第四章 侧抽芯机构的设计7
- 格式:ppt
- 大小:2.73 MB
- 文档页数:49

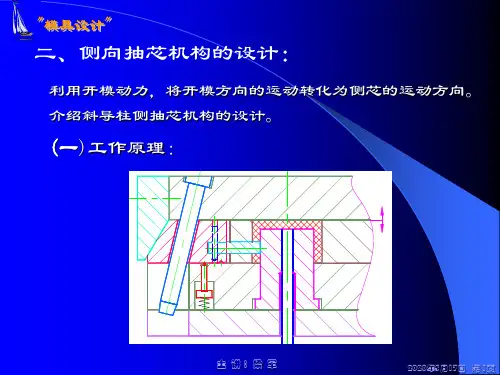
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯.完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等.2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产.因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM。
一.抽芯距的计算如图3-102所示。
计算公式如下:S=H tgθ (3-26)式中S--—--—抽芯距(MM)H----——斜导柱完成抽芯所需的行程(MM)θ——--- 斜导柱的倾斜角,一般取15·~20·2。
脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1)型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。

侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
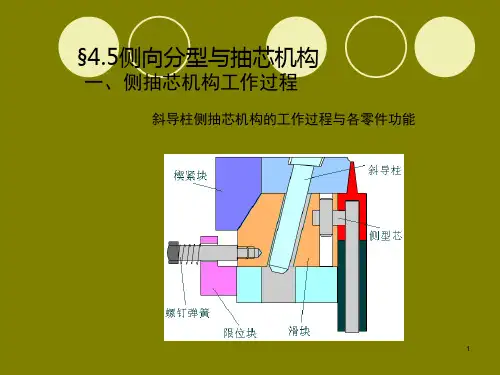

侧抽芯机构设计斜导柱安装在定模、滑块安装在动模的结构,是斜导柱侧向分型抽芯机构的模具中应⽤最⼴泛的形式。
它既可⽤于结构⽐较简单的注射模,也可⽤于结构⽐较复杂的双分型⾯注射模。
模具设计⼈员在接到设计具有侧抽芯塑件的模具任务时,⾸先应考虑使⽤这种形式,图5-1所⽰属于单分型⾯模具的这类形式,⽽图5-15所⽰是属于双分型⾯模具的这类形式。
图5-15 斜导柱在定模、滑块在动模的双分型⾯注射模1-型芯 2-推管 3-动模镶件 4-动模板 5-斜导柱 6-侧型芯滑块7-楔紧块 8-中间板 9-定模座板 10-垫板 11-拉杆导柱 12-导套(注意件3件4滑块定位销推管侧型芯)在图5-15中,斜导柱5固定于中间板8上,为了防⽌在A—A分型⾯分型后,侧向抽芯时斜导柱往后移动,在其固定端后部设置⼀块垫板10加以固定。
开模时,动模部分向左移动,且A—A分型⾯⾸先分型;当A—A分型⾯之间距离可从中取出点浇⼝浇注系统的凝料时,拉杆导柱11的左端螺钉与导套12接触;继续开模,B—B分型⾯分型,斜导柱5驱动侧型芯滑块6在动模板4的导滑槽内作侧向抽芯;斜导柱脱离滑块后继续开模,最后推出机构开始⼯作,推管2将塑件从型芯1和动模镶件3中推出。
这种形式在设计时必须注意,侧型芯滑块与推杆在合模复位过程中不能发⽣“⼲涉”现象。
所谓⼲涉现象是指滑块的复位先于推杆的复位致使活动侧型芯与推杆相碰撞,造成活动侧型芯或推杆损坏的事故。
侧向型芯与推杆发⽣⼲涉的可能性出现在两者在垂直于开模⽅向平⾯上的投影发⽣重合的条件下,如图5-16所⽰。
在模具结构允许的情况下,应尽量避免在侧型芯的投影范围内设置推杆。
如果受到模具结构的限制⽽在侧型芯的投影下⽅⼀定要设置推杆,应⾸先考虑能否使推杆在推出⼀定距离后仍低于侧型芯的底⾯,当这⼀条件不能满⾜时,就必须分析产⽣⼲涉的临界条件和采取措施使推出机构先复位,然后才允许型芯滑块复位,这样才能避免⼲涉。
下⾯分别介绍避免侧型芯与推杆⼲涉的条件和推杆先复位机构。