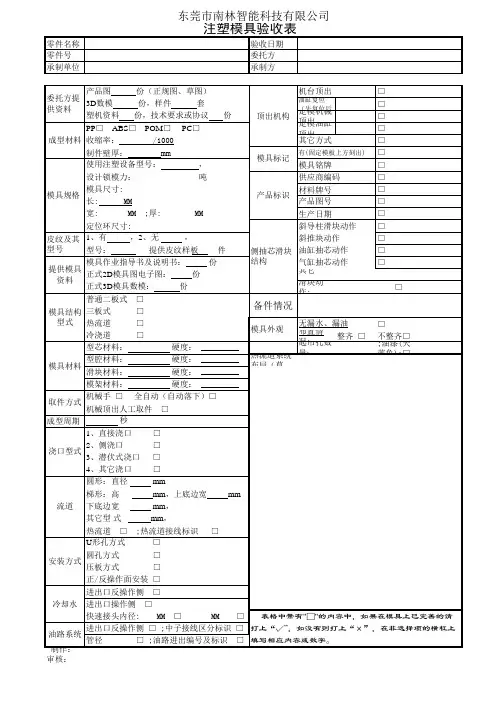
塑胶模具验收标准表格
- 格式:xls
- 大小:57.00 KB
- 文档页数:15
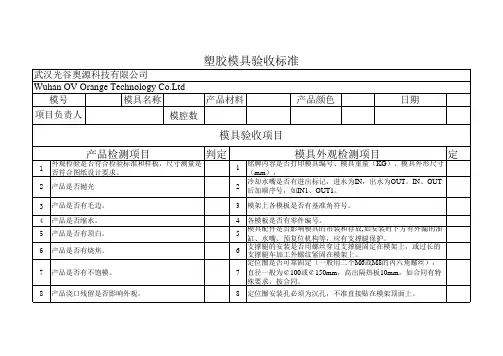
塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
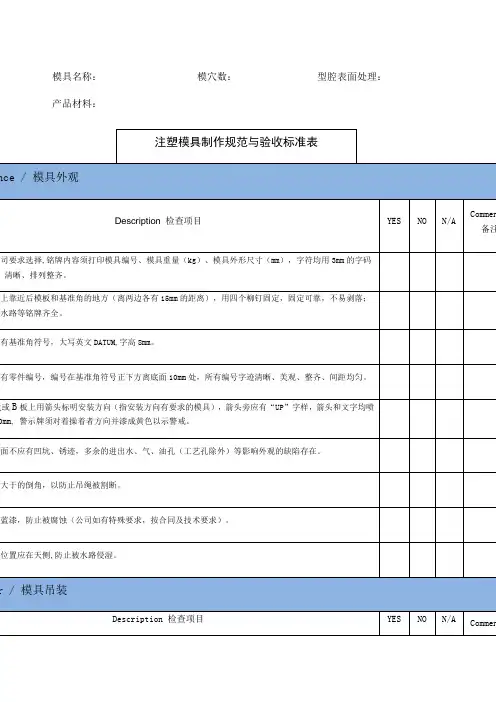
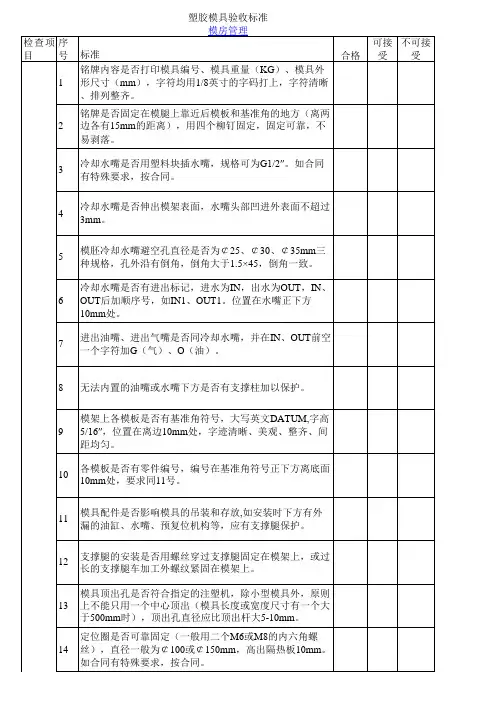
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑料注塑模具验收标准和表格塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。

塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1. 产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2. 熔接痕:一般圆形穿孔熔接痕长度不大于5mm ,异形穿孔熔接痕长度小于15mm ,熔接痕强度并能通过功能安全测试。
3. 收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4. 变型:一般小型产品平面不平度小于0.3mm ,有装配要求的需保证装配要求。
5. 外观明显处不能有气纹、料花,产品一般不能有气泡。
6. 产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D 文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7. 产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm 。
8. 产品配合:面壳底壳配合:表面错位小于0.1mm ,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1. 模具铭牌内容完整,字符清晰,排列整齐。
2. 铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3. 冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4. 冷却水嘴不应伸出模架表面。
5. 冷却水嘴需加工沉孔,沉孔直径为25mm 、30mm 、35mm 三种规格,孔口倒角,倒角应一致。
6. 冷却水嘴应有进出标记。
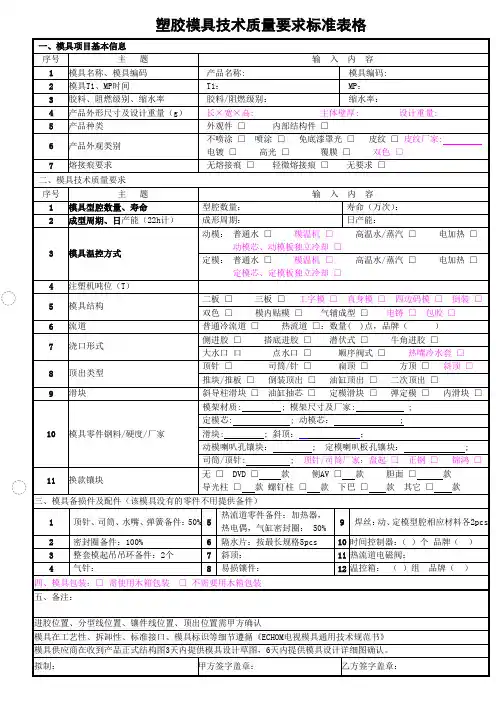
模具名称:模穴数:型腔表面处理:产品材料:otting per attached sketch/按下图所示的配合关系检查sembly lifter/装斜顶时的检查项目查项目品合格率:85%以上,附品管检查报告。
预验收须满足模具验收标准表合格项85%以上。
2.终管检查报告。
终验收须满足模具验收标准表合格项95%以上。
签名:年月日浇口及模胚制作参考标准常见浇口尺寸基本设计原则推荐如下:1. 点浇口:2. 扇形浇口:3. 潜伏式浇口:L= W=w=宽度 [mm]A= 型腔表面积 [ mm 2 ] n= 材料常数 for PE, PS30An L = ~ mmd = 浇口直径( mm )t = 零件壁厚( mm )A = 型腔表面积 ( mm 2 )dL t4At 0.206n d ⨯=4. 边缘浇口:5. 凸耳浇口:L = ~ mmh = n tWt L h30AnW=W=w= 浇口宽度 [mm]A= 型腔表面积 [ mm2 ]n= 材料常数for PE, PS30An30? ~15o ~W = 浇口宽度 ( mm )A = 型腔表面积 ( mm2 )n = 材料常数 material constantfor PE, PS6. 