煤的哈氏可磨性指数测定(清晰整齐)
- 格式:doc
- 大小:58.00 KB
- 文档页数:5
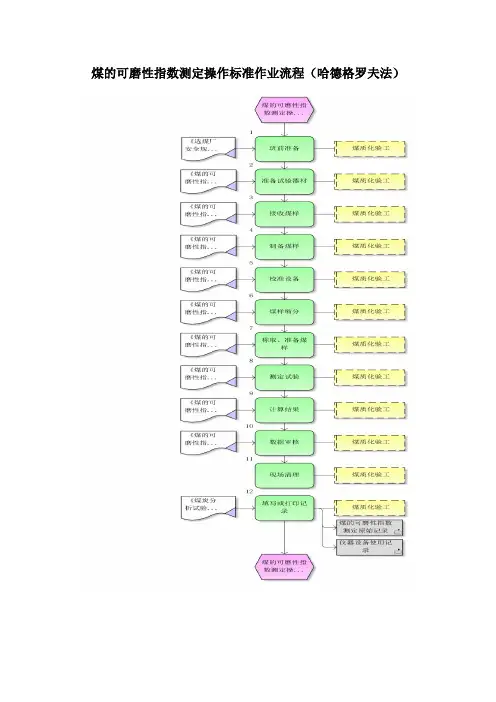
哈氏可磨性指数测定仪使用说明书1 操作准备1.1 彻底清扫研磨碗、研磨环和钢球,把钢球放入研磨碗中,将钢球固定架放入钢球上,将钢球位置固定。
1.2 称量50±0.01g 粒度为0.63mm-1.25mm 的煤样,均匀在分布在研磨碗内,并平整表面,然后将钢球固定架取出,将落在研磨凸起部份和球上面的煤样扫到钢球周围。
2 日常操作为了确保您的实验顺利进行,在日常的使用中请按下述步骤操作该仪器。
2.1 打开主机电源。
2.2将研磨环插入主轴销钉上按顺针旋转30度后将其固定。
2.3 将已装煤样及钢球的研磨碗顺着槽插入框架内,由研磨碗定位撑板圆弧定位后按“启动”按键。
2.4 当运转60 转时,旋转电机自动停止,,同时蜂鸣器“嘀”一声;研磨环自动掉入研磨碗内,然后由人工取出研磨碗,整个研磨流程完成。
2.5 将保护筛、0.071mm筛和筛底盘套好,把粘在研磨环上的煤粉刷到保护筛上,然后将磨过的煤样连同钢球一起倒入保护筛,并仔细将粘在研磨碗和钢球上的煤粉刷到保护筛上。
再把粘在保护筛上的煤粉刷到0.071mm筛子内。
取下保护筛并把钢球放回研磨碗内。
2.6 将筛盖盖在0.071mm筛子上,连筛底盘一起放在振筛机上振筛10min。
取下筛子,将粘在0.071mm筛面底下的煤粉刷到筛底盘内,重新放到振筛机上振筛5min,再刷筛面底下一次,振筛5min,刷筛面底下一次。
2.7 将两个量杯分别放入漏斗下面,将0.071mm筛上的煤样及筛下煤样分别倒入漏斗中,将筛内及漏斗中的煤样全部刷入量杯中。
2.8 称量0.071mm筛上的煤样(称准到0.01g),记作m1(g)。
2.9 称量0.071mm筛下的煤样(称准到0.01g),记作md(g)。
2.10 每个煤样按上述步骤测试两次,然后分别将两组煤样的m,m1, md输入查询仪内,即可查询可磨性指数。
3 仪器维护与保养1、研磨环、研磨碗和钢球在每次使用之后应擦拭干净,防止生锈。
煤的可磨性指数测定方法方法要点:将煤样制成规定的粒度,经哈氏可磨性测定仪研磨后,在规定条件下筛分,称量筛上煤样质量,从由标准煤样绘制的标准图上查得哈氏可磨性指数。
1、仪器设备.1 哈氏可磨性测定仪由机座、电气控制盒、蜗轮盒、电动机、小齿轮、大齿轮、重块、护罩、拔杆、计数器、主轴、研磨环、钢球、研磨碗相关部件组成。
电动机通过蜗轮、蜗杆对一对齿轮减速后,带动主轴和研磨环以20±1r/min的速度运转。
研磨环驱动研磨碗内的8个钢球运动,钢球直径为25.4mm,由重块、齿轮、主轴和研磨环施加在钢球上的总垂直力为284±2N(约29±0.2kgf)。
研磨环与研磨碗材料相同,并经过淬火处理。
.2 试验筛:孔径为0.071㎜、0.63㎜、1.25㎜,直径为200㎜,并配有筛盖和筛底盘。
.3 保护筛:能套在试验筛上的方孔筛或圆孔筛,孔径范围16~19㎜。
.4 振筛机:可以容纳外径为200mm的一组垂直套叠并加盖和底盘的筛子,垂直振击频率为149min-1,水平回转频率为221 min-1,回转半径为12.5mm。
.5 天平:最大称量100g,感量0.01g。
.6 二分器:分样格槽宽约5mm。
.7 破碎机:辊式破碎机,辊间距可调,能将粒度6mm的煤样破碎到1.25mm,而只生成最小量、小于0.63mm的煤粉。
