塑胶模具验收标准
- 格式:xls
- 大小:52.50 KB
- 文档页数:8

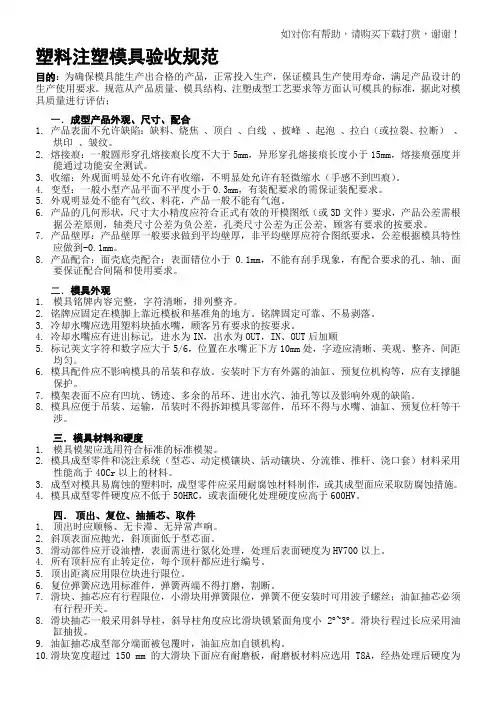
四川德铭电子科技有限公司塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T ~—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
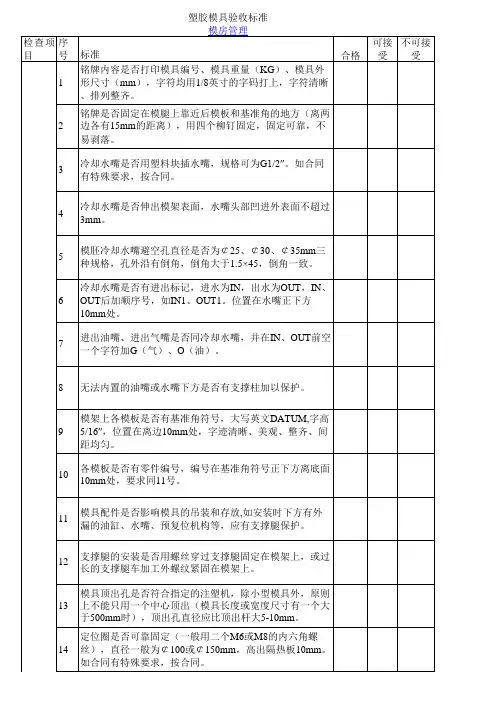
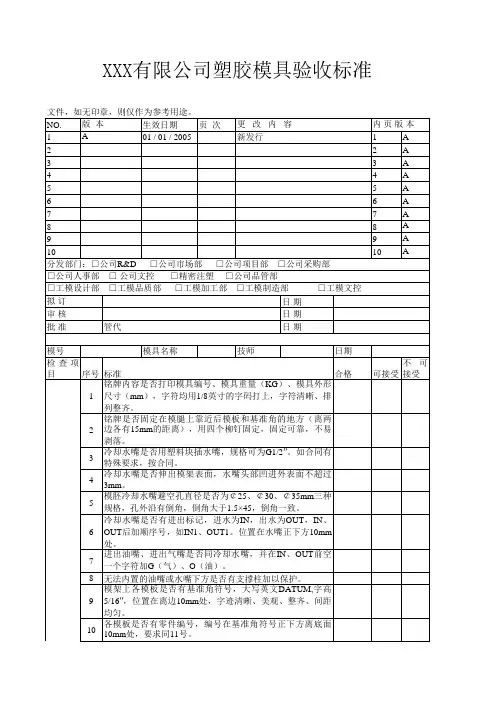
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑料注塑模具验收标准和表格塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑胶制品的质量标准及检验方法塑胶制品广泛应用于工业、建筑、家居、家电等领域,其质量标准和检验方法对于保证产品质量、确保用户使用安全至关重要。
以下为塑胶制品的质量标准及检验方法,以供参考。
一、质量标准1. 外观质量:塑胶制品的外观应保持整洁、光滑,表面无明显划伤、气泡、变色等缺陷。
2. 尺寸精度:塑胶制品的尺寸应符合规定的尺寸公差,尺寸公差的大小取决于具体的产品和用途。
3. 力学性能:塑胶制品的力学性能包括拉伸强度、弯曲强度、冲击强度等。
不同的塑胶材料对应着不同的力学性能指标,需要根据具体材料选择相应的标准进行检验。
4. 耐热性:塑胶制品应具有一定的耐热性,以保证在高温环境下不发生变形、熔化等现象。
常见的检验方法包括热变形温度、承受高温环境下的重量变化等。
5. 耐磨性:塑胶制品应具有一定的耐磨性,以保证在长时间使用过程中不易磨损或破碎。
常见的检验方法包括耐磨性试验机、耐磨性杯法等。
6. 耐候性:塑胶制品应具有一定的耐候性,以保证在室外长时间使用过程中不易老化、褪色等现象。
常见的检验方法包括紫外线老化试验、人工气候老化试验等。
7. 化学性能:塑胶制品在特定环境下应具有一定的耐化学性,以保证在特殊使用环境下不发生变化或腐蚀。
常见的检验方法包括耐环境介质试验、耐酸碱试验等。
8. 环境友好性:塑胶制品应符合环保要求,遵循国家和行业相关标准,比如符合RoHS指令的限制物质含量要求。
二、检验方法1. 外观检验:通过目测和触摸检查外观是否符合要求,主要检查表面是否平整、无划痕、气泡等缺陷。
2. 尺寸检验:使用卡尺、测量仪器等工具测量产品的尺寸,与标准尺寸进行比较,检验是否在公差范围内。
3. 力学性能检验:使用拉力试验机、弯曲试验机、冲击试验机等设备对塑胶制品进行相应的试验,检测其强度和硬度等力学性能指标。
4. 耐热性检验:将塑胶制品置于高温环境下,观察是否发生变形、熔化等现象,或使用热变形温度试验仪进行检测。
5. 耐磨性检验:使用耐磨性试验机对塑胶制品进行摩擦试验,或使用耐磨性杯法进行试验,检验其耐磨性能。
优质参考文档塑料塑胶模具验收标准一、成型产品外观、尺寸、协作1、产品外表不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白〔或拉裂、拉断〕、烘印、皱纹。
2.、熔接痕:一般圆形穿孔熔接痕长度不大于 5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3、收缩:外观面明显处不允许有收缩,不明显处允许有稍微缩水〔手感不到凹痕〕。
4、一般小型产品平面不平度小于 0.3mm,有装配要求的需保证装配要求。
5、外观明显处不能有气纹、料花,产品一般不能有气泡。