重叠式浇口:模架尺寸选择参考标准一、 注塑类模具镶块式模具的模架与镶件大小的选择,可参考下面的数据: 图4-146 模架尺寸的确定“A ”—表示镶件侧边到模板侧边的距离; “B ”—表示定模镶件底部到定模板底面的距离; “C ”—表示动模镶件底部到动模板底面的距离; “D ”—表示产品到镶件侧边的距离;30An L= ~ W=w= 浇口宽度 [mm] A= 型腔表面积 [ mm 2 ] n= 材料常数30An W= w= 浇口宽度 [mm] A= 型腔表面积[ mm 2 ] n= 材料常数for PE, PS“E”—表示产品最高点到镶件底部的距离;“H”—表示动模支承板的厚度(当模架为A型时)“X”—表示产品高度。
注塑模具验收标准目的:建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
1、模具结构部分(1)模具材料①模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
③啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
⑤啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
⑥斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
⑦如果客户指定应使用模具钢材时,模厂应满足客户要求。
(2)模具应具备结构①模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
②模具应安装合适的法兰圈,并开标准码模坑。
③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
④模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。
⑥行位结构。
²行位运动应畅顺,接触面应开油槽。
²行位上应安装使行位弹出作用之弹簧,并安装限位装置。
²在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
⑦顶出机构。
²顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。
²顶针机构应保证灵活、可靠、不发生错误动作。
²顶针、司筒顶面非平面时,顶针、司筒应定位。
塑胶部材料验收单一、验收单位:二、验收时间:三、材料名称:四、生产厂家:五、规格型号:六、数量:七、验收要求:本次验收主要针对塑胶部所需的材料进行,以下为详细验收要求:1.外观质量:(1)表面是否平整光滑,无明显凹凸、刮痕等;(2)颜色是否符合要求,无色差、色斑等;(3)无气泡、杂质等视觉缺陷。
2.尺寸精度:(1)长度、宽度、厚度等尺寸是否符合要求,无偏差;(2)孔径、孔距等尺寸是否符合设计要求。
3.强度试验:(1)破断强度:根据规格要求进行拉伸试验,是否达到预期强度;(2)弯曲强度:根据规格要求进行弯曲试验,是否达到预期强度;(3)冲击强度:根据规格要求进行冲击试验,是否达到预期强度。
4.热性能:(1)耐高温性能:根据规格要求进行高温暴露试验,是否能够在规定温度范围内长时间使用;(2)耐低温性能:根据规格要求进行低温暴露试验,是否能够在规定温度范围内长时间使用。
5.化学性能:根据规格要求进行化学试验,满足相应的化学性能指标。
6.环保性能:材料是否符合相关环保标准,无有害物质溢出,对人体无害。
七、评定标准:根据以上验收要求和实际情况,对材料的验收结果进行评定。
1.合格:材料在各项验收项目中均符合要求,无任何质量问题。
2.不合格:材料在项或多项验收项目中不符合要求,质量存在问题。
3.待定:材料在项或多项验收项目中尚未进行测试,需进行进一步检测。
八、验收结论:根据以上评定标准,对本次材料验收结果进行综合评定。
九、备注:如有其他需要备注的事项,请在此处说明。
以上为塑胶部材料验收单,供相关人员参考。