1、制样a、将煤样破碎到6㎜后缩分出约1㎏左右的样品,然后将煤样在盘中摊开,层厚不超10㎜,进行空干后称量;b、将空干后煤样分5次用1.25㎜、0.63㎜的筛子筛分,直到煤样全部通过1.25㎜的筛子,留取0.63㎜~1.25㎜的煤样,0.63㎜以下的弃去;c、称取0.63㎜~1.25㎜煤样的重量,计算出其在空干后煤样中所占的百分数(出样率),如出样率小于45%,则该煤样作废,重新缩分、制样。
2、 测定a、将0.63㎜~1.25㎜的煤样混匀后缩分出两份,用0.63㎜的筛子在振筛机上筛5min,去除0.63㎜以下的粉末,一份备样,一份留做下面的试验。
燃料化验员职业技能鉴定题库(高级工)第001套一、选择题【1】在煤的可磨性指数测定操作中,50g原试样不可避免地会有所损失,但其损失量不得超过( D )g。
A.0.2B.1C.0.1D.0.5【2】在有效数字的运算规则中,几个数据相乘除时,它们的积和商的有效数字位数的保留应以( B )。
A.小数点后位数最少的数据为准B.有效数字位数最少的为准C.绝对误差最大的数据为准D.计算器上显示的数字为准【3】目前国内外公认的最准确的冷却校正公式为( C )公式。
A.奔特B.煤研C.瑞方D.国标【4】用某天平称量5.0g的物品,称量结果为4.8g,则此次称量的相对误差为( C )%。
A.2B.96C.4D.4.2【5】不可做为干燥剂的物质是( C )。
A.变色硅酸B.粒状无水氯化钙C.氯化钠D.浓硫酸【6】通常用于检验一组数据异常值的方法是( D )。
A.t检验法B.F检验法C.相关性检验法D.Grubbs法【7】用EDTA容量法测定煤灰中Al2O3时,用( C )作指示剂。
A.磺基水杨酸B.酸性铬蓝KC.二甲酚橙D.钙黄绿素一百里酚酞【8】制成小于0.2mm的分析煤样,在装瓶前正确的操作是( C )。
A.直接装人瓶中,送化验室B.放置一段时间再装瓶C.在温度不超过50°C的烘箱中,连续干燥1h后煤样质量变化不超过0.1%后装瓶D.在温度不超过50℃的烘箱中干燥10min后装瓶【9】对于水分、灰分和灰渣可燃物含量等例行监督项目,若经连续( C )次以上检查干燥或灼烧试验,证明其结果均不超过允许差时,可免去检查性干燥或灼烧试验。
A.2B.3C.5【10】压力表上若不慎沾污油脂,必须依次用( B )清洗,并待风干后再用。
A.酒精和水B.苯和酒精C.酒精和苯D.苯和水【11】用EDTA容量法测定氧化铁时,应控制pH为( B )的条件下,才能测准氧化铁的含量。
A.1.2~1.5B.1.8~2.0C.2.5-3.0D.3.0~3.2【12】分光光度分析法依据的原理是( B )。
煤的哈氏可磨性指数测定1、什么叫煤的可磨性?它与哪些因素有关?煤的可磨性是指煤研磨成粉的难易程度。
它主要与煤的变质程度有关,不同牌号的煤具有不同的可磨性。
一般说来,焦煤和肥煤的可磨性指数较高,即容易磨细;无烟煤和褐煤的可磨性指数较低,即不容易磨细。
煤的可磨性指数还随煤的水分和灰分的增加而减小,同一种煤,水分和灰分越高,其可磨性指数就越低。
2、测定煤的可磨性指数的意义是什么?试验方法有几种?煤的可磨性指数在现代工业和煤炭科研中都有着重要的作用。
随着粉煤流态化技术的发展,很多工业部门,特别是动力用煤部门需要将煤制成粉状加以利用,这时就需要根据煤的可磨性指数来设计磨煤机,估计磨煤机的产率和能耗,或者根据煤的可磨性来选择适合某种特定型号磨煤机的煤种和煤源。
