-2008标准起球测试条件的负荷质量、磨料、起球摩擦次数对测试结果及变化趋势均有很大影响。
负荷质量对测试结果影响和磨料对测试结果影响均可达1级;而摩擦次数对测试结果影响可达 2.5级,且并非摩擦次数越多起球结果越差。
1.2.2四种起球测试方法的测试和结果比较结合三种面料的特征,根据四种起毛起球性能测试标准选择试验条件进行实验。
具体见表4。
表4 四种起毛起球性能测试试验条件比较测试结果具体见表5。
表5 四种起毛起球性能测试结果由表5可知:对于机织面料测试结果:圆轨迹法>随机翻滚法>=马丁代尔法。
对于针织面料测试结果:起球箱法>随机翻滚法>圆轨迹法=马丁代尔法,即圆轨迹法与马丁代尔法起球条件轻重相差无几,均较重,其次为随机翻滚法起球,最轻的为起球箱法起球。
同一块面料选择不同的试验方法,其测试的结果相差很大。
最严重的如半精纺机织面料的圆轨迹法与马丁代尔法的测试结果相差几乎接近2级。
而对于针织面料起球箱法测试结果比圆轨迹法或马丁代尔法要轻1级。
2试验方法探讨2.1圆轨迹法起球方法(1)GB/T 4802.1-2008标准中试验条件的选择分类不清晰,造成一块面料可能可选择多种试验条件或无条件可选择。
如该标准的A试验条件适用于运动服,B试验条件适用于合成纤维长丝织物,而对于采用合成纤维长丝织物制成的运动服则可采用A、B两种测试条件。
但对于纯化学短纤维制成的面料及纯棉、纯蚕丝等面料如参照该标准分类则无条件可选。
虽然该标准中作出备注:未列的其他织物可以参照表中所列类似织物或按有关各方商定选择参数类别。
但这样也给操作带来不确定性。
因此,建议对该标准的试验条件的适用织物类型进行更加清楚细致的分类,避免以上情况的发生。
(2)同一块面料选择不同的测试条件,其起球测试结果最大相差1.5级以上。
所以如果产品标准需选用该标准进行考核实验时,建议注明选用A~F试验条件中的何种条件进行测试,以使检测方法具有唯一性,检测结果有可比性,这样才能保证产品标准中的指标有意义。
(3)我国国标与行标间存在同一检测项目的检测方法不统一的问题。
如在针织运动服产品标准FZ/T 73007-2002中规定的试验条件为压力780 cN,起毛次数0次,起球次数600次,即GB/T 4802.1-2008标准中的E试验条件;但由于针织运动服较多都采用合成纤维长丝织物制成,在织物起毛起球性能测试标准GB/T 4802.1-2008中,合成纤维长丝织物的试验条件为压力590 cN,起毛次数50次,起球次数50次,即B试验条件。
这样就可能出现同一种面料在面料检测时合格,制成服装之后再检测变成了不合格的情况,因此建议国标与行标条件统一。
2.2 马丁代尔法起球方法(1)GB/T 4802.2-2008标准中对于非装饰织物的机织物和针织物的可选磨料为织物本身或羊毛织物磨料,但由于两种磨料测试结果存在差异,同时起球次数不同测试结果也不同。
所以建议如果产品标准有选用该标准进行考核试验时,应注明选用何种磨料和起球摩擦次数。
(2)FZ/T 62005-2003被、被套;FZ/T 62007-2003床单、FZ/T 62009-2003枕、垫类产品标准中均引用GB/T 4802.2考核产品的起毛起球性能。
但三个标准在引用GB/T 4802.2方法标准时均未注明标准日期,而产品标准的“规范性引用文件中”明确指明:凡不注日期的引用文件,其新版本适用于本标准。
但是GB/T 4802.2的新旧标准改动较大。
主要差别见表6。
表6 GB/T 4802.2的新旧标准主要差别从表6中可知,GB/T 4802.2的新标准无论从夹具内径、负荷质量、运动轨迹还是摩擦次数均有较大变化。
新标准中起球评级阶段有六个阶段可选,且上述三个床上用品的产品标准中起球次数均未指定,所以按2008年版新标准无法进行实验考核。
而如果摩擦起球次数参照1997年版旧标准选择1000次,由于试样夹具面积不同造成的试样与磨料的接触面积不同,同时负荷质量和运动曲线也不同,因而实验结果也是没有可比性的,产品标准中的考核指标失去了意义。
所以2008年版新标准代替1997年版旧标准后一些产品标准的起球无法考核。
建议对这些产品标准进行改进。
2.3 对部分产品标准中的起球项目考核指标或考核方法的建议同一块面料的起毛起球性能测试选择不同的试验方法,其测试的结果差异很大,所以应特别注意所选择的实验方法。
且由以上比对实验可知,针织面料起球箱法测试结果比圆轨迹法轻1级左右。
但一些产品采用起球箱法进行测试,但考核指标却与采用圆轨迹法测试相同,甚至更低,如表7所示。
表7 产品标准起球项目的考核指标及试验方法由上表可见毛针织品的考核指标相对较低,而测试方法却选用测试条件相对较轻的起球箱法,导致对毛针织品和低含毛混纺及仿毛针织品起球项目的考核过轻,造成这类产品虽然按产品标准考核合格,但实际穿着使用过程中经常出现较严重起球现象,影响服装的服用性能,因此建议提高毛针织品和低含毛混纺及仿毛针织品的起球项目的考核指标,或者变换该类产品标准中起球项目的测试方法。