摩登舞的“旋转”动作的原理与方法
- 格式:doc
- 大小:30.50 KB
- 文档页数:2
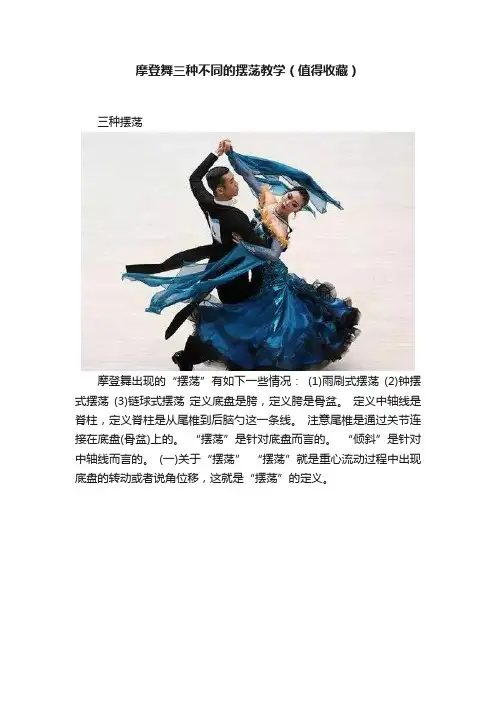
摩登舞三种不同的摆荡教学(值得收藏)三种摆荡摩登舞出现的“摆荡”有如下一些情况:(1)雨刷式摆荡(2)钟摆式摆荡(3)链球式摆荡定义底盘是胯,定义胯是骨盆。
定义中轴线是脊柱,定义脊柱是从尾椎到后脑勺这一条线。
注意尾椎是通过关节连接在底盘(骨盆)上的。
“摆荡”是针对底盘而言的。
“倾斜”是针对中轴线而言的。
(一)关于“摆荡” “摆荡”就是重心流动过程中出现底盘的转动或者说角位移,这就是“摆荡”的定义。
我们来考察底盘的角位移。
理论力学把刚体的位移分为线位移和角位移两大类。
通俗的理解,线位移就是无转动的位移,就是组成刚体的所有质点的运动轨迹都相同。
通俗的理解,角位移就是转动。
转动总是要有一条转轴,刚体是绕转轴发生转动或者说发生角位移。
底盘可以在三个正交方向发生转动或者说发生角位移。
建立如下三维坐标系:通过两个髋关节的一条直线,是底盘的左右方向的水平轴,底盘可以绕这样一个转轴发生转动或者说角位移。
中轴线是底盘的铅直轴,底盘可以绕这样一个转轴发生转动或者说角位移。
垂直于底盘而且穿过肚脐的一条直线,是底盘的前后方向的水平轴,底盘可以绕这样一个转轴发生转动或者说角位移。
摩登舞中出现的“摆荡”有如下一些情况: (1)链球式摆荡底盘以通过两个髋关节的一条直线为转轴发生的转动或者说角位移,叫做链球式摆荡,摩登舞中的链球式摆荡出现在低位前进和低位后退也就是每一个小节的第一步。
不过这里我要指出一点:在低位前进中的链球式摆荡。
链球式摆荡出现在前后方向上。
注意链球式摆荡没有高低胯。
(2)钟摆式摆荡底盘以垂直于它自身而且穿过肚脐的一条直线为转轴发生的转动或者说角位移,叫做钟摆式摆荡。
钟摆式摆荡的特征是出现“高低胯”,也就是胯的左右两侧总是一侧高,一侧低。
华尔兹方步的第二步就是钟摆式摆荡。
钟摆式摆荡出现在左右方向上。
但是需要指出,并非单纯的左右方向亦即并非单纯的横向,而是伴随着有一点不大的前后方向,所以是斜向摆荡。
(3)雨刷式摆荡在外侧位,尤其是外侧位的女士,经常出现雨刷式摆荡。
摩登舞力学原理摩登舞力学原理是一种流行的舞蹈形式,它结合了摩登舞和物理学原理。
摩登舞力学原理将物理学原理引入舞蹈中,通过身体的力学运动来展示舞者的技巧和艺术表演。
在这篇文章中,我将详细介绍摩登舞力学原理,并解释它是如何运用物理学原理来创作和演绎舞蹈的。
首先,让我们先了解一下摩登舞的概念。
摩登舞起源于20世纪初的美国,它是一种富有创造力和独特风格的舞蹈形式。
摩登舞强调舞者的自由表达和个人风格,注重舞者与音乐的配合,以及舞者之间的互动。
摩登舞不仅注重舞技的训练,更注重舞者的内心感受和情感表达。
在摩登舞力学原理中,舞者运用物理学原理来增强舞蹈的动态效果。
主要的物理学原理包括重力、动量和角动量这三个基本概念。
通过充分理解和运用这些原理,舞者可以展示出更加动感和流畅的舞蹈动作。
首先,重力是摩登舞力学原理中最基本的概念之一。
舞者通过合理利用重力来创造动态的舞蹈效果。
舞者可以利用重力的作用,让身体在空中自由飞翔或迅速下落,展现出独特的舞蹈魅力。
例如,舞者可以通过跳跃和蹦跳等动作来利用重力,使身体在空中旋转或折叠,创造出独特的舞蹈动作。
其次,动量是摩登舞力学原理中另一个重要的物理学概念。
动量可以用来描述舞者运动的力度和速度。
舞者可以通过改变自己的动量来产生不同的舞蹈效果。
例如,舞者可以通过快速旋转来增加自己的动量,展示出动感十足的舞蹈动作。
舞者还可以利用动量的守恒定律,通过进行接触和交互的动作来传递动量,创造出连贯而有力的舞蹈动作。
最后,角动量是摩登舞力学原理中的另一个重要概念。
角动量可以用来描述身体围绕自身轴心旋转的力度和速度。
舞者可以通过改变身体的角动量来展示出独特的舞蹈技巧。
例如,舞者可以通过扭动身体和利用手臂的角动量来展示出旋转和旋转的舞蹈动作。
舞者还可以利用角动量的守恒定律,通过身体的旋转和转动来保持平衡和稳定,展示出舞蹈的优雅和灵动。
综上所述,摩登舞力学原理通过运用物理学原理来创作和演绎舞蹈。
通过合理利用重力、动量和角动量这些物理学概念,舞者可以展示出更加动感和流畅的舞蹈动作。
摩登舞的学习技巧有哪些摩登舞是体育舞蹈比赛中的一个项目群,那么小孩子学习摩登舞的话需要注意哪些技巧呢?接下来小编为大家介绍摩登舞的学习技巧有哪些,一起来看看吧!摩登舞的学习技巧1、纵向牵引技巧亦谓体态要求。
即全身松弛状态下寻找一种头顶天花板的挺拔感觉,一种沿腰椎、颈椎直达头顶的纵向牵引效应,收腹展胸,背部平整收缩,腰胯上拉,肩部松沉,膝盖向内,垂直地面,对摩登舞而言,还有两点特殊要求:一是手臂握持,环绕的构架永不变形;二是头部略向左,上身略后倾。