因此,在全国众多的煤炭化验室中普遍进行煤的可磨性指数的测定。
3、哈德格罗夫法测定煤的可磨性指数的理论依据是什么?其计算公式是如何推导出来的?测定煤的可磨性指数由哈德格罗夫法(简称哈氏法)和全苏热工研究所法(简称VTI法)。
哈氏法为国际标准法,为大多数国家普遍采用;VTI法主要用于俄罗斯等国家。
哈德格罗夫法可磨性指数测定的理论依据是磨碎定律,即将固体物料磨碎成粉时所消耗的功(能量)与其所产生的新表面积成正比。
物料磨碎过程中的能量消耗主要包括以下几个方面:a 、增加颗粒的表面积;b 、颗粒和研磨件的弹性变形;c 、摩擦损失;d 、机器运转、颗粒运动及其他方面损失的机械能。
曾加表面积所消耗的能量石磨碎的有效能,它只占总能量消耗的一部分,当其他的能量消耗一定时,用于增加表面积的能量服从磨碎定律。
哈氏法的计算公式推导如下: E=Kk =﹒ΔS ………………………………(32-1) 式中:E ——磨碎物料时所消耗的有效能,kJ ;k ——常数,与其他的能量消耗有关;K ——物料的可磨性指数;ΔS ——物料研磨后增加的表面积,mm ²。
假定粒度(直径)为d 的煤粉质量为md ,每个颗粒的密度为pd ,体积为Vd ,则颗粒的数量为: n=d d V p md · ………………………………(32-2) 设一个颗粒的表面积为S d ,则总表面积为: S=0dd d d ·p m ··S S V p m d d ………………………………(32-3) 式中:0S =dd V S ,为颗粒的比表面积,即单位体积的表面积。
煤的可磨性指数测定方法(哈德格罗夫法)GB2565—2014代替 GB2565—1998Determination of grindability index of coal(Hardgrove method)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准代替GB/T2565-1998《煤的可磨性指数测定方法(哈德格罗夫法)》。
本标准与GB/T2565-1998相比主要变化如下:一增加了引言、试剂和材料、试验报告(见引言,第4章,第11章);一增加了制样过程中对煤样进行空气干燥的要求(见6.2);一增加使用一元线性回归方程计算出哈氏可磨性指数(见附录C的C.2)。
本标准使用重新起草法修改采用ISO5074:1994<硬煤-哈德格罗夫可磨性指数的测定方法>。
本标准与ISO5074:1994相比在结构上有所调整,附录A中列出了本标准与ISO5074:1994的章条编号对照一览表。
本标准与ISO5074:1994相比存在技术性差异,这些差异涉及的条款已通过在其外侧页边空白位置的垂直单线(l)进行了标示,附录B中给出了相应技术性差异及其原因的一览表。
本标准由中国煤炭工业协会提出。
本标准由全国煤炭标准化技术委员会(SAC/TC42)归口。
本标准起草单位:煤炭科学研究总院检测研究分院、神华销售集团有限公司。
本标准主要起草人:杨华玉、张云红、张宝青、薛俊海、王振华。
GB/T2565-1998历次版本发布情况为:-GB2565-1981;GB2565-1987。
引言煤的可磨性指数是煤的物理一机械(如硬度、强度)等性能的综合体现,,一般采用哈德格罗夫法(哈氏可磨性指数测定仪,简称哈氏仪)测定煤的可磨性指数,测定煤的可磨性指数目的是评价煤研磨成粉的难易程度。
