侧向抽芯机构设计
- 格式:ppt
- 大小:4.35 MB
- 文档页数:64



侧抽芯模具毕业设计侧抽芯模具毕业设计在现代工业制造中,模具被广泛应用于各个行业。
而侧抽芯模具作为一种常见的模具类型,在塑料制品的生产中扮演着重要的角色。
侧抽芯模具的设计与制造对于产品的质量和效率有着直接的影响。
因此,我选择了侧抽芯模具作为我的毕业设计课题,旨在通过深入研究和实践,提高对侧抽芯模具的理解和应用能力。
首先,我将从侧抽芯模具的基本原理和结构开始。
侧抽芯模具是一种用于制造带有凹槽或凸起的塑料制品的模具。
它通过一种特殊的结构设计,使得在注塑过程中可以实现侧向抽芯的功能。
这种设计可以在一次注塑过程中完成多个零件的制造,大大提高了生产效率。
同时,侧抽芯模具的结构复杂,需要精确的加工和装配,以确保其正常运行和长期使用。
接下来,我将研究侧抽芯模具的设计流程和方法。
在进行侧抽芯模具的设计时,首先需要进行产品的分析和需求确定。
然后,根据产品的要求和工艺特点,进行模具的结构设计。
这包括芯子的设计、导向机构的设计、抽芯机构的设计等。
在设计过程中,需要考虑到材料的选择、加工工艺的可行性以及模具的可靠性等因素。
最后,通过CAD软件进行模具的三维建模和设计验证,确保模具的准确性和可行性。
在实践环节中,我将亲自参与侧抽芯模具的制造和调试。
首先,我将学习模具加工的基本知识和技能,包括车削、铣削、磨削等工艺。
然后,我将亲自操作加工设备,制造出符合设计要求的模具零件。
在模具的装配过程中,我将学习如何正确地安装和调整各个零部件,确保模具的正常运行。
最后,我将进行模具的调试和试模,验证模具的性能和精度。
除了理论和实践的学习,我还将进行相关的研究和探索。
侧抽芯模具作为一种复杂的模具类型,其应用领域和技术难点都有待深入研究。
我将通过文献阅读和实验研究,了解侧抽芯模具的最新发展和应用技术。
同时,我还将与导师和同学进行交流和讨论,共同探讨侧抽芯模具的设计和制造方法。
通过这些研究和探索,我将进一步提高对侧抽芯模具的理解和应用能力。
最后,我将对侧抽芯模具的设计和制造进行总结和评价。
带侧向抽芯注塑模具设计-说明书带侧向抽芯注塑模具设计-说明书1.引言本文档旨在提供带侧向抽芯注塑模具设计的详细说明。
该设计要求遵循行业标准和最佳实践,以确保模具的可靠性和效率。
2.模具设计概述在本节中,我们将介绍模具设计的背景和目的,并提供设计方案的总体概述。
3.基本要求这一章节详细列出了模具设计的基本要求,包括模具尺寸、材料选择、模具的功能和预期的注塑成型过程。
4.模具结构设计在这一章节中,我们将详细描述模具的整体结构,包括模具底盘、上模、下模、侧向抽芯组件等。
我们将提供详细的设计细节和建议。
5.注塑系统设计本章节将涵盖注塑系统的设计,包括喷嘴、加热和冷却系统,以及其它相关组件。
我们将提供如何选择和设计这些组件的建议。
6.模具运动系统设计这一章节将重点介绍模具的运动系统,包括模具的开合机构、侧向抽芯机构等。
我们将提供设计原则和实施建议。
7.模具制造与装配在本节中,我们将讨论模具的制造和装配过程,包括材料加工、零部件制造、模具组装调试等。