吸塑模具验收表1. 基本信息模具名称:____________模具类型:____________模具编号:____________模具制造单位:____________项目名称:____________项目编号:____________合同号:____________2. 检查项目及要求2.1 模具外观- 检查模具表面是否平整、无明显划痕或凹凸不平的情况。
- 检查模具边角部分是否清晰、无毛刺且没有破损情况。
- 检查模具颜色是否均匀、清晰且无色差。
- 检查模具是否存在焊接痕迹或螺栓痕迹。
2.2 模具尺寸- 根据设计要求,检查模具尺寸是否与设计图纸符合。
- 检查模具的长度、宽度和高度是否满足制品要求。
- 检查模具零件之间的配合是否紧密、无间隙。
2.3 模具功能性能- 依据使用要求,检查模具吸塑效果是否符合预期。
- 检查模具的封合性能是否良好,无渗漏的情况发生。
- 检查模具的开合动作是否平稳、无卡滞现象。
2.4 模具材质与加工工艺- 检查模具材质是否符合要求,并确认是否达到强度标准。
- 检查模具的加工工艺是否符合设计要求。
2.5 模具配套设备- 检查模具附件是否齐全,并检查其功能性能。
3. 验收结果模具验收结果:__________验收人员:__________验收时间:__________4. 备注(在此处填写任何其他相关信息或注意事项)注意:此份吸塑模具验收表为验收模具时的依据,必须全面、准确填写,并由验收人员进行签字确认。
任何不合格的项目必须在备注中详细说明,并按照约定进行修复或更换。
验收结果将根据本表中的检查项目和要求来确定。
注塑模具验收标准目的:建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
1、模具结构部分(1)模具材料①模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
③啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
⑤啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
⑥斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
⑦如果客户指定应使用模具钢材时,模厂应满足客户要求。
(2)模具应具备结构①模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
②模具应安装合适的法兰圈,并开标准码模坑。
③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
④模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。
⑥行位结构。
²行位运动应畅顺,接触面应开油槽。
²行位上应安装使行位弹出作用之弹簧,并安装限位装置。
²在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
⑦顶出机构。
²顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。
²顶针机构应保证灵活、可靠、不发生错误动作。
²顶针、司筒顶面非平面时,顶针、司筒应定位。
注塑模具验收标准目的:建立从模具结构、胶件质量及注塑成型工艺要求三方面认可模具的标准,据此对模具质量进行评估、打分,望不断提高模具质量;确保模具能正常投入生产,并生产出合格质量的胶件,满足产品设计的要求。
1、模具结构部分(1)模具材料①模胚各板材所用钢质不低于1050钢。
(相当于日本王牌钢)②胚司、边钉、回钉、中托司、中托边所用材料表面硬度不低于HRC60。
③啤ABS、HIPS料前模及前模镶件,用超级P20钢材(如718、M238等)。
后模用一般P20钢材(如MUP、M202等),后模镶件用1050~1055钢或材质更好的钢材。
④啤PC、POM、PE等腐蚀性材料前后模及其镶件均需用420钢材(如S136、M300、M310等)。