影响煤的可磨性指数测定结果可靠性的两个重要的因素是煤样制备方法(煤样的粒度范围)和煤中的水分含量。
煤的可磨性指数可以用来评估工业用磨煤机的产率和能耗。
煤的可磨性指数测定精确度分析谢卫宁;何亚群;左蔚然;周国平;吴仁超【摘要】在可磨性指数(HGI)测定回路中嵌入能耗测定模块,并对磨后细粒产品进行激光粒度分析.结果表明,研磨能耗与HGI不呈严格的线性相关关系;磨后产品的粒度分布与比表面积增加规律超出了可磨性指数测定依据面积假说所能解释的范畴.这导致煤的可磨性指数测定结果存在一定偏差.【期刊名称】《中国煤炭》【年(卷),期】2011(037)010【总页数】4页(P78-81)【关键词】煤炭;可磨性指数;激光粒度分析;比表面积;能量损耗【作者】谢卫宁;何亚群;左蔚然;周国平;吴仁超【作者单位】中国矿业大学化工学院,江苏省徐州市,221116;煤炭加工与高效洁净利用教育部重点实验室,江苏省徐州市,221116;中国矿业大学化工学院,江苏省徐州市,221116;煤炭加工与高效洁净利用教育部重点实验室,江苏省徐州市,221116;中国矿业大学现代分析与计算中心,江苏省徐州市,221116;煤炭加工与高效洁净利用教育部重点实验室,江苏省徐州市,221116;中国矿业大学现代分析与计算中心,江苏省徐州市,221116;中国矿业大学现代分析与计算中心,江苏省徐州市,221116;中国矿业大学现代分析与计算中心,江苏省徐州市,221116【正文语种】中文【中图分类】TQ531.11932年美国人哈德格罗夫提出评价煤和一些脆性物料被磨碎难易程度的指标——哈氏可磨性指数(HGI)。
该指数被广泛应用在指导工业磨破设备的选型。
该测定方法基本依据是研磨煤粉所消耗的功与新产生的表面积成正比,其机械破碎方式主要为研磨破碎。
然而,对比现代工业生产中所使用的大型研磨系统,无论在磨后产品的粒度范围、所依托的能耗假说还是在研磨机理上均存在差异性,使该指数的指导作用受到影响。
可磨性指数测定所依据的面积假说,其产品临界粒度为0.074mm,而磨后产物中-0.074mm含量普遍超过10%,即存在一定的细磨及超细磨现象,超出了面积假说所能解释的范畴。
煤的可磨性指数测定方法(哈德格罗夫法)GB2565—2014代替 GB2565—1998Determination of grindability index of coal(Hardgrove method)前言本标准按照GB/T1.1-2009给出的规则起草。
本标准代替GB/T2565-1998《煤的可磨性指数测定方法(哈德格罗夫法)》。
本标准与GB/T2565-1998相比主要变化如下:一增加了引言、试剂和材料、试验报告(见引言,第4章,第11章);一增加了制样过程中对煤样进行空气干燥的要求(见6.2);一增加使用一元线性回归方程计算出哈氏可磨性指数(见附录C的C.2)。
本标准使用重新起草法修改采用ISO5074:1994<硬煤-哈德格罗夫可磨性指数的测定方法>。
本标准与ISO5074:1994相比在结构上有所调整,附录A中列出了本标准与ISO5074:1994的章条编号对照一览表。
本标准与ISO5074:1994相比存在技术性差异,这些差异涉及的条款已通过在其外侧页边空白位置的垂直单线(l)进行了标示,附录B中给出了相应技术性差异及其原因的一览表。
本标准由中国煤炭工业协会提出。