我们将指导如何保证模具的质量和寿命。
8.模具试模与优化这一章节将介绍模具试模和优化的步骤。
我们将提供一些建议,以确保模具在注塑过程中能够达到预期的效果,并作出必要的调整。
9.模具维护与保养在本节中,我们将讨论模具的维护和保养事项,包括日常保养、故障排除和常见问题的解决方法。
我们还会介绍一些模具寿命延长的措施。
10.安全注意事项这一章节将列出模具设计和使用过程中需要遵守的安全注意事项,以确保人员的安全。
11.附件本文档附带以下附件供参考:- 模具设计图纸- 注塑工艺参数表- 模具制造和装配的流程图附:法律名词及注释1.注塑成型:指通过将熔融的塑料注入模具中,通过冷却固化所得到的制品的加工方法。
2.模具底盘:指支撑模具上下模的基础结构。
3.上模:指模具中靠近模具底盘的零件。
4.下模:指模具中靠近模具上方的零件。
5.侧向抽芯:指在注塑成型过程中,需要在模具关模时抽出的零件。
侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
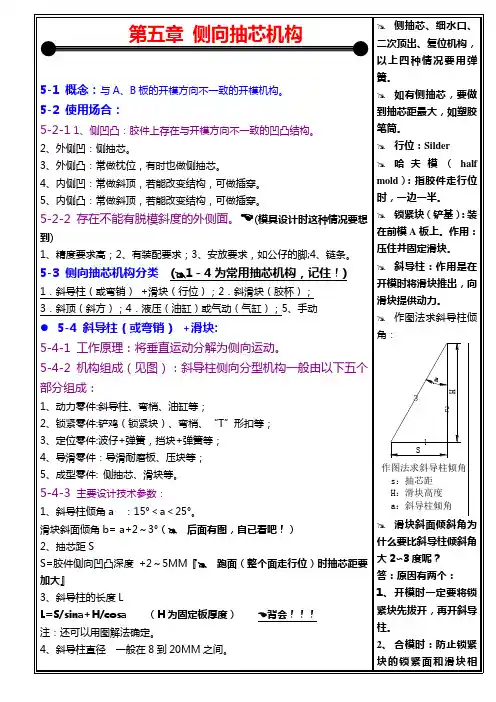
5-4-4 设计要点1、斜导柱的固定(见图):(1)后模外侧抽芯时斜导柱的固定;(2)后模内侧抽芯时斜导柱的固定;(3)前模外侧抽芯时通常不用斜导柱,而用弯销或“T”形扣。
撞。
斜孔的直径要比斜导柱的直径大Φ1∽Φ1.5;目的是为了让铲基先离开,否则会锁死。
滑块的导向和定位主要设计为T形槽。
图样可参考宋玉恒先生著的《塑料注射模具设计实用手册》耐磨块材料:DF2(油钢)耐磨块的标厚:8、10、12。
且要用杯头螺丝固定。
5-4:机构组成1、动力零件:斜导柱、弯销、油缸;2、锁紧零件:铲基、弯销、“T”形扣;3、定位零件:波仔+弹簧、挡块+弹簧4、导滑零件:导滑耐磨板、压块5、成型零件:侧抽芯、滑块斜导柱倾斜角大小决定因素:抽芯距(抽芯距越大,倾斜角越大);滑块高度(滑块越高,倾斜角越小)前模能走胶杯,不用行位;后模能走行位,不用胶杯。
能用斜顶不用内行;能用外行不走斜顶。
先粗加工,再热处理,最后精加工。
上弹簧,下挡块,1-限位钉2-弹簧3-滑块2、如何实现延时抽芯(见图):加大滑块上的斜孔。
3、滑块的导向定位及配合精度(H7/f7)。
4、什么情况下用压块:( ?见鬼,什么是压块?I don’t know.)(1)滑块尺寸较大;(2)模具精度较高;(3)模具寿命较高;(4)滑块往模具中心方向抽芯。
5、滑块滑离导向槽的长度应不大于滑块长的三分之一;6、滑块的定位装置a、弹簧+滚珠;b、弹簧+挡块。
见图。
7、滑块的运水;8、滑块斜面上的耐磨块;( 滑块斜面面积大时,长度大80MM时要加)9、锁紧块的固定与定位;➢以下是斜导柱大小和数量,滑块肩部尺寸的经验确定法滑块宽度20-30 30-50 50-100 100-150 >150斜导柱直径1/4”—3/83/8”—1/2”1/2”—5/8”1/2”至5/8”5/8”至1”斜导柱数量 1 1 1 2 2滑块肩宽3~55~77~88~1210~15滑块肩高5~88~108~1210~1515~205-4-5弯销+滑块侧向分型机构( 弯销规格:20*20)该机构常用于前模行位、后模内行位、延时抽芯和抽芯距较长等场合,其原理和斜导柱相似,但加工较复杂。