2、平面牵引技巧这是实现重心转移的关键。
其要领是无论向前向后向左向右,都以腰胯发力带动腿脚:脚随身动,身到脚到,身随胯动,胯到身到。
即使身脚同时到,但脚随身动还是身随脚动不同的意识会带来绝然不同的效果,只有脚随身动,才会产生龙(蛇)摆尾和行云流水般的效应。
一些人跳舞多年,为什么还是“会踩脚”、“怕踩脚”,就是因为身随脚动。
3、不露痕迹技巧这是重心转移的高境界。
其要领是脚底内侧着力,避免双脚同时承担体重,尽量缩短双脚分担重心的时间,看不出单脚到双脚,双脚到单脚重心交替的痕迹。
即使遇到并步,也是由并拢脚到位后的最后一刹那(华尔兹),或最初一瞬间(探戈)完成的。
4、全脚滚动技巧所谓滚动是指人体重心集中点在脚底位置的移动过程,无论脚尖滚向脚跟还是脚跟滚向脚尖,都应流畅和平稳,不得只用脚掌。
这种滚动的意识还应有膝关节柔韧性配合,呈现一种只见人体流动不见重心交替的状态,这种滚动带来的起伏与人为生硬的颠簸不可同日而语5、反身技巧所谓反身就是以腰轴旋转意识带动上半身的(不完全)转动,作用在于保持漂亮的舞姿不变形,重心刚一到位,反身便消失在自然倾斜中,反身不但是旋转舞步的前奏,而且是其他舞步间衔接的过渡,没有反身技巧,身体就会显得僵硬;有了反身,重心转移就会锦上添花。
6、倾斜技巧这里所说的倾斜是以人体纵轴偏离垂直座标为特征展开的,其作用是通过腰轴发力促进人体流动,伴随反身动作展现曲线美的造型。
![摩登舞基本功练习方法[6]身体两边肋骨围绕脊柱转动练习](https://uimg.taocdn.com/d20257ce32d4b14e852458fb770bf78a65293af7.webp)
摩登舞基本功练习方法[6]身体两边肋骨围绕脊柱转动练习
身体两边肋骨围绕脊柱转动练习
我们的身两边前后共计24根肋骨,以脊柱为固定轴进行左右两边前后的转动练习。
可以分8个拍次练习。
在摩登舞中转动分胯的转动,上身的转动,两者合一为整体转动。
现肋骨围绕脊柱转动是上半身的转动为局部转动。
这个局部转动的循环往复就构成了舞蹈的韵律。
左边肋骨往前转动用1234拍次,此时是积蓄力量; 5678往回转动是释放力量。
右边肋骨往前转动用1234拍,此时是积蓄力量;5678往回转动是释放力量。
摩登舞五大技巧技巧指巧妙的技术能力。
摩登舞的舞步靠动作连接,而动作连接靠一定的技巧来保证质量和规范。
摩登舞的技巧包括重心转移、升降、反身动作、摆荡和倾斜。
只有在理论上掌握技巧的规律,并且在做每一个动作时运用技巧,才能在理论和实践中融会贯通,从而达到一定的艺术高度。
第一节重心转移(Weight change)一、概述跳舞最重要的环节就是重心转移。
重心转移在各种舞步中起着举足轻重的作用,重心只有转移到位才能展现出优美的舞姿。
那么,什么是人体重心呢?人体重心就是腿与脚在身体躯干支配下进行移动时所承受重力形成的合力的支撑点。
重心转移就是支撑点的交换和改变。
重心转移的种类较多,大致可分为左脚和右脚的转移;脚跟与脚掌的转移;升与降的转移;垂直重心与倾斜重心的转移;双脚重心向单脚重心的转移等等。
无论哪一种形式的重心转移,都离不开身体躯干的支配作用。
躯干运动是在中枢神经系统的控制下由肌肉收缩牵引骨骼产生的。
只有身体躯干的移动,引带腿脚的移动,才能使重心转移成为实际意义上的转移。
否则,就只能是迈腿或迈步,不能叫重心转移。
二、腰髋是重心转移的枢纽重心转移靠身体躯干移动去带动腿脚移动实现重心到位。
躯干中的腰髋充任重心转移的枢纽,它起着承上启下的作用。
腰髋位于人体中部,下连着大腿,上支撑着胸背,宽大复杂的骨骼、灵活的关节、强健的肌肉群,担负着发动力量转动身体和引领腿部移动的重要任务,同时还具有稳定身体重心、平衡身体的作用。
我们如果把人体机构比喻为一部汽车,那么,腰髋就是发动机、方向盘,腿是曲动杆,脚是车轮。
三、垂直重心与倾斜重心的转移垂直重心与倾斜重心是人体纵轴与地面垂直坐标所发生的重合和偏离现象。
垂直重心与倾斜重心是舞美设计的不同形式。
由于垂直重心与地面垂直坐标重合,使舞步稳重,步态安详而自然。
倾斜重心使人体纵轴偏离地面垂直坐标,受外力牵引的身体机能出现主动对抗,由此产生各种优美舞姿。
身体总是垂直,难免呆板;总是倾斜,难免失重。
摩登舞五大技巧之【反身动作】什么是技巧?技巧指巧妙的技术能力。
摩登舞的舞步靠动作连接,而动作连接靠一定的技巧来保证质量和规范。
摩登舞的技巧包括重心转移、升降、反身动作、摆荡和倾斜。
只有在理论上掌握技巧的规律,并且在做每一个动作时运用技巧,才能在理论和实践中融会贯通,从而达到一定的艺术高度。