本标准由全国煤炭标准化技术委员会(SAC/TC42)归口。
本标准起草单位:煤炭科学研究总院检测研究分院、神华销售集团有限公司。
本标准主要起草人:杨华玉、张云红、张宝青、薛俊海、王振华。
GB/T2565-1998历次版本发布情况为:-GB2565-1981;GB2565-1987。
引言煤的可磨性指数是煤的物理一机械(如硬度、强度)等性能的综合体现,,一般采用哈德格罗夫法(哈氏可磨性指数测定仪,简称哈氏仪)测定煤的可磨性指数,测定煤的可磨性指数目的是评价煤研磨成粉的难易程度。
影响煤的可磨性指数测定结果可靠性的两个重要的因素是煤样制备方法(煤样的粒度范围)和煤中的水分含量。
煤的可磨性指数可以用来评估工业用磨煤机的产率和能耗。
HM-80G型哈氏可磨性指数测定仪一、前言HM-80G型煤的哈氏可磨性指数测定仪,是在CHK-60型基础上,不改变其技术参数和主体结构的条件下重新优化设计,在机体和研磨碗底部增添了顶推式上碗机构,改用电子数显式转数控制器,解决了操作时手托上碗的笨重劳动,并提高了测定仪的可靠性,使其成为更新换代的产品。
二、仪器的用途HM-80G型煤的哈氏可磨性指数测定仪是专供测定烟煤和无烟煤可磨性的一种仪器。
测定结果用哈氏可磨性指数表示,指数越大,表明越容易磨碎。
该仪器的测定结果能够正确地反映煤磨碎的难易程度,为磨煤机的设计和运行提供依据。
本仪器结构紧凑,使用方便,普遍用于煤炭、电力、冶金、化工等行业。
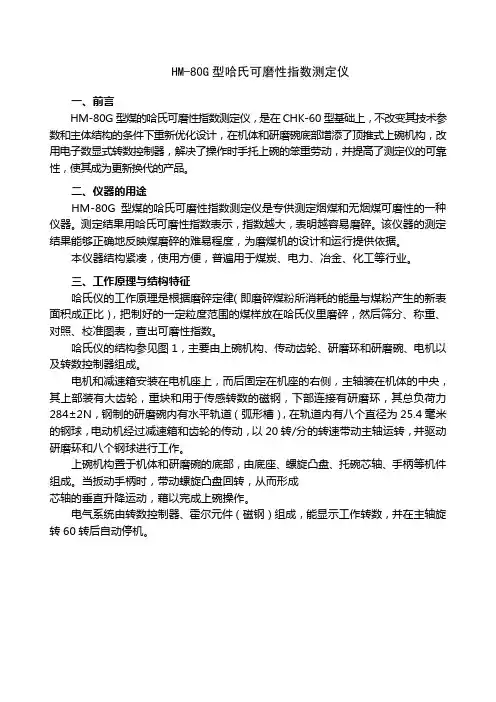
三、工作原理与结构特征哈氏仪的工作原理是根据磨碎定律(即磨碎煤粉所消耗的能量与煤粉产生的新表面积成正比),把制好的一定粒度范围的煤样放在哈氏仪里磨碎,然后筛分、称重、对照、校准图表,查出可磨性指数。
哈氏仪的结构参见图1,主要由上碗机构、传动齿轮、研磨环和研磨碗、电机以及转数控制器组成。
电机和减速箱安装在电机座上,而后固定在机座的右侧,主轴装在机体的中央,其上部装有大齿轮,重块和用于传感转数的磁钢,下部连接有研磨环,其总负荷力284±2N,钢制的研磨碗内有水平轨道(弧形槽),在轨道内有八个直径为25.4毫米的钢球,电动机经过减速箱和齿轮的传动,以20转/分的转速带动主轴运转,并驱动研磨环和八个钢球进行工作。
上碗机构置于机体和研磨碗的底部,由底座、螺旋凸盘、托碗芯轴、手柄等机件组成。
当扳动手柄时,带动螺旋凸盘回转,从而形成芯轴的垂直升降运动,藉以完成上碗操作。
电气系统由转数控制器、霍尔元件(磁钢)组成,能显示工作转数,并在主轴旋转60转后自动停机。
1—底座2—螺旋托盘3—托碗芯轴4—研磨碗5—钢球6—研磨环7—主轴8—传感元件9—护罩10—重块11—大齿轮12—小齿轮13—减速箱14—电机15—转数控制器16—起动按钮17—电源开关18—上碗机构手柄四、技术数据1、主轴转速………………………20±0.5r/min2、限额工作转数…………………60±0.25r3、负荷力…………………………284±2N4、电源电压 (220V)5、仪器重量………………………64.5kg6、外型尺寸(长×宽×高)……400×250×486mm五、仪器的操作1、工作前应进行试运转,检查运转是否正常,转数控制器和自动停机装置是否灵敏可靠,以保证60±0.25转自动停止。