6、产品的几何外形,尺寸大小精度应符合正式有效的开模图纸〔或 3D 文件〕要求,产品公差需依据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7、产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差依据模具特性应做到-0.1mm。
8、产品协作:面壳底壳协作——外表错位小于 0.1mm,不能有刮手现象,有协作要求的孔、轴、面要保证协作间隔和使用要求。
二、模具外观1、模具铭牌内容完整,字符清楚,排列整齐。
2、铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定牢靠、不易剥落。
3、冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4、冷却水嘴不应伸出模架外表。
5、冷却水嘴需加工沉孔,沉孔直径为 25mm、30mm、35mm 三种规格,孔口倒角,倒角应全都。
6、冷却水嘴应有进出标记。
7、标记英文字符和数字应大于 5。
8、位置在水嘴正下方 10mm 处,字迹应清楚、美观、整齐、间距均匀。
9、模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
10、支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
11、模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
优质参考文档12、定位圈应固定牢靠,圈直径为 100mm、250mm 两种,定位圈高出底板10~20mm。
塑料模具验收技术标准1.0目的通过标准化的验收方式,保证模具在生产时制品品质的稳定性,满足产品设计的生产使用要求,规范从产品质量,模具结构,注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估。
参照标准:GB/T 12554-2006塑料注射模技术条件GB/T4169.1-4169.3-2006注射模零件GB/T12556-2006塑料注射模模架技术条件GB/T14486-2008塑料模塑件尺寸公差2.0范围适用于本公司所有注塑模具。
3.0程序3.1塑胶模具验收标准3.2模具材料1)模具模架应选用符合标准的标准模架。
2)模具成型零件和浇注系统(型芯、动定模镶块、活动镶块、分流镶块、分流锥、推杆、浇口套)材料采用性能高于10Cr以上的材料。
3)成型对模具易腐蚀的塑料时,成型零件应采用耐腐蚀材料制作,或其成型面应采取防腐蚀措施。
4)模具成型零件硬度应不低于20HRC,匮乏表面硬化处理硬度应高于600HV.5)标准件按专业标准件生产商所提供的材料和硬度规格执行。
3.3模具结构3.3.1模胚外应按图纸要求打上模号,一模多穴的模具,型腔内按指定位置刻上穴号,多镶件应按设计要求打上镶件编号。
3.3.2前模进胶口处,加法兰圈便于架模。
三板模应安装扣锁或者开闭器以及拉料钩和水口板。
3.3.3后模底板就开通顶棍过孔,孔位置应符合顶出平衡要求,加装极限顶出限位装置,底板上应均匀设置垃圾钉,垃圾钉高度应一致。
保证试模时脱模要顺,试模时不能往模腔内喷脱模剂。
3.3.4模具顶针板应装复位弹簧,当顶针位于滑块下时,顶针板必须安装机械复位装置,合模时前模板应先接触回针,否则模具应装复位机构(有滑块结构的另行要求)。
3.3.5滑块结构:1)滑块运动要畅顺,接触面应开油槽。
2)滑块上应安装使滑块弹出作用的弹簧或斜导柱,并安装限位装置。
3.3.6浇道1)浇口套应该尽可能的短,斜度1-2.浇道:浇口处最小流道直径为T+1mm2)自浇口处回溯,每一次分流,浇道直径增加25%3)冷料井须与浇道同一方向,冷料井长≥D浇道直径,浇道转折处须有R>1, 4)在可能情况下,应采取平衡浇道3.3.7浇口1)浇口应该位于零件厚肉部位,浇口不应位于受力点2)浇口位置选择不应使受力位置产生较短之熔接痕3)浇口选择须考虑排气的顺利,浇口选择应考虑零件外观4)浇口设置应使进入模穴的熔胶冲击于模壁或芯销上3.3.8排气1)排气开在熔化树脂流动之末端,或熔化树脂流动之转弯处,滑块处和顶针处。