⑤啤镜面模具所用钢材为420钢材(如S136、M300、M310等)。
⑥斜顶、摆杆表面硬度不少于HRC35,推板表面硬度不少于HRC28。
⑦如果客户指定应使用模具钢材时,模厂应满足客户要求。
(2)模具应具备结构①模具标识:模胚外应按客户要求打上文字。
模胚内按客户指定位置打上P/N号、胶件牌号,一模多腔应打上模腔号,多镶件应按设计要求打上镶件编号。
②模具应安装合适的法兰圈,并开标准码模坑。
③三板模应安装扣锁并加锁钉,以及应安装拉料钩及水口板,先开弹圈。
④模具底板应开合格的顶棍孔,孔位置应符合顶出平衡要求。
⑤模具顶针板应装复位弹簧,合模时,前模板应先接触回针,否则模具应先安装复位机构(有行位结构的另行要求)。
⑥行位结构。
²行位运动应畅顺,接触面应开油槽。
²行位上应安装使行位弹出作用之弹簧,并安装限位装置。
²在高度方向运动之哈夫块共推出高度不能超过导滑槽长度的2/5。
⑦顶出机构。
²顶针设置应使胶件脱模时不产生永久变形、顶白、不影响塑胶件外观。
²顶针机构应保证灵活、可靠、不发生错误动作。
²顶针、司筒顶面非平面时,顶针、司筒应定位。
模具名称:模穴数:型腔表面处理:产品材料:签名:年月日浇口及模胚制作参考标准常见浇口尺寸基本设计原则推荐如下:1. 点浇口:L = 0.5 ~ 0.75 mm d = 浇口直径( mm ) t = 零件壁厚( mm )A = 型腔表面积 ( mm 2) n = 材料常数0.6 for PE, PS0.7 for POM, PC, PP 0.8 for CA, PMMA, PA 0.9 for PVCdL t4At 0.206n d ⨯=2. 扇形浇口:L= 1.3mmW=w=宽度 [mm]A= 型腔表面积 [ mm 2] n= 材料常數0.6 for PE, PS0.7 for POM, PC, PP 0.8 for CA, PMMA, PA 0.9 for PVC 澆口厚度h1=nt h2 = wh1/D t= 零件壁厚30 n3. 潜伏式浇口:W=w= 浇口宽度 [mm]A= 型腔表面积 [ mm 2] n= 材料常数0.6 for PE, PS0.7 for POM, PC, PP 0.8 for CA, PMMA, PA 0.9 for PVC 浇口厚度 h= nt t= 零件壁厚30An 30︒ ~15º ~ 25º4. 边缘浇口:5. 凸耳浇口:L = 0.5 ~ 0.75 mmh = n tWt L h30AnWW = 浇口宽度 ( mm )A = 型腔表面积 ( mm2 )n = 材料常数 material constant 0.6 for PE, PS0.7 for POM, PC, PP0.8 for CA, PMMA, PA0.9 for PVCh = 浇口厚度t = 零件壁厚6. 重叠式浇口:30An L= 0.5~0.75mm W= w= 浇口宽度 [mm]A= 型腔表面积 [ mm 2] n= 材料常数0.6 for PE, PS0.7 for POM, PC, PP 0.8 for CA, PMMA, PA 0.9 for PVC 浇口厚度h1 = n t h2 = 0.9 t t= 零件壁厚30An W=w= 浇口宽度 [mm]A= 型腔表面积[ mm 2] n= 材料常数0.6 for PE, PS0.7 for POM, PC, PP 0.8 for CA, PMMA, PA 0.9 for PVC 浇口厚度= nt 浇口长度L1 = 0.5~0.75 L2 = h+( w/2 ) t= 零件壁厚模架尺寸选择参考标准一、注塑类模具镶块式模具的模架与镶件大小的选择,可参考下面的数据:图4-146 模架尺寸的确定“A”—表示镶件侧边到模板侧边的距离;“B”—表示定模镶件底部到定模板底面的距离;“C”—表示动模镶件底部到动模板底面的距离;“D”—表示产品到镶件侧边的距离;“E”—表示产品最高点到镶件底部的距离;“H”—表示动模支承板的厚度(当模架为A型时)“X”—表示产品高度。