影响煤炭哈氏可磨性指数测定结果的原因分析作者:胡关能王思华兰珍富来源:《中国科技博览》2018年第34期[摘要]在煤炭产业得到快速发展之后,市场上流通的煤炭量也逐渐增多,由于在一段时间内煤炭行业的发展前景较好,利润空间较大,很多商家在煤炭开采工作中加大了经济投入,致使市场上出现供求失衡的状态,且煤炭生产的质量也千差万别。
在此基础上,要想辨别煤炭质量就必须采取有效的手段对煤炭的物理性能进行检测,而煤炭哈氏可磨性指数测定便可解决这类问题,针对煤炭的物理性能进行测定,帮助企业测定煤炭的硬度、强度以及耐磨性等。
文中就对煤炭哈氏可磨性指数测定的原理、方法进行分析,最后对影响煤炭哈氏可磨性指数测定结果的相关因素进行探讨,旨在使煤炭哈氏可磨性指数测定的结果更具准确性,能够真实的表现煤炭的质量。
[关键词]煤炭;哈氏可磨性指数;测定结果中图分类号:TD287 文献标识码:A 文章编号:1009-914X(2018)34-0050-01煤炭的可磨性指数所表现的是煤的物理特性和机械性能,包括硬度和强度等参数,是煤炭生产加工时的重要参数,能够直接反应煤炭加工生产的难易度和煤的耐磨性质。
然而,在实际测定的过程中,会有很多因素影响最终的测定结果,为煤加工提供参数的准确性也就无法保证。
为此,需要在测定的过程中,对各个操作流程的规范性进行控制,由经验相对丰富的专业测定人员坐阵指导,保证测定操作的质量,进而提升测定结果的准确度。
同时,还需要在实际操作的过程中,不断总结经验,不断更新技术,确保为煤碳的生产加工提供准确的参考依据。
一、测定原理和方法哈氏可磨性指数主要是针对烟煤和无烟煤的可磨性进行测试,所代表的是煤炭的物理性能。
哈氏可磨性指数越小,煤炭的硬度和强度越大,表示不利于加工生产,反之,煤炭的哈氏可磨性指数越大,则煤炭的硬度和强度越小,也就越容易被加工。
哈氏可磨性指数是对煤炭易碎程度的直接表现,对煤炭的易碎程度的测试主要是为了磨煤机的耗能和磨碎程度的设计提供参数,实际上哈氏可磨性指数测定同时还可以应用于电力生产、冶金产业和化工生产等领域。
科研开发2019·05182Modern Chemical Research当代化工研究(3)掉绳保护装置当设备的钢丝绳出现掉落时保护装置开始动作,给控制系统发出相应的停机信号,设备自动停止运转,吊绳保护装置安装位置如图3所示。
图3 掉绳保护装置示意图(4)急停保护装置该装置由跑偏开关,吊架,钢丝绳等组成,在装置安装沿线两侧的钢丝绳中距离地面高度1200mm的位置安设,中间间距100m左右安装急停开关,并跟规格直径为3mm的钢丝绳进行连接,在沿线的任何位置只要拉动该钢丝绳时,相应的急停开关会给控制系统发出一个紧急停机信号,控制系统将会根据信号自动的停止运行,并发出相应的故障报警信息,在显示窗口上也会显示“急停故障”警报。
该开关的安装位于巷道的中部位置,设备的机头或者机尾距离第一个开关的距离应小于100m,开关的中部间隔的距离在100m,确保钢丝绳上受到拉动时能正常开关能正常的动作,松开钢丝绳后开关能够正常的进行复位,开关的动作以后会在显示窗口上出现“全程急停”提示,猴车停止运转。
4.保护装置设备的选型由于设计的保护系统在井下复杂的环境中运行,选择的设备应能满足本质安全的需要,井下复杂恶劣环境长期运行的需求。
具体的设备选型如表1所示。