四川德铭电子科技有限公司塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑料注塑模具验收规范目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;一.成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二.模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴应有进出标记, 进水为IN,出水为OUT,IN、OUT后加顺5.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
6.模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、预复位机构等,应有支撑腿保护。
7.模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以及影响外观的缺陷。
8.模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得与水嘴、油缸、预复位杆等干涉。
塑料注塑模具验收标准公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-四川德铭电子科技有限公司塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169.1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
塑胶模具验收计划一、背景介绍塑胶模具是塑料制品生产过程中必不可少的零部件,它直接影响着塑料制品的质量和生产效率。
因此,对塑胶模具的验收工作显得尤为重要。
本文将对塑胶模具验收计划进行详细的介绍和分析。
二、验收目的1. 确保塑胶模具的质量符合产品生产的要求;2. 确保塑胶模具的准确性和稳定性;3. 为生产提供可靠的技术支持。
三、验收计划1. 验收内容(1)外观检查:通过目视检查塑胶模具的整体外观,包括表面光洁度、无裂痕、毛刺等;(2)尺寸检查:使用尺具、千分尺等工具检查模具的尺寸是否符合设计要求;(3)材料检查:检查模具所选材料的成分和质量是否满足要求;(4)硬度检查:通过硬度测试仪等工具对模具的硬度进行检测;(5)装配检查:对模具的各个部件进行装配检查,确保装配的精度和稳定性;(6)运行试验:对模具进行运行试验,检查其在正常使用情况下的性能。
2. 验收流程(1)验收准备:确认验收人员、工具设备等;(2)外观检查:对模具的外观进行检查;(3)尺寸检查:使用相应的工具对模具的尺寸进行检查;(4)材料检查:对模具的材料进行检查;(5)硬度检查:对模具的硬度进行检测;(6)装配检查:对模具进行装配检查;(7)运行试验:对模具进行运行试验。
3. 验收标准(1)外观检查:表面光洁度≤Ra0.8,无裂痕、毛刺等;(2)尺寸检查:尺寸偏差≤0.02mm;(3)材料检查:符合设计要求的材料成分和质量;(4)硬度检查:硬度符合规定范围;(5)装配检查:装配精度≤0.01mm,装配稳定性良好;(6)运行试验:运行平稳、无卡滞现象。
四、验收人员及责任1. 验收人员分工(1)外观检查:质量部门人员;(2)尺寸检查:生产部门人员;(3)材料检查:材料部门人员;(4)硬度检查:技术部门人员;(5)装配检查:维修部门人员;(6)运行试验:操作人员。