摩登舞五大技巧之【反身动作】(Contrary body movement)反身简而言之就是转动身体。
反身动作是一侧腰胯转向另一侧运动脚运动方向,并与之同进或同退到位的一种交叉发力运动方式。
反身动作是身体完美流动的重要技巧,它不仅发生于有转度舞步的开始,而且也是衔接其他技巧、协调身体的重要环节。
凡是有转度的舞步,就必须运用反身动作,从而为摆荡和倾斜构筑起完美过渡的桥梁。
反身动作使舞步找到了转动的发力点,从而使整个身体的转动变得轻松、自然。
一、反身动作定义理解(一)反身动作确立了“腰胯”作为转动发力的重要部位,从而使其成为重心转移的中心和焦点。
(二)一侧腰胯转动到相反一侧的运动脚方向形成的对角线交叉用力原理,完全是根据身体转动规律的一种艺术表现形式。
(三)腰胯肌肉收缩发力牵引骨骼肌转动原理,将延伸牵引整个上体包括肩部与之同转。
肩部转动完全是被动和形式上的转动,肩部本身没有发力也不应该发力。
(四)反身动作一般表现在运动脚出步之前开始,它是整个身体转动过程的初始阶段,而初始阶段完成后,腰胯并没有停止转动,腰胯的转动将延续到运动脚运行到位。
不要混淆反身动作和身体转动的概念,根据腰胯物理转动幅度,在运动脚不出步的静止状态下,腰跨只能有限地达到一定的转度,当运动脚出步后腰胯将继续加大转动的角度,使其达到合理的指定度数。
一个舞步一般由三步或更多步构成,当反身动作完成后,身体将持续转动,不再出现反身动作。
(五)反身动作一般只出现在身体重心处于低位状态的情况下。
(六)反身只不过是反身动作的简称。
二、反身动作的种类(一)前进右反身动作:腰胯向右转动,然后右脚前进。
跳摩登舞倾斜时需注意的技巧摩登舞是一种移动性很强的舞蹈,在前进、后退、转动、升降、摆荡等这些动作中就会产生倾斜,所以倾斜的重要性不言而喻,倾斜不断能使舞蹈动作优美,而且起到防止失去平衡与转度超过。
倾斜动作是和转动的动作有关联,我们都知道转弯时所产生的离心力,转弯的速度越快,产生的离心力就越大,所以转动改变方向时必须向圈的内侧倾斜以保持平衡。
那么向左转就要向左倾斜,向右转同样向右倾斜,这是自然原理,因此在没有转动之前或转动结束后是不要倾斜。
但是为了舞蹈的优美,在没有转动也产生倾斜。
直线式倾斜:是由足到头身体形成一条直线向左或向右的倾斜,切不可用肩膀一边高一边低的缩肩动作来做倾斜或用手臂来做倾斜,这样会破坏身体的平衡,动作又难看。
断裂式(断层式)倾斜:是由腰胯部以上的身体做倾斜,也就是腰部一侧延展伸直,如华尔兹的犹豫换步和狐步弯羽步中的第三步。
象征性倾斜:也就是说没有转动的动作所产生的倾——如狐步的三直步,华尔兹的扫步,这些动作是轻微的倾斜只是象征性。
过渡倾斜:为了使舞者产生美好的形态和线条在一些静止的动作中出现,如华尔兹的重倾斜动作。
摆荡的倾斜:在舞蹈中是常用的。
斜侧的倾斜:就是向左稍前或向右稍前的倾斜,这种倾斜很难发现,我们只知道前后和左右的倾斜,但事实上有这种倾斜,如羽毛步的倾斜,它是没有转动的倾斜,我们都知道狐步舞的摆动是与华尔兹的摆动是不同的,华尔兹的摆动是侧身的摆动,而狐步舞的摆动是斜侧的摆动,所产生的倾斜也来自于斜侧。
跳摩登舞要注重心摩登舞是移动性很强的舞蹈,整体形体在惯性中移动,形体移动惯性流量的大小,是习舞者综合技术的集中反映,值得认真探索体验,不仅做到形体移动垂直稳定,更重要的是要做到轻快流畅。
摩登舞其中华尔兹最显著的特点是形体起伏不定,摆荡倾斜,深波浪式的流动。
因此做好降升动作格外重要。
除探戈外都有降升的,充分运用上身的自然重量是做好降升动作形成惯性流量的重要因素,用行话说要会用身体来跳舞。
【摩登】关于摩登舞步型的精典论述1、华尔兹1、腿的概念:肋下是下半身(腿)、肋上是上半身(负责装饰)。
2、腿的运动方式是摆动而不是迈出。
3、利用欲右先左时的身体上弦所产生的肌肉弹性,借助于身体弹簧般的回旋自然的完成右转。
4、重心的完全转移于右腿,以右肋为轴进行左侧身体的摆荡。
5、右腿合并于左腿时的提拉而不是夹起。
6、华尔兹的升的特性是合并腿时的足升降而不是关节的屈伸。
7、在右转步(一)中的要素得以满足的情况下,加上了上半身的装饰以及身体的拉长,借助于身体上升(舒展)时的身体势能转换为动能的过程。
8、在这个过程中的能量循环是由下至上、由上而下的自然状态,是能量储存与释放的过程。
9、华尔兹的升降是由高点释放、低点滚动再到高点的摆荡过程,绝不是关节的屈伸造就的蹲起。
2、交叉步---锁步▲交叉点较高的交叉步称为交叉步,交叉点较低的交叉步称为锁步。
锁步和交叉步的共同的本质特点是什么呢?就是双脚或者双腿发生了交叉。
锁步是双脚交叉的交叉点(接触点)较低的情况,也就是双脚(足踝上面一点)发生接触。