设备名称型号表述速度保护传感器GSH1500高精度霍尔传感器速度传感器XRJY-02-04-1-越位传感器磁性传感器:KHC100语音提示装置:XRJY-02-13-01开关:CEJ30支架:XRJY-02-03重垂限位保护开关:CEJ30支架:XRJY-06-04-03吊绳保护开关:CEJ30支架:XRJY-03-04-02钢丝绳无损检测传感器:GSC50探伤传感器组合-表1 设备选型5.总结在基于PLC的基础上对井下猴车的电控安全保护系统进行研究,并根据猴车装置系统中存在的隐患对PLC控制系统进行了硬件设计,并确定了相应的硬件型号,使得设计的系统相应功能得以实现,保证井下猴车可以安全高效的进行运转。
12.用库仑滴定法测定煤中全硫产生系统误差的原因有:可燃硫燃烧产物中存在少量SO3、硫酸盐不可能完全分解为SO2、电解过程中电流效率不可能是100% 。
13.煤的哈氏可磨性指数测定方法规定样品粒度为(0.63~1.25)mm ,研磨后采用孔径为0.071mm 标准筛进行筛分,该方法不适用于褐煤。
14.原煤筛选煤干基灰分大于20%时,按照GB 475-2008基本采样方案规定,采样精密度为±2% ;按照GB/T 19494-2004规定,采样精密度应为±1.6% 。
15.由计算器算得 2.236×1.11÷(1.036×0.2000)的结果为11.97857143,按有效数字运算规则应将结果修约为12.0 。
16.在实际测定中,煤中有机硫含量是以全硫减去硫铁矿硫和硫酸盐硫得出。
17.子样最小质量按照公式m=0.06d 计算,但最少为0.5 kg。
18.缩分机械应通过精密度检验和偏倚试验方可使用。
19.火力发电企业应按照正平衡计算发电、供热标准煤耗。
入炉煤数量以电子皮带秤计量数字为准,入炉煤质量以化验结果的加权平均值为准。
20.在烟煤的十二个小类中,贫煤变质程度最高,长焰煤变质程度最低。
二、不定项选择题(每题1分,共20分。
每题至少有一个正确答案,少选、多选和错选均不得分,把正确选项填写在括号内)1.算式(30.582-7.44)+(1.6-0.5263)中,绝对误差最大的数据是( C )。
A.30.582 B.7.44 C.1.6 D.0.52632.在订货合同中规定按收到基低位热值计价时,如果超水部分在数量验收结果中扣除。
则由空气干燥基高位热值换算成收到基低位热值时,全水分值采用( B )。
A.实验室测得的全水分B.合同中的全水分上限第 2 页共6页C.合同规定的全水分D.合同中的全水分下限3.在分析过程中,检查有无系统误差存在,作( C )试验是最有效的方法,这样可校正测试结果,消除系统误差。
煤的哈氏可磨性指数测定
1、什么叫煤的可磨性?它与哪些因素有关?
煤的可磨性是指煤研磨成粉的难易程度。
它主要与煤的变质程度有关,不同牌号的煤具有不同的可磨性。
一般说来,焦煤和肥煤的可磨性指数较高,即容易磨细;无烟煤和褐煤的可磨性指数较低,即不容易磨细。
煤的可磨性指数还随煤的水分和灰分的增加而减小,同一种煤,水分和灰分越高,其可磨性指数就越低。
2、测定煤的可磨性指数的意义是什么?试验方法有几种?
煤的可磨性指数在现代工业和煤炭科研中都有着重要的作用。
随着粉煤流态化技术的发展,很多工业部门,特别是动力用煤部门需要将煤制成粉状加以利用,这时就需要根据煤的可磨性指数来设计磨煤机,估计磨煤机的产率和能耗,或者根据煤的可磨性来选择适合某种特定型号磨煤机的煤种和煤源。
因此,在全国众多的煤炭化验室中普遍进行煤的可磨性指数的测定。
3、哈德格罗夫法测定煤的可磨性指数的理论依据是什么?其计算公式是如何推导出来的?