2. 验收责任(1)外观检查:确认模具表面光洁度、无裂痕、毛刺等;(2)尺寸检查:确认模具尺寸是否符合设计要求;(3)材料检查:确认模具所选材料的成分和质量是否满足要求;(4)硬度检查:确认模具的硬度是否符合规定范围;(5)装配检查:确认模具的装配精度和稳定性;(6)运行试验:确认模具在正常使用情况下的性能。
四川德铭电子科技有限公司塑料注塑模具验收标准目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T 12554—2006塑料注射模技术条件GB/T 4169。
1~4169.23—2006注射模零件GB/T 12556—2006塑料注射模模架技术条件GB/T 14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、皱纹。
2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。
4.变型:一般小型产品平面不平度小于0。
3mm,有装配要求的需保证装配要求。
5.外观明显处不能有气纹、料花,产品一般不能有气泡。
6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到—0。
1mm.8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐.2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落.3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面.5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
塑料模具验收规范明门塑料模具验收规范1.目的1-1.模具之设计制作能体现零件原有的设计特色及使用功能,并能符合成型质量所要求之形状及尺寸精度.1-2.使成型品后加工减至最少.1-3.模具构造能有良好的成型效率,即模具构造能使充填容易,冷却均匀而有效.1-4.模具构造坚固耐久且磨耗损失少,可耐长时间运转而不发生故障.1-5.模具结构需有良好保护装置,使其在运作中不会被损坏.1-6.对公司的模具运作有效的管理及维护保养.2.0范围:公司所有射出成型模具皆属之3.0验收注意事项:3-1.验收试模时,验收工程人员必须在场3-2.验收试模时,切忌喷脱模剂3-3.验收试模时,至少有 50 模连续运作无故障之动作4.0模具验收细则4-1.零件4-1-1.R 角(附图 1)4-1-1-1.类肋骨:R 典型=0.6t Rmin=0.25t4-1-1-2.边隅:内侧R=0.5t外侧R=1.5t塑料模具验收规范4-1-2.平均肉厚:肉厚变化范围在 20%以内.(最大比最小)4-1-3.合模线:公母模吻合严密,对合面不可有毛边4-1-4.不得存在逆斜度(零件本身设计除外)4-2.浇道4-2-1.衬套:SR=喷嘴头 Sr+1mm4-2-2.竖浇道:竖浇口: 5.0~5.5mm斜度1~2∘(见附图2)4-2-3.浇道:浇口处最小流道直径为 T+1mm自浇口处回溯,每一次分流,浇道直径增加 25%冷料井须与浇道同一方向,冷料井长≧D 浇道直径.浇道转折处须有 R>1,在可能情况下,应采取平衡浇道(见附图 3)备注:该部位数据为理论数据,可根据模具及零件的实际情形予以妥协.4-3.浇口4-3-1.方型浇口:高:0.5t宽:1-2 倍的高长度<1mm(见附图 4)4-3-2.圆型浇口:直径 0.5~0.6t长度<1mm4-3-3.潜伏式浇口:长隧道:角度<30∘短隧道:角度不重要(见附图5)塑料模具验收规范(角度之大小以浇道顺利剥离模具为宜) 4-3-4.浇口位置4-3-4-1.浇口应该位于零件厚肉部位4-3-4-2.浇口不应位于受力点4-3-4-3.