企业诊断-主轴驱动系统的故障诊断与维修 精品
- 格式:ppt
- 大小:6.61 MB
- 文档页数:90
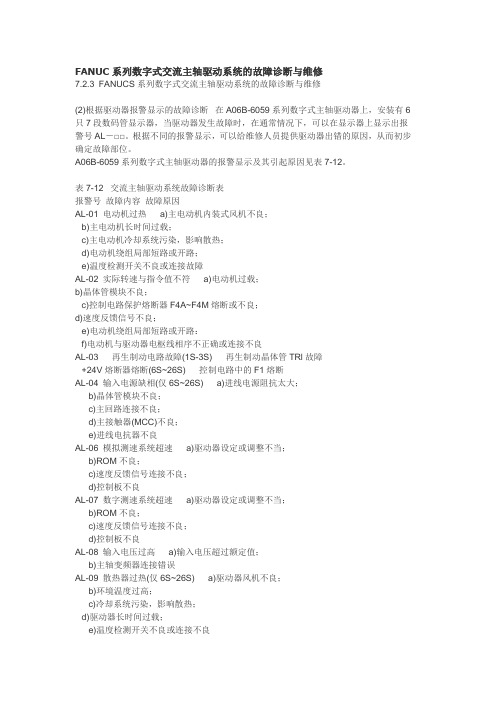
FANUC系列数字式交流主轴驱动系统的故障诊断与维修7.2.3 FANUCS系列数字式交流主轴驱动系统的故障诊断与维修(2)根据驱动器报警显示的故障诊断在A06B-6059系列数字式主轴驱动器上,安装有6只7段数码管显示器,当驱动器发生故障时,在通常情况下,可以在显示器上显示出报警号AL-□□。
根据不同的报警显示,可以给维修人员提供驱动器出错的原因,从而初步确定故障部位。
A06B-6059系列数字式主轴驱动器的报警显示及其引起原因见表7-12。
表7-12 交流主轴驱动系统故障诊断表报警号故障内容故障原因AL-01 电动机过热a)主电动机内装式风机不良;b)主电动机长时间过载;c)主电动机冷却系统污染,影响散热;d)电动机绕组局部短路或开路;e)温度检测开关不良或连接故障AL-02 实际转速与指令值不符a)电动机过载;b)晶体管模块不良;c)控制电路保护熔断器F4A~F4M熔断或不良;d)速度反馈信号不良;e)电动机绕组局部短路或开路:f)电动机与驱动器电枢线相序不正确或连接不良AL-03 再生制动电路故障(1S-3S) 再生制动晶体管TRl故障+24V熔断器熔断(6S~26S) 控制电路中的F1熔断AL-04 输入电源缺相(仅6S~26S) a)进线电源阻抗太大;b)晶体管模块不良;c)主回路连接不良;d)主接触器(MCC)不良;e)进线电抗器不良AL-06 模拟测速系统超速a)驱动器设定或调整不当;b)ROM不良;c)速度反馈信号连接不良;d)控制板不良AL-07 数字测速系统超速a)驱动器设定或调整不当;b)ROM不良;c)速度反馈信号连接不良;d)控制板不良AL-08 输入电压过高a)输入电压超过额定值;b)主轴变频器连接错误AL-09 散热器过热(仅6S~26S) a)驱动器风机不良;b)环境温度过高;c)冷却系统污染,影响散热;d)驱动器长时间过载;e)温度检测开关不良或连接不良AL-10 输入电压过低a)输入电压低于额定值的-15%:b)主轴变频器连接错误AL-11 直流母线过电压a)电源输入阻抗过高(见AL-04);b)驱动器控制板不良;c)再生制动晶体管模块不良;d)再生制动电阻不良AL-12 直流母线过电流a)逆变晶体管模块不良:b)电动机电枢线输出短路;c)电动机绕组局部短路或对地短路:d)驱动器控制板不良.AL—13 CPU报警(仅6S-26S) a)驱动器控制板不良;b)CPU内部数据出错AL-14 ROM故障(仅6S-26S) a)ROM安装故障:b)ROM不良:c)ROM版本、参数不匹配AL-15 附加电路板选件故障a)主轴切换电路/转速切换电路板不良:b)主轴切换电路/转速切换电路板连接不良AL-16-AL-23 主轴驱动器控制电路或接口电路故障a)驱动器控制板安装不良;b)驱动器控制板连接不良;c)驱动器接地连接不良;d)控制板不良无显示ROM故障a)ROM安装不良;b)ROM不良显示A 驱动器软件出错进行驱动器初始化测试注:驱动器的软件版本号可以从驱动器的控制板型号中查出,如控制板型号为A20B-10 03-0010/□□□,则其中的□□□即为软件版本号。

项目2 主轴驱动系统故障诊断与维修一、实训要求1.了解主轴驱动系统的工作原理。
2.掌握交流变频器的操作方法。
3.能对变频器进行参数设置及故障排除。
4.能分析和排除主轴常见故障。
二、实训设备4台FANUC 0i Mate-md数控维修铣床,2台GSK980TD数控维修车床,7台数控电气维修实验台。
三、实训必备知识1. 主轴驱动系统的工作原理及接线图2-1 GSK980TDA数控车主轴驱动变频器接线图图2-2 FANUC 0I MA TEMD数控铣主轴驱动变频器接线图 变频器的原理根据公式:n=60f/p 可知交流异步电机的转速与电源频率 f 成正比与电机的极对数成反比,因此,改变电机的频率可调节电机的转速。
通常我们为了保证在一定的调速范围内保持电动机的转矩不变,在调节电源频率 f 时,必须保持磁通Φ不变,由公式U≈E=4.44fWKΦ可知,Φ∝U/f 所以改变频率 f 时,同时改变电源电压U,可以保持磁通Φ不变。
目前大部分变频器都采用了上述原理。
用同时改变f和U 的方法来实现电机转速n的调速控制,并使得输出扭矩在一定范围内保持不变。
注:电机的极对数与转速V,U,W代表三相电机的每一相,电机内部共有3组线圈,每一组就是一相,出来两个线头,3相共出6个线头,分别按照一定的接法接到三相电源上。