测定煤的可磨性指数由哈德格罗夫法(简称哈氏法)和全苏热工研究所法(简称VTI法)。
哈氏法为国际标准法,为大多数国家普遍采用;VTI法主要用于俄罗斯等国家。
哈德格罗夫法可磨性指数测定的理论依据是磨碎定律,即将固体
物料磨碎成粉时所消耗的功(能量)与其所产生的新表面积成正比。
物料磨碎过程中的能量消耗主要包括以下几个方面:
a 、增加颗粒的表面积;
b 、颗粒和研磨件的弹性变形;
c 、摩擦损失;
d 、机器运转、颗粒运动及其他方面损失的机械能。
曾加表面积所消耗的能量石磨碎的有效能,它只占总能量消耗的一部分,当其他的能量消耗一定时,用于增加表面积的能量服从磨碎定律。
哈氏法的计算公式推导如下: E=
K
k =﹒ΔS ………………………………(32-1) 式中:
E ——磨碎物料时所消耗的有效能,kJ ;
k ——常数,与其他的能量消耗有关;
K ——物料的可磨性指数;
ΔS ——物料研磨后增加的表面积,mm ²。
假定粒度(直径)为d 的煤粉质量为md ,每个颗粒的密度为pd ,体积为Vd ,则颗粒的数量为: n=d d V p md · ………………………………(32-2) 设一个颗粒的表面积为S d ,则总表面积为: S=
0d d d d ·p m ··S S V p m d d ………………………………(32-3)
式中:0S =d
d V S ,为颗粒的比表面积,即单位体积的表面积。
各种形态
颗粒的比表面积为:
球形:=0S πd ²/πd ³/6=6/d ;
立方体:=0S 6d ²/d ³=6/d ;
任意几何形:=0S 6/d φ ………………………………
(32-4) 式中:φ为表面形状系数。
球形和立方体φ=1,针状、片状或其他形状φ<1,;对于煤粉通常可采用修正系数,1/φ=1.75,则:
=0S 1.75x 6/d=10.5/d ………………………………(32-5)
4、在测定可磨性指数过程中应注意哪些事项?
(1)测定前首先用二分器从混合均匀的0.63~1.25mm 粒度级的试样中缩分出约120g ,用0.63mm 的筛子在方法规定的振筛机上振筛5min ,除去<0.63mm 的煤粉,保证初始粒度符合要求。
然后再用二分器将之分为二份,供两次重复测定用。
(2)仪器要试运转确保哈氏仪在运转(60±0.25)r 后自动停止。
否则应做调整。
仪器调整后将计数器恢复到零位。
(3)彻底扫清研磨碗、研磨环和钢球保证无残留物,然后将钢球尽可能均匀分布在研磨碗内。
(4)为避免试样研磨前受外力破碎以及确保所要求的总垂直力(284±2)N 均匀施加在8个钢球上,操作时应注意:试样倒入研磨碗内后不可再移动钢球;落在钢球上和研磨碗凸起部位的煤样应扫到钢球周围;在将研磨机座两侧的螺栓上时,应尽力做到一次使研磨环的十
字槽与主轴下端的十字头对准,以免反复多次而使试样遭到外加破碎。
最后拧紧螺栓,并检查磨碗口是否贴紧机座以保证钢球受到垂直力的作用。
(5)运转结束后要仔细将研磨碗内、研磨环上和钢球上的煤粉全部移到筛面无松弛或破碎的0.071mm的筛中。
有的煤样研磨后其部分煤粉附在磨环上,可用刷子的木柄将其刮下来,切不可用金属或硬物刮。
(6)每次振筛后,都应彻底的将0.071mm筛的筛面底下的煤粉清扫到筛底盘内,否则会影响筛分效果而使测定结果偏低。
此外,在整个振筛和清扫筛面底下的煤粉过程中要避免煤粉的损失,否则筛分后煤样总质量和测定前的煤样质量之差超出方法规定而使测定结果作废。
(7)每年至少用可磨性标准煤样校准一次哈氏仪。
当更换操作人员或仪器设备(包括0.071mm筛的更换)、更新或维修及怀疑哈氏仪有问题时应该用标准煤样进行校准,作校准的规定,检查筛子是否有破损和振筛机是否工作正常,检查总垂直力是否符合要求。
有问题的部件应及时更换。
5、能否直接用称量所得的筛下物质量查校准图以求可磨性指数值?
因为筛下物的粒度细小(小于0.071mm),试验中难免有所损失,如用直接称量的筛下物质量进行结果处理,由此所得结果准确性较差,会产生系统偏低。
所以标准规定用总样量减去筛上物质量之差作为筛下物的质量,由此查校准图获得可磨性指数值。
6、为何要规定总样量与筛上物和筛下物的总质量之差不大于。