浇口位置选择不应使受力位置产生较短之熔接痕4-3-4-4.浇口选择须考虑排气的顺利4-3-4-5.浇口选择应考虑零件外观4-3-4-6.浇口设置应使进入模穴的熔胶冲击于模壁或芯销上注:以上6点若无法全部满足,则以零件的实际使用情形来决定要首选考虑的点4-4.排气4-4-1.位置4-4-1-1.熔融树脂流动之末端4-4-1-2.熔融树脂流动之转弯处4-4-1-3.滑块处塑料模具验收规范4-4-1-4.顶针处4-4-2.排气系统(见附图 6)4-4-2-1.排气槽深度(浇道部分深度可为下列数值的 2 倍)高流动 Delrin:0.03mmGRDelrin:0.05mmZYTEL101L:0.02mmGRZYTEL:0.02~0.03mm4-4-2-2.排气槽长度<1mm4-4-2-3.排气道深度 0.8mm4-4-2-4.排气道长度:必须通至模外4-5.模具结构4-5-1.顶出机构之动作,不可对成型品造成破坏(脱模要顺)注:在验收该部分试模时,模具不可喷脱模剂.塑料模具验收规范4-5-2.侧向心型不可与顶出机构,回位销冲突注:该部分应有保护装置,使其不会产生碰撞,建议之顶针板预复位机构见附页,或设置回位开关并接于机台之顶针中止,则顶针不退,不会合模.4-5-3.顶针顶端之表面处理应与零件相同,顶针不可凸起或凹下零件表面超过0.1mm.4-5-4.所有的滑动心型与公母模吻合严密,不可产生毛边.注:防止毛边产生之心型设计见附页4-5-5.为防止灰尘、塑料碎屑附于模具致使顶针板复位不准确,须于模具上配置垃圾钉(见附页)4-5-6.冷却管路:4-5-6-1.水路畅通注:可以风栓对进口吹,于出口处以手心阻挡,若能明显感受风压则为OK.4-5-6-2.冷却管道密封,不可漏水,漏油.4-5-6-3.须能有效分散模具成型时热量注:以常温水流通时,模腔温度不可超过50℃.4-5-6-4.水路设计须使模具能均匀散热,公母模腔各点之温差不超过 10℃.4-6.图号、模号及模具外之标记4-6-1须于零件部分做模号、图号标记.4-6-2在模具组合中,若有固定之搭配或放置时有方向性之部分,须做标记.塑料模Array具验收规范塑料模具验收规范核准:审核:。
注塑模具验收标准注塑模具是注塑成型工艺中不可或缺的重要工具,其质量直接影响着产品的成型效果和生产效率。
为了确保注塑模具的质量,提高产品的一致性和稳定性,制定了一系列的验收标准。
本文将从模具的外观、尺寸、材料、加工精度等方面介绍注塑模具的验收标准。
首先,对于注塑模具的外观要求,应该检查模具表面是否有明显的磨损、划痕、氧化等情况,模具的表面应该光滑平整,无明显的瑕疵。
其次,对于模具的尺寸要求,需要通过专业的测量工具对模具的尺寸进行检测,确保其尺寸精度符合设计要求。
同时,还需要检查模具的各个零部件之间的配合间隙,确保其配合间隙的精度和平行度符合要求。
另外,对于注塑模具的材料要求也是非常重要的。
模具的材料应该符合设计要求,具有足够的强度和硬度,以保证模具在长时间的使用中不会出现变形或损坏。
此外,还需要对模具的材料进行化学成分分析,确保其材料的质量符合标准要求。
在注塑模具的加工精度验收中,需要对模具的加工工艺进行全面的检查。
首先,需要对模具的加工精度进行测量,包括平面度、圆度、度量、轴向度等各项指标的检测,确保模具的加工精度符合设计要求。
同时,还需要对模具的加工工艺进行全面的检查,包括模具的加工工艺流程、加工设备、加工工艺参数等方面的验收。
此外,还需要对注塑模具的使用性能进行全面的检测。
包括模具的开合次数、模具的使用寿命、模具的冷却效果等方面的验收。
通过对模具的使用性能进行全面的检测,可以有效地评估模具的使用寿命和稳定性。
总之,注塑模具的验收标准是确保模具质量的重要手段,只有严格按照验收标准进行检测,才能保证模具的质量符合要求,从而提高产品的一致性和稳定性。
希望本文对注塑模具的验收标准有所帮助,谢谢阅读!。