这种情况既可以出现在第一步的后半拍也就是“一打”之“打”,这时候身体重心是低位,也可以出现在第二步的后半拍也就是“二打”之“打”,这时候身体重心是高位。
例一:左螺旋第二步的后半拍也就是“二打”之“打”,男士是并步(双脚并拢不锁),女士是锁步。
例二:通常出现在击剑之前的那个“锁步转”中的“二打”之“打”,男女都是锁步。
在这两例中出现的锁步都发生在身体重心为高位的情况下。
就是说,身体重心是高位而双脚交叉的交叉点(接触点)较低。
“Turning lock 的1&;是在低位上发生的,但是Lock,而不是Cross 注意是Turning lock”在中文叫做“转锁步”,是“一打二三”,“打”亦即锁步是发生在身体重心的低位。
“转锁步”是开始于闭位,结束于开位(PP位)。
“锁步转”,是“一二打三”,“打”亦即锁步是发生在身体重心的高位。
何为摩登舞的摇、摆、转,认真看!【摇】——指在身体下降向前滑动时,像摇椅一样,上身重心前倾,与前进腿部的膝盖成为垂直线,使男女相接触的上腹部和胸下部这个点,与两膝成为垂直三角线,即一点两线;发力腿像滑冰一样,把身体送出去,保持发力腿的延伸,拉出线条。
要展现出较好的线条,需要有腿根长在腋下的感觉。
与此相反,探戈无需升降,前进时也不存在重心前倾似摇椅式的移动,而是身体的重心留在发力腿上,当前进时,只需迈出腿,而身体是拖在后面的。
两者相比较,就看可以区分出身体在移动时的重心的不同。
【摆】——指在身体上升做斜向或横向移动时,像钟摆似的把身体摆动起来。
如做一个华尔兹右转的第二步,在第二步升起来的同时,发力腿把身体向横向用力送出,左面身体的线条拉起,在反身动作的作用下,优美的姿势就会展示出来。
在摆动较好的做出来之后,右倾斜的形态也会自然地形成。
以此类推,凡有斜向或横向上升的动作,基本都有摆动。
有无摆动是区分一般舞者和优秀舞者的标志。
【转】——转的动作很多,如左右转、旋转、撇转、轴转等。
几乎摩登舞的所有动作都是在转动中完成的。
转,可以表现身体的流感及速度。
为了转的好,转出质量来,须把握一些要领,即科学的方法。
人在转动中首先是掌握平衡和立点,尤其是做些有速度要求的转动,如旋转、撇转,经常是在一拍或半拍中完成它。
像右旋转的第一步,要在一拍的节奏里,做右旋转1/2;像左转并退最后的撇转只用半拍做完这个动作。
由于速度快,动作就离心力作用,足部的支撑点和身体平衡作用就显现出来了。
由此可以看出,上身的转动必需保持完整的一体感,就是要使胯、肩、头,向着同一个方向转动,像一块板似的整体转动,这样才能收缩体积减少阻力;而立点尽量集中,速度就有了。
当这种力在男女动作的互相作用下,产生的离心力把对方的阻力化为零了,比自己单独转动更为轻快。
用这种方法做连续左、右撇转(双飞)会很轻松。
做轴转时,无论是足跟为轴还是以足尖或足掌为轴,首先是立足点要准确,然后是肩的引导和胯的转动,否则为何称作轴转呢!。
摩登舞的“旋转”动作的原理与方法摩登舞的“旋转”动作的原理与方法汉斯基本功教学综述之摩登舞揭秘“旋转”动作在摩登舞中是一个非常重要的动作,它是连接所有“移动”动作的桥梁。
特别是在华尔兹舞蹈中,可谓是舞蹈的精髓,倘若没有了美轮美奂的“旋转”动作,就无从谈起赏心悦目了,严格来说也就不能称之为舞蹈了,由此来说深刻理解“旋转”的本质,是每一个摩登舞者必须了解的课题。
只有你的思想与行为达到了高度统一之后,您的旋转才有可能朝着正确的方向去发展、去进步。
说起“旋转”,人们往往在第一个条件反射中想起转动的车轮、风扇等等。
但是那些表象的东西,往往在误导着我们思想意识,由此您就会在无意中,依据此感觉去做“旋转”的动作,在这种思想意识的支配下,您的舞蹈也在这模糊的感觉中步入了歧途,付出了很多艰辛的劳作与“训练”,而远未达到您所期望的质量。
原因何在呢?首先我们要真正的理解“旋转”的概念,就得对“旋转”的内涵有所理解;“旋转”-- 围绕着中心在转。
而“旋转”必须满足以下三个基本要素:1、定点--旋转中心;2、旋转方向;3、旋转角度。
在摩登舞中我们的“旋转”,很少出现在“定点”的位置上,一般来讲,在“旋转”的同时也包含着一定的“移动”,在“移动”中进行“旋转”,这就要求我们舞者要在动态的“平衡”中,找到“旋转的中心”,在动作结构的要求下合理的选择“转动的方向”,在舞程线的约束下确定你的“旋转角度”,这就对我们舞者的基本功提出了很高的要求,因此您不但要理解“旋转”的本质,而且还要掌握“旋转”的方法,更为重要的是你还要完成“一体化”的“旋转”,凡此种种,您都应该明白我们“旋转”的精髓。
旋转与移动构成了丰富多彩的舞蹈动作,一般而言,旋转与移动似乎是个人动作,但是在舞蹈中则是密不可分的双人行为,在习舞的过程中,时常会看到个体舞者的动作非常流畅,看不出什么明显问题,然而在配合时却出现了相当大的问题,甚至有时会无法完成动作。
