水火弯板工艺力学共89页
- 格式:ppt
- 大小:10.74 MB
- 文档页数:89
EH36船用钢水火弯板试验及分析潘正军;江泽新;马金军;陈华【摘要】水火弯板是船舶制造过程中非常重要的热加工工艺,作者针对EH36船用钢采用水火弯板工艺进行了相关试验,并对结果进行了分析.通过试验,分析得出加热温度、加热次数、钢板的碳当量及钢板供货状态对于水火弯板后力学性能的影响.【期刊名称】《造船技术》【年(卷),期】2015(000)006【总页数】4页(P95-98)【关键词】水火弯板;船用钢板【作者】潘正军;江泽新;马金军;陈华【作者单位】广船国际有限公司,广东广州510250;广船国际有限公司,广东广州510250;广船国际有限公司,广东广州510250;广船国际有限公司,广东广州510250【正文语种】中文【中图分类】U671本公司在经营业务中承接了冰区加强型船,水线以上部分基本上都采用了Ep6级别钢。
对于带线型的外板大都需要应用水火弯板工艺进行加工,由于之前应用的钢板级别都低于Ep6,且考虑到本船特殊的航行区域,因此对Ep6钢板采用水火弯板后的性能需要进行验证,从而为钢板的选择提供试验依据。
由于Ep6钢目前主要有正火以及TMCP两种交货状态。
正火状态钢属于传统的钢板制造工艺,需要添加合金进行强化以及细化晶粒,其碳当量相对较高,组织以铁素体和珠光体为主,呈带状分布,如图1所示。
TMCP钢则通过加快轧制后的冷却速度,不仅抑制晶粒的长大,且获得了高强度、高韧性所需的超细铁素体组织或者贝氏体组织,如图2所示。
从理论上分析碳当量越高,淬硬倾向越明显,高温加热并且水冷后组织性能也越差。
为了扩大钢板选择范围,本次试验分别选择了三个大型钢厂生产的三种不同交货状态、不同化学成分的钢板,相关化学成分及交货状态如表1所示,力学性能如表2所示。
(1) 试验方法。
每种编号试板切割试块各三块,每块试板尺寸为200 mm×400 mm,钢板轧制方向与短边方向相同。
火焰加热方向与长边相同,加热位置集中在短边中心相连线两侧各25 mm,如图3所示。
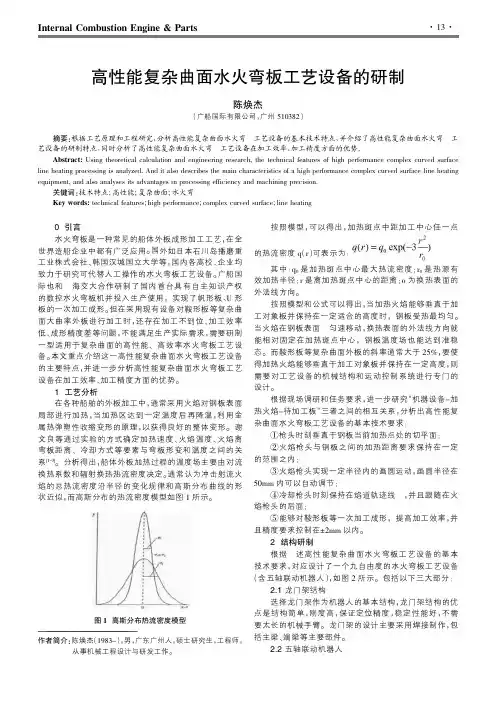
可表示为:是加热斑点中心最大热流密度;r0是热源有是离加热斑点中心的距离;o为换热表面的图1高斯分布热流密度模型————————————陈焕杰(1983-),男,广东广州人,硕士研究生,从事机械工程设计与研发工作。
五轴联动机器人是指X轴、Y轴、Z轴、R X轴及X、Y、Z轴主要用于控制火焰枪头在三维坐标系内行走,R X、R Z轴则用于控制火焰枪头在沿焰道行走时垂直焰道,保证火焰枪头时刻垂直于钢板当前加热点处的切平面。
其中,X1、X2轴移动装置控制整台设备沿X轴方向移路轨端头要有各2个接近式限位开关,起安全保护作能精确定位和反馈坐标位置。
X1、X2轴电机实现电气消隙及全闭环补偿控制,做到双电机同步驱动,电机带刹车。
轴移动装置控制火焰枪头沿Y轴方向移动,头要有2个接近式限位开关,起安全保护作用,能精确定位和反馈坐标位置,电机带刹车。
3控制系统为使研制的高性能复杂曲面水火弯板工艺设备整体达到控制要求,广船国际与广东工业大学共同设计了一套工艺控制系统,包括检测系统、参数控制系统、运动控制系统。
检测系统主要通过对准备加工的钢板进行扫描并获取钢板的点云三维数据。
加工参数控制系统主要实现了将扫描获取到的点云数据进行预处理,再将这些数据与目标板数据进行匹配,进而形成加工数据,最后传送给运动控制整机安装后,完成系统运动调试。
其中,各轴的运动控制参数如下:图2高性能复杂曲面水火弯板工艺设备三维结构图3枪头结构图4三维模拟检查图5系统控制策略图6样箱检测五轴联动的高性能复杂曲面水火弯板工艺设备,以工艺控制系统,使得水火弯板工艺过程中,对加热火焰的姿态控制更加精准,加热火焰能够时刻垂直于钢板当前加热点处的切平面,从而达到了复杂曲面大曲率船体外板水火弯板工艺控制的基本技术要求,最终实现了高性能、高效率、高精度的复杂曲面水火弯板自动化加工。