斜导柱侧向分型与抽芯机构设计引言一、斜导柱侧向分型的意义和要求1.斜导柱的位置应该具有合理的设计和布置,使得嵌套件与注塑件能够在开模时顺利分离,避免卡死和损坏。
2.斜导柱的数量应该根据模具的具体情况来确定,一般而言,两对斜导柱就能够满足大部分模具的要求。
3.斜导柱的倾斜角度应该根据模具的开模力大小和嵌套件的形状来确定,一般而言,角度为3-10度。
二、抽芯机构的设计原则抽芯机构是指在注塑模具中用于取出内部被模腔包围的注塑件或者核心的一种机构。
抽芯机构的设计需要遵循以下几个原则:1.抽芯机构的动作应该稳定可靠,不应该出现抖动和滑动的现象,否则会影响成型件的质量。
2.抽芯机构的设计应该尽可能地简单、易操作,以减少故障发生的可能性,同时,也能够提高生产效率。
3.抽芯机构的结构应该紧凑,不占用过多的模腔空间,以便于成型件的顺利流动。
4.抽芯机构的材料选择要正确,应该具有足够的强度和耐磨性,以保证其长时间的使用寿命。
三、斜导柱侧向分型与抽芯机构的结合设计1.斜导柱与抽芯机构的位置关系:斜导柱和抽芯机构的位置应该被合理地安排,以确保嵌套件与注塑件之间的顺利分离。
一般来说,斜导柱和抽芯机构应该尽量靠近模具的侧面。
2.斜导柱与抽芯机构的数量关系:斜导柱和抽芯机构的数量应该根据模具的具体情况来确定。
一般而言,斜导柱和抽芯机构的数量应该保持一致,一个斜导柱对应一个抽芯机构。
3.斜导柱与抽芯机构的夹角:斜导柱与抽芯机构的夹角应该根据模具的开模力大小和嵌套件的形状来确定。
一般而言,夹角为3-10度。
4.斜导柱与抽芯机构的动作配合:斜导柱和抽芯机构的动作应该配合紧密,以确保模具的开模效果。
抽芯机构应该能够顺利地取出内部被模腔包围的注塑件或者核心。
结论斜导柱侧向分型与抽芯机构设计是注塑模具设计中至关重要的组成部分。
合理的斜导柱侧向分型和抽芯机构设计可以提高模具的开模效果,避免卡死和损坏。
同时,斜导柱侧向分型与抽芯机构的结合设计也是模具设计的一项难点,需要充分考虑因素,确保各个部分的配合紧密,以确保模具的正常使用。
第八节:抽芯机构设计一`概述当塑料制品侧壁带有通孔凹槽,凸台时,塑料制品不能直接从模具内脱出,必须将成型孔,凹槽及凸台的成型零件做成活动的,称为活动型芯.完成活动型抽出和复位的机构叫做抽苡机构。
(一)抽芯机构的分类1.机动抽芯开模时,依靠注射检的开模动作,通过抽芯机来带活动型芯,把型芯抽出。
机动抽芯具有脱模力大,劳动强度小,生产率高和操作方便等优点,在生产中广泛采用。
按其传动机构可分为以下几种:斜导柱抽芯,斜滑块抽芯,齿轮齿条抽芯等.2.手动抽芯开模时,依靠人力直接或通过传递零件的作用抽出活动型芯。
其缺点是生产,劳动强度大,而且由于受到限制,故难以得到大的抽芯力、其优点是模具结构简单,制造方便,制造模具周期短,适用于塑料制品试制和小批量生产.因塑料制品特点的限制,在无法采用机动抽芯时,就必须采用手动抽芯。
手动抽芯按其传动机构又可分为以下几种:螺纹机构抽芯,齿轮齿条抽芯,活动镶块芯,其他抽芯等。