由此产生的问题制约着舞者,导致很多舞者习舞多年而进步不大。
摩登舞的舞蹈技巧摩登舞的舞蹈技巧学习摩登舞你都有哪些技巧需要掌握纵向牵引技巧亦谓体态要求。
即全身松弛状态下寻找一种头顶天花板的挺拔感觉,一种沿腰椎、颈椎直达头顶的纵向牵引效应,收腹展胸,背部平整收缩,腰胯上拉,肩部松沉,膝盖向内,垂直地面,对摩登舞而言,还有两点特殊要求:一是手臂握持,环绕的构架永不变形;二是头部略向左,上身略后倾。
反身技巧所谓反身就是以腰轴旋转意识带动上半身的(不完全)转动,作用在于保持漂亮的舞姿不变形,重心刚一到位,反身便消失在自然倾斜中,反身不但是旋转舞步的前奏,而且是其他舞步间衔接的过渡,没有反身技巧,身体就会显得僵硬;有了反身,重心转移就会锦上添花。
贴腰胯技巧贴腰胯,看过去似乎是一件很容易的事,但要做到恰到好处,可不是想象中那么容易,因为它需要整体技术协调一致地配合.特别是在舞步移动过程中,由于动作的不断变化,从正位到开位频繁的亘换,容易引起彼此的腰胯位松脱和走样.许多舞者,本身的贴腰胯就有问题,要不是疏松,就是过于慎密,两者之中,又以慎密紧贴的占了大多数,因而影响到中腰的灵活性,也影响到舞步的流畅感.,为什么有这么多舞者,将'贴腰胯"理解成腰胯要紧贴呢?原因并不复杂其一,初学跳舞时,由于男女腰胯位置相隔较开,有点像各有各跳的,这样,一方面影响到形态的美观,同时,又影响到双方的合作性,所以,老师要求学生腰胯要紧贴,但是,由于初学者控制能力不足,往住做过了头,而老师又没有及时加以纠正,这样,便形成了腰胯靠贴过于慎实.其二,学员在观看世界级表演或比赛录像时,由于,舞者身体保持良好的接触,没有丝亳的松懈,在没有观察清楚的情况下,容易做成一种错觉,认为双方的.胯位靠贴是非常紧密的,而这种接触,实际上只是微微相靠而已.其三,女伴为了达到标准姿势的开度,只是从胸腰以上往后仰,值着顶腰胯来维持此一姿势,因此,也做成腰胯靠贴过于紧密(死实).其四,许多舞者可能有这样的想法,舞时,既要使双方紧密配合,又要使动作保持一致;女伴紧贴男伴腰胯,无疑是最可靠而实惠的办法,这也是形成不恰当做法的原因.正确手架我们摆“手架”时,不仅要注意它的外型,而且,要注意它的内涵。
摩登舞旋转基本要素以及形体移动教学摩登舞旋转的基本要素:1、形体垂直2、肩部引导3、旋转速度其中,肩部引导象手握磨子的手柄转动那样成为形体旋转的引动力,值得高度重视。
所谓肩部引导,不只是肩,还包括大臂和肘部,连通进行引导。
其规律是:左旋转系列,左肩向左向后、右肩向左向前引导;右旋转系列,右肩向右向后、左肩向右向前引导。
肩引的关键在于肩部的腋下与胸部连接处肌肉的拉动,带动肩膀、大臂、手肘的连动,从而引导重心足一边胯部和掌尖或足跟的转动。
因此,肩引的力感要先于胯部和足部的力感,否则,就转不动,转不到位。
肩引要有相应的速度,慢了就站不稳,形体也会歪斜。
惯性流量的产生有三大要素:1、形体移动的引导2、重心足发力运动足开胯延伸3、足部进足跟掌尖、退足尖掌跟的自然滚动配合如果运动足的移动先于形体的移动,先于重心足的发力,就没有惯性。
因此,运动足必须随形体的移动而移动,随重心足的发力而移动。
如果交换重心进足落跟掌尖,不迅速起跟用掌尖发力,退足落尖掌跟,不迅速起跟用掌尖发力,或不迅速起尖用掌跟发力,就会出现形体移动的断口。
这种断口,使形体移动失去动力,失去速度,失去流量。
因此,要消除断口,必须做到用形体的移动来引导重心足发力,用重心足的发力来推动形体和运动足的移动。
练舞练舞,就是练形体的移动,用形体的移动来带动足部的移动。
北京桔子树少儿舞蹈培训班课程介绍如下:北京桔子树少儿舞蹈培训班课程内容通常分为:少儿民族舞培训班、少儿古典舞培训班、少儿中国舞培训班、少儿芭蕾舞培训班、少儿爵士舞培训班、少儿拉丁舞培训班、少儿街舞培训班、少儿现代舞培训班、少儿肚皮舞培训班、少儿交谊舞培训班。
北京桔子树少儿舞蹈培训班芭蕾舞课程简介:少儿舞蹈培训班芭蕾舞课程分为以下几个班级,包括:少儿芭蕾舞1v1课程、少儿芭蕾舞1v2课程、少儿芭蕾舞1v3课程、少儿芭蕾舞精品小班课程、少儿芭蕾舞排练班课程。
北京桔子树少儿舞蹈培训班芭蕾舞课程介绍:北京桔子树少儿舞蹈培训班芭蕾舞课程按照教学总计划从基础手位、脚位练习(示范+趣味教学训练)、展开体态组合训练、少儿成品舞蹈练习、少儿即兴创作等不同方法进行学习,通过大量成品片段积累让孩子熟练掌握芭蕾把上把下技巧,充满自信和舞台表现力,使孩子气质、身姿、骨骼得到良好的提升和塑造。
摩登舞基本原理
摩登舞的基本原理主要包括以下几个方面:
1. 底盘转动:摩登舞要求舞者在移动过程中保持一定的底盘转动,这是通过重心侧髋关节的铅直轴转动实现的。