一组线圈或一相包含多个线圈,但不会是单数的,因为它要组成南北两个极,而且在电机内部是对称的,例如图1,其中一相V,有两个线圈一个在上部一个在下部,两个线圈是串联的,通电时就产生两个磁极,图2的V相有4个线圈,也串联在一起,也是对称的,但它有4个极,这个图只是告诉大家线圈在电机内部的方位,和所谓的磁极对数。
第一个图每一相有南北两个极,就是一对磁极,磁极对数是1,通常叫它2极电机,转速最快。
极数越少,转速越快,对啊。
因为交流电的频率是50Hz,是指每一相1秒钟方向往返50次,三相不是同时往返,有一个次序的问题,但时间间隔是相同的,书本上说的是空间角度相差120度。
第四章主轴驱动系统的故障诊断与维修学习情境描述:数控机床的主轴驱动系统也确实是主传动系统,它的性能直截了当决定了加工工件的表面质量,它结构复杂,机、电、气联动,故障率较高,它的可靠性将直截了当阻碍数控机床的安全和生产率。
因此,在数控机床的修理和爱护中,主轴驱动系统显得专门重要。
修理人员依照修理单,到现场进行故障询问调查,确定修理方案、拟定修理工作打算、打算工时和费用;通过查阅数控机床PLC的相关显示界面和电路原理图、数控系统和就变频器说明书等修理资料,分析故障缘故;使用通用工具及万用表,检测判定故障部位,在机床现场快速排除故障,填写修理记录并交接验收。
学习任务:1、主轴不能转动故障修理2、主轴速度慢、主轴振动等故障修理3、变频器故障修理学习目标:1、学会数控机床修理方法:隔离法。
2、具备数控机床主轴系统的故障诊断能力和排除故障能力。
3、能使用所配置的主轴变频器及参数设置方法,会检测判定并修理变频器简单故障。
4、在故障诊断、检测及更换中能严格执行相关技术标准规范和安全操作规程,有纪律观念和团队意识,以合作方式拟定诊断与修理打算,并具备环境爱护和文明生产的差不多素养。
5、能撰写修理工作报告,总结、反思、改进工作过程。
学习内容:1、学习主轴系统的差不多构造和运行特点及工作原理。
2、学习数控机床主轴相关变频器的功能及使用方法、电气原理图、主轴装配图、气动系统图。
3、学习主轴相关梯形图并据此分析说明M、S功能、主轴正反转、倍率调剂等工作原理。
4、学习主轴相关参数含义及设置。
5、学习主轴故障修理流程图的画法。
完整的工作过程:获得信息(修理任务单、图纸、说明书等)——制订打算(缘故分析/确定流程/费用估算)——实施打算(检查与更换)——检查(自检、验收、总结与工作过程反馈);4.1 主轴相关知识数控机床主轴驱动系统是数控机床的大功率执行机构,其功能是同意数控系统(CNC)的S码速度指令及M码辅助功能指令,驱动主轴进行切削加工。
第9章学习情境七主轴驱动系统故障诊断与维修数控机床的主轴驱动系统的性能直接决定了加工工件的表面质量,主轴控制只是一个速度控制系统,实现主轴的旋转运动,提供切削过程中的转矩和功率,保证任意转速的调节,完成在转速范围内无级变速。
在具有C轴控制的主轴与进给伺服系统一样,为位置控制伺服系统。
完成主运1特别是具1.5机床,2率。
强3.具有4象限驱动能力要求主轴在正、反向转动时均可进行自动加、减速控制,并且加、减速时间要短。
目前一般伺服主轴可以在1s内从静止加速到6000r/rnin。
4.具有位置控制能力即具有进给功能(C轴功能)和定向功能(准停功能),以满足加工中心自动换刀、刚性攻丝、螺纹切削及车削中心的某些加工工艺的需要。
5.有较高的精度与刚度,传动平稳,噪音低数控机床加工精度的提高与主轴系统的精度密切相关。
为了提高传动件的制造精度与刚度,采用齿轮传动时齿轮齿面应采用高频感应加热淬火工艺以增加耐磨性,最后一级一般用斜齿轮传动,使传动平稳。
采用带传动时应采用齿型带。
为提高主轴组件的刚性,应采用精度高的轴承及合理的支撑跨距。
在结构允许的条件下,应适当增加齿轮宽度,提高齿轮的重叠系数。
变速滑移齿轮一般都用花键传动,采用内径定心。
侧面定心的花键对降低噪声更为有利,因为这种定心方式传动间隙小,接触面大,但需要采用专门的刀具和花键磨床加工。
6.良好的抗振性和热稳定性在长时间持续切削、加工余量不均匀、运动部件不平衡及切削过程中的自振等引起冲击力和交变力,会使主轴产生振动,影响加工精度和表面粗糙度,甚至损坏刀具和主轴系统中的零件,使其无法工作。
主轴系统的发热使其中的零部件产生热变形,降低传动效率,影响零部件之间的相对位置精度和运动精度,从而造成加工误差。
因此,主轴组件要有较高的固有频率,较好的动平衡,且1如果它的缺2否则,3小加工余4、220V、380V、V /f外公司为主,如西门子、安川、富士、三菱、日立等。
中档数控机床主要采用这种方案,主轴传动两档变速甚至仅一档即可实现转速在100~200r/min时车、铣的重力切削。