3.液压抽芯活动型芯的,依靠液压筒进行,其优点是根据脱模力的大小和抽芯距的长短可更换芯液压装置,因此能得到较大的脱模力和较长的抽芯距,由于使用高压液体为动力,传递平稳。
其缺点是增加了操作工序,同时还要有整套的抽芯液压装置,因此,它的使用范围受到限制,一般很小采用。
(二)抽芯距和脱模力的计算把型芯从塑料制品成型僧抽到不妨碍塑料制品脱出的僧,即型芯在抽拔方向的距离,称为抽芯距。
抽芯距应等于成型孔深度加上2-3MM。
一.抽芯距的计算如图3-102所示。
计算公式如下:S=H tgθ (3-26)式中S--—--—抽芯距(MM)H----——斜导柱完成抽芯所需的行程(MM)θ——--- 斜导柱的倾斜角,一般取15·~20·2。
脱模力的计算塑料制品在冷却时包紧型芯,产生包紧力,若要将型芯抽出,必须克服由包紧力引起的磨擦阻力,这种力叫做脱模力,在开始抽芯的瞬间所需的脱模力为最大。
影响脱模力因素很多,大致归纳如下;(1)型芯成型部分表面积和断面几何形状:型芯成型部分面积大,包紧力大,其模力也大;型芯的断面积积形状时,包紧力小,其脱模也小;型芯的断面形状为矩形或曲线形时,包运费力大,其脱模力也大。
5.3.1 斜导柱安装在定模、侧滑块安装在动模斜导柱安装在定模、滑块安装在动模的结构,是斜导柱侧向分型抽芯机构的模具中应用最广泛的形式。
它既可用于结构比较简单的注射模,也可用于结构比较复杂的双分型面注射模。
模具设计人员在接到设计具有侧抽芯塑件的模具任务时,首先应考虑使用这种形式,图5-1所示属于单分型面模具的这类形式,而图5-15所示是属于双分型面模具的这类形式。
图5-15 斜导柱在定模、滑块在动模的双分型面注射模1-型芯 2-推管 3-动模镶件 4-动模板 5-斜导柱 6-侧型芯滑块7-楔紧块 8-中间板 9-定模座板 10-垫板 11-拉杆导柱 12-导套(注意件3件4滑块定位销推管侧型芯)在图5-15中,斜导柱5固定于中间板8上,为了防止在A—A分型面分型后,侧向抽芯时斜导柱往后移动,在其固定端后部设置一块垫板10加以固定。
开模时,动模部分向左移动,且A—A分型面首先分型;当A—A分型面之间距离可从中取出点浇口浇注系统的凝料时,拉杆导柱11的左端螺钉与导套12接触;继续开模,B—B分型面分型,斜导柱5驱动侧型芯滑块6在动模板4的导滑槽内作侧向抽芯;斜导柱脱离滑块后继续开模,最后推出机构开始工作,推管2将塑件从型芯1和动模镶件3中推出。
这种形式在设计时必须注意,侧型芯滑块与推杆在合模复位过程中不能发生“干涉”现象。
所谓干涉现象是指滑块的复位先于推杆的复位致使活动侧型芯与推杆相碰撞,造成活动侧型芯或推杆损坏的事故。
侧向型芯与推杆发生干涉的可能性出现在两者在垂直于开模方向平面上的投影发生重合的条件下,如图5-16所示。
在模具结构允许的情况下,应尽量避免在侧型芯的投影范围内设置推杆。
如果受到模具结构的限制而在侧型芯的投影下方一定要设置推杆,应首先考虑能否使推杆在推出一定距离后仍低于侧型芯的底面,当这一条件不能满足时,就必须分析产生干涉的临界条件和采取措施使推出机构先复位,然后才允许型芯滑块复位,这样才能避免干涉。