这种转动需要脚不动,使肚脐先反向偏转或上小节结束时预留23度、头偏转45度“上弦”,再回转45-90度“释放”,相当于未出脚头和身体先预转了25-45度。
2. 前进和后退反身动作:在前进和后退的舞步中,舞者需要使用反身动作,即腰胯向前进方向转动,然后脚前进或后退。
反身动作能够使舞者的身体与舞伴的身体形成一种紧密的结合,使舞蹈更加流畅和协调。
3. 升降和摆荡:摩登舞中的升降和摆荡是舞蹈动作的重要特点之一。
升降是指舞者在舞蹈过程中身体高度的变化,摆荡是指舞者身体在水平方向上的移动。
这两种动作的结合,可以使舞蹈更加优美和流畅。
4. 华尔兹的步伐:华尔兹是摩登舞中的一种,其步伐是摩登舞中最为典型的步伐之一。
华尔兹的步伐要求舞者保持一定的节奏感和流畅度,同时要注意身体的升降和摆荡,使舞蹈更加优美和协调。
总之,摩登舞的基本原理包括底盘转动、前进和后退反身动作、升降和摆荡以及华尔兹的步伐等方面。
掌握这些基本原理,可以帮助舞者更好地理解和掌握摩登舞的技巧和精髓,提高舞蹈水平。
摩登舞良好的身体移动技巧摩登舞良好的身体移动技巧良好的舞蹈移动才能产生好的舞蹈画面。
下面店铺就给大家讲讲摩登舞良好的身体移动技巧,希望大家喜欢。
示范讲解:(一)Nature Turn:前进后退时,足部的'感觉要经过地板。
转动时以支撑足转动带领移动足向侧。
数法:Down、Up、Up,足部动作第一拍为足跟、足尖;第二拍为足尖;第三拍为足尖、足跟。
也可数成第一拍为Low ;第二拍为Swing ;第三拍为Toe 、Heel。
Swing的感觉就像一人牵着你的手摆荡,右转步时身体先摆荡才转,而不是直接向左或向右转。
移动:要以身体的摆荡带领腿部的移动,同时配合升降动作。
所谓上升是指大腿肌肉支撑力,将膝盖打直,身体向上伸张,足跟离地之动作。
而下降则指支撑足之足尖至足跟往下降,膝部缓慢下降弯曲。
(二)Spin Turn:男士左足后退轴转时,足部动作为脚尖、跟、尖,但实际转动时是以脚掌运转,在转动时脚跟只是轻轻接触地面;女士右足前进开始右转,接着重心移至左足掌,而后右足刷过左足前进。
(三)Reverse Turn:左足前进时先摆荡移动足,同时转动支撑足,才完成转身动作,最后移动足到达位置。
(四)Whisk:感觉由支撑足开始跳,数法为Down、Up、Up,感觉第一拍为右足,第二拍为左足,第三拍为右足同时左足轻轻夹于右足后,保持上升状态结尾才下降;女士右足后退时,不作回旋动作,在1-2步之间,完成转动。
(五)Chasse:由侧行舞姿进入时,第一步右足前进身体必需保持反身动作位置,感觉左肩在前。
女士在第二步时左转1/8,第三步时再左转1/8,第四步时右足向侧稍后退,女士头部的转动于第二步时慢慢向左转。
(六)Impetus:跳激转步时,支撑足的转动、倾斜与升降动作,感觉要一气呵成。
如何作出好看的站姿(一)男士垂直站立,收紧腰部。
(二)男士重心置于双足,稍向足掌的方向。
(三)男士头伸直,放松身体。
(四)男士膝部保持轻微放松。
摩登舞连续轴转以及双方的配合之三大要点摩登舞连续轴转以及双方的配合,无论要点有多么繁琐,其中最重要的是如下三点.第一点轴转每一步动作脚出去都不是推出去,而是拧板块拧出去的.这一点非常重要.而且拧板块不能停止.虽然每一步结束的瞬间有极其短暂的停顿,然而拧板块不能停止.换句话说,那一瞬间脚下是停了,重心是停了,然而拧板块不能停.这就是停而不死.为了实现停而不死,必须使身体进入舞蹈状态,也就是俗称的加满张力.如果身体没有加满张力因而缺乏弹性,那么每一步结束的瞬间极其短暂停顿的时候,拧板块就会随之而停止.这样一来,下一步就不得不重新开始拧板块,于是连续轴转就会变得不连续了.而且,身体没有进入舞蹈状态,也就是没有加满张力,在双方配合做连续轴转的时候就一定会象摔交似的,观众觉得你们俩是在摔交似的,你们自己也觉得要依靠相互用手搬动对方才能够配合跳下去,而相互用手搬动对方是摩登舞的忌讳,是犯规的做法.第二点如果这一步是后退转,那么下一步就是前进转.前进转有一个要点,那就是动作脚在落掌之前一定要以脚跟在地上有一点滑行,然后才落掌紧接着做掌转.脚跟在地上滑行的距离不必很大,一定要有一点滑行.如果动作脚在落掌之前完全没有以脚跟在地上滑行,而是原地就落掌,那么就很难做到"落掌必起跟"。
为了保证切实做到"落掌必起跟",就一定要使动作脚落掌之前,先以脚跟在地上有一点滑行,然后才落掌紧接着做掌转.动作脚落掌先以脚跟在地上滑行,从而和"跟-掌-尖"这种脚底板的滚动习惯吻合.反之,如果你动作脚在落掌之前没有脚跟在地上一点滑行,而是原地落跟,那么"跟-掌-尖"脚底板的滚动就不会出现,就会出现满脚状态然后才起跟,这样一来,起跟就迟了.--第三点这一次男截女,下一次女截男.截就是截止,就是阻挡.男截女或者女截男总是出现在双方体位关系是闭位的情况下,也就是右脚和右腿位于对方的双脚和双腿之间.连续轴转最重要的配合关系就是这一次男截女,下一次女截男.而且要强调,实现"*截*"这种关系主要依靠做前进转身(掌转)的那个人来保证,就是说,假如这一步你做前进转身(掌转),那么你必须转够,在前进转身(掌转)结束的那一瞬间把对方挡住,此时你的重心位于前脚(右脚).需要重复上述第一点,身体进入舞蹈状态加满张力,在你挡住对方的那一瞬间"停而不死",重心短暂停一下,感觉到前进转身(掌转)结束的那一瞬间把对方挡住,又不因为追求这种挡住的感觉而停死,而是继续不停的拧你的板块.否则就会摔交.参考来源:/news/174818/。
摩登舞发力和推动发力和推动:发力和推动是摩登舞的核心技术。
把重心放到脚跟。
从脚跟开始的发力滚动,使推动变的平稳而柔和,重心在水平方向的运动由低到高,符合华尔兹的升降规律,感觉好极了。
要领:当身体升高时,锁骨位于脚尖的上方,这叫做垂直。
当身体下降时,重心先回到脚掌。
前进步:体位后移到脚跟并超过脚跟(身体后于脚跟)。
力沿着后脑勺下降,双肩下沉,到脚跟的最后端进入地板。
借助地板的反作用力,主力脚从后跟向前滚动,三个关节工作,产生轴心(体位)移动。
当膝关节向前弯曲最大时,脚跟离地,动力脚才出发。
后退步:重心前移到脚尖并超过脚尖(身体前于脚尖),动力脚伸向后。
力从身体前面下降致脚尖,由尖至掌滚动,三个关节参与工作,产生轴心(体位)移动。
膝关节向前弯曲越大,推动力越大,效果越好。
支撑足蹬地板的推力:形体移动的惯性流量,最关键的是支撑足蹬地板的推力。
为什么说支撑足与移动足的关系要以支撑足为主?其原因就在于支撑足的推力是形体移动惯性流量的动力所在,它推动形体和移动足的移动。
移动足只是随上身重心的移动而移动,随支撑足的推力而开胯延伸,而不能用移动足的移动去消减支撑足的推力。
没有支撑足的推动力,哪来的惯性流量?形体重心移动的引导、上身重量的下坠上扬、膝踝的柔韧曲伸,都是为支撑足蹬地板推力作铺垫的,而支撑足的推力反过来又是为整个形体移动的惯性流量服务。
因此,支撑足要做到随形体重心移动引导快而降升快、推力快、收足快,实现发力无痕迹,去势无断口,形体自然流动。
支撑足推力的要点是:前进步,无论是从平位到低位、从低位到高位、从高位到高位、从高位到低位,也无论是闭式位、外侧位、开式位,只要是前进步,支撑足必须:①、足跟离地;②、足掌支撑身体重量;③、足掌用力蹬地板向前滚动产生推力;④、腿部斜直。
从而推动形体重心快速前移。
后退步,支撑足则是:①、足尖离地;②、足跟承受身体重量;③、足跟用力蹬地板向后滚动产生推力;④、腿部斜直。
从而推动形体重心快速后移。
摩登舞是移动性很强的舞蹈摩登舞是移动性很强的舞蹈,整个形体在惯性中移动,形体移动惯性流量的大小,是习舞者综合技术的集中反映,值得认真探索体验不仅做到形体移动垂直稳定,更重要的是要做到轻快流畅。
其要点如;上身重心移动的引导,上身自然重量的运用,关于胯动和重心,重心在哪里?在胯!胯部在哪重心就在哪。
转换重心就是转换胯部,移动胯部就是移动重心。
重心转移过程中,两只脚在不间断地运行中交替进行。
在交替过程中,还会出现瞬间的双脚支撑重心过程,这种情况是正常的。
重心的快速转移和运用倾斜技巧,往往可以将双脚重心现象控制在萌芽状态之中,从而使本能的物理性的双脚重心现象转化为完美的流动。
协调与平衡:跳华尔兹男女双方不协调,就无法平衡,就会破坏姿势,无法创造美感。
所以男女双方要做到让时间点一致,让高低点一致,让扭身点一致。
不要有任何落差,就可跳出漂亮的华尔兹。
头的重要性:头为一个人对外的观瞻、形象,而且头在最高点,非常明显,舞蹈时,头为主导、主宰,为整个舞序的发展中心形诸于外,让人有耳目一新之感,所以不允许头有丝毫的造次、不正确。
大凡看一个人是从头到脚,主观的外在印象给一个人初次的评笔论断,而脸部、身裁是与生俱来,无从改变,一个舞者给人的第一印象,就是外形,所以头部的造形,凸出与否将影响到裁判的观感。
唯有重视仪态、借由头发的造形,脸部的化妆,肤色和衣服的匹配,在灯光下,将更抢眼,在舞技的熟练度外有加成作用。
头的正确就是身体要正确,因为头放在身体上,身体不正头就歪了,而身体正确,头更要正确,才不影响整体外形。
头的重心点在肩胛骨,肩部的重心点在臀部,而臀部的重心点在脚上,当前后移动,重心由重心脚之脚跟、脚掌,脚尖移到移动脚之脚跟、脚掌、脚尖,形成新的重心脚,而身体的重心,大部分就落在重心脚上,由此架出来就是舞者最佳的外形表现。
平衡:男女双方在闭式时,围成一圆,双方头向11点钟方向,刚好在圆的两个边为重心点,也为均衡点,当pivot、turm、spin时,利用头的带动会产生旋转的离心力,而男高女矮,为了达到平衡,女的旋转力道,必需要比男的大,女的体积较小,所以女的头要偏离圆心较多,甩力较大,也因此在跳华尔滋时,女的身体和头要极度的伸展,而男的就像柱子,只需要适度地把头和身体拉直、拉紧、即可,而男女双方的姿势,就像一朵绽开的花,假使头的位置不对,或旋转时松开,就会形成旋转时力道的缺口,力量不均衡,圆就会歪掉,男女就站不稳。
摩登舞的“旋转”动作的原理与方法
汉斯基本功教学综述之摩登舞揭秘
“旋转”动作在摩登舞中是一个非常重要的动作,它是连接所有“移动”动作的桥梁。
特别是在华尔兹舞蹈中,可谓是舞蹈的精髓,倘若没有了美轮美奂的“旋转”动作,就无从谈起赏心悦目了,严格来说也就不能称之为舞蹈了,由此来说深刻理解“旋转”的本质,是每一个摩登舞者必须了解的课题。
只有你的思想与行为达到了高度统一之后,您的旋转才有可能朝着正确的方向去发展、去进步。
说起“旋转”,人们往往在第一个条件反射中想起转动的车轮、风扇等等。
但是那些表象的东西,往往在误导着我们思想意识,由此您就会在无意中,依据此感觉去做“旋转”的动作,在这种思想意识的支配下,您的舞蹈也在这模糊的感觉中步入了歧途,付出了很多艰辛的劳作与“训练”,而远未达到您所期望的质量。
原因何在呢?首先我们要真正的理解“旋转”的概念,就得对“旋转”的内涵有所理解;
“旋转”-- 围绕着中心在转。
而“旋转”必须满足以下三个基本要素:1、定点--旋转中心;2、旋转方向;3、旋转角度。
在摩登舞中我们的“旋转”,很少出现在“定点”的位置上,一般来讲,在“旋转”的同时也包含着一定的“移动”,在“移动”中进行“旋转”,这就要求我们舞者要在动态的“平衡”中,找到“旋转的中心”,在动作结构的要求下合理的选择“转动的方向”,在舞程线的约束下确定你的“旋转角度”,这就对我们舞者的基本功提出了很高的要求,因此您不但要理解“旋转”的本质,而且还要掌握“旋转”的方法,更为重要的是你还要完成“一体化”的“旋转”,凡此种种,您都应该明白我们“旋转”的精髓。
旋转与移动构成了丰富多彩的舞蹈动作,一般而言,旋转与移动似乎是个人动作,但是在舞蹈中则是密不可分的双人行为,在习舞的过程中,时常会看到个体舞者的动作非常流畅,看不出什么明显问题,然而在配合时却出现了相当大的问题,甚至有时会无法完成动作。
由此产生的问题制约着舞者,导致很多舞者习舞多年而进步不大。
依笔者之见:首先要真正了解和明确旋转与移动的关系。
力学知识告诉我们一个物体在做圆周运动时,它会产生离心力(半径不为零)。
由此我们不难理解:双人舞与单人舞的旋转方式是不可能相同的。
因为个体在旋转时产生的离心力是在我们身体的内部,而不会影响到我们的运动。
而在双人舞蹈的旋转中,如果个体偏离了“轴心”(共同的中心)就会不可避免的产生离心力。
个体的重心偏离轴心的距离越大、旋转的速度越快所产生的离心力越大。
由此认识,我们不难理解很多舞者在跳舞时东摇西晃的原因所在。
因此如何解决离心力的问题是至关重要的。
如果没有了离心力还会出现这样的现象吗?答案是完全不会。
那么产生离心力的要素有哪些呢?一是半径(个体重心与轴心的距离),二是双人的共同旋转(单人旋转产生的离心力是在个体的内部)。
由此不难得出结论:只有个体在做曲线运动时才会产生离心力。
这个力导致了动作的偏心,从而破坏了身体的移动。
笔者经过理论研究和多年舞蹈实践得出如论:
前进者直线行进、超越,后退者轴转、让位、跟随(对方直线通过)。
如能做到,相信您的舞蹈将会变得自然而流畅。
简单来说“旋转”不可以有“绕过”的思想,也不可以用“围绕”这个词,否则您就会在无意之中产生了“离心力”,那麽用哪个词汇来代替呢?依据笔者多年的体验与实践,我们要用“缠绕”一词来诠释“旋转”,因为“缠绕”一词在摩登舞中具有极高的内涵。
自古都有“藤缠树”而没有“树缠藤”之说,那么在摩登舞中我们的男士就是那颗挺拔的树,而我们的女士就是那娇柔的腾。
一讲到“缠绕”您的思想就会在无意间产生“向内”的感觉,而不会做那些所谓的“绕过”,“远离”等“向外”的动作,由此男士的“轴心”会变得更加的坚固,而不会是“弱不禁风”的“东倒西歪”,作为女士也不会产生向外的“拉拉扯扯”,当然若想做出更加赏心悦目的“旋转”,您还要做许多的工作,维持动态的“公用重心”是极为关键的一环,当然无法做到“合二为一”的舞者,在“旋转”的过程中是无法做到流畅的。
对于具体的“旋转”动作来说,仅用我
们的语言是无法表述清楚的。
简单来说就是:任何的旋转都要有一个“轴”,没有“转动轴”的任何物体是无法进行“转动”的。
在摩登舞中,若想做好“轴转”动作。
一般遵循的规律是:移动—立轴—转动—移动。