第20卷 第8期 中 国 水 运 Vol.20 No.8 2020年 8月 China Water Transport August 2020收稿日期:2020-03-30作者简介:曹文馨(1986-),男,研发设计院,工程师,从事船体结构设计等工作。
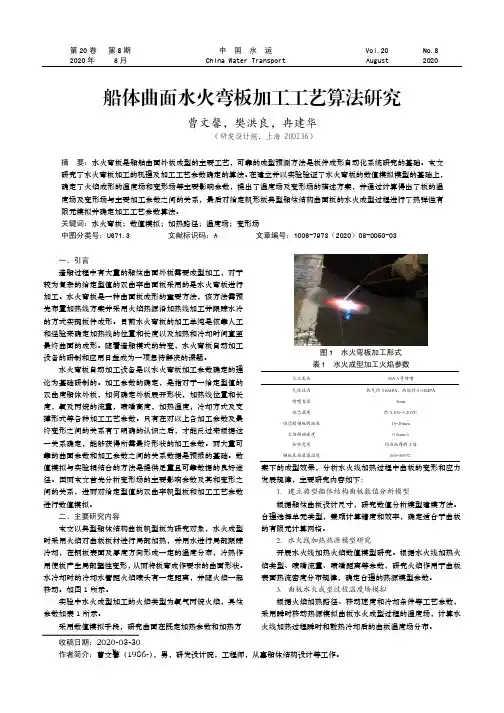
船体曲面水火弯板加工工艺算法研究曹文馨,樊洪良,冉建华(研发设计院,上海 200136)摘 要:水火弯板是船舶曲面外板成型的主要工艺,可靠的成型预测方法是板件成形自动化系统研究的基础。
本文研究了水火弯板加工的机理及加工工艺参数确定的算法。
在建立并以实验验证了水火弯板的数值模拟模型的基础上,确定了火焰成形的温度场和变形场等主要影响参数,提出了温度场及变形场的描述方案,并通过计算得出了板的温度场及变形场与主要加工参数之间的关系,最后对给定帆形板典型船体结构曲面板的水火成型过程进行了热弹性有限元模拟并确定加工工艺参数算法。
关键词:水火弯板;数值模拟;加热路径;温度场;变形场中图分类号:U671.3 文献标识码:A 文章编号:1006-7973(2020)08-0050-03一、引言造船过程中有大量的船体曲面外板需要成型加工,对于较为复杂的给定型值的双曲率曲面板采用的是水火弯板进行加工。
水火弯板是一种曲面板成形的重要方法,该方法需预先布置加热线方案并采用火焰热源沿加热线加工并跟踪水冷的方式实现板件成形。
目前水火弯板的加工单纯是依靠人工和经验来确定加热线的位置和长度以及加热和冷却时间直至最终曲面的成形。
随着造船模式的转变,水火弯板自动加工设备的研制和应用日益成为一项急待解决的课题。
水火弯板自动加工设备是以水火弯板加工参数确定的理论为基础研制的。
加工参数的确定,是指对于一给定型值的双曲度船体外板,如何确定外板展开形状,加热线位置和长度,氧及丙烷的流量,喷嘴高度,加热温度,冷却方式及支撑形式等各种加工工艺参数。
只有在对以上各加工参数及最终变形之间的关系有了明确的认识之后,才能反过来根据这一关系确定,能够获得所需最终形状的加工参数。
水火弯板与外板排板第卷第期 . .中国修船年月.水火弯板与外板排板闫金忠,高嵩,韩冰天津中交博迈科海洋船舶重工有限公司,天津摘要:外板加工一直是各修船厂在船舶改装及修理时所面对的难题,文章通过考虑船体外板在排板时,如何与水火弯板相得益彰,从而实现加工的方便性与快捷性,方便船舶的修理并节省坞期。
关键词:船舶;水火弯板;外板排板中图分类号: 文献标志码:文章编号:: . ,., ? :;;主体外板:底部、舭部、舷侧、首部、尾部、球外板分类及水火弯板鼻、球尾、舷墙等。
附体外板:舵、假舵、分水外板分类。
通常船级社规范将外板划分为踵、突出船体的艉轴包板等。
样箱板较多出现在:中部.为船长,首尾部.,和过渡部首尾柱外板、首尾球腰窝处外板、锚穴及锚台外分个区域。
普通双曲度板主要集中在过渡区域,板、侧推喇叭口处外板、尾滚筒处外板。
复杂双曲度板主要在首尾。
除首尾柱板基本上都可对于更换外板的船舶,分为进坞与不进坞两在肋骨线型图上排板,首尾柱板则需在侧面或水线类。
不进坞船舶换新外板都在水线以上,但在船舶面排板。
修理中,有些船舶已无肋骨线型图资料,考虑修理外板分为平板和曲板。
曲板按加工可分为挠的成本、修理周期等原因,放样间不进行全船的线弯、抱弯、挢弯。
肋骨横向弯称为挠弯,船体纵向型放样工作,线型较大时进行局部线型光顺,线型弯称为抱弯,抱弯除用外板加工样子或数据表查看不大基本都可现场做外板。
进坞船舶一般分改装及外,还可用投影法简单地判别,从该板横剖面投影大修两类。
改装船多保留机舱与尾部,从机舱前壁上任意画一直线,,趋势平行于整张板,按肋距新制,或者平行中体处加长。
大修一般针对海损船进行投影,得到的曲线:即为,的实形即该板抱舶,典型的是球鼻首换新,船底板换新,舵板换弯,测量该曲线舷高便知抱弯的大小。
新。
除保证接口处线型精度外,排板时要注意便于扭曲弯称为挢弯,把首肋骨和尾肋骨沿同一轴水火加工。
大型修理时首次进坞确定更换外板范线叠加即可看出挢弯大小。
水火弯板梯形加热变形机理研究水火弯板梯形加热变形机理研究是热力学和材料科学结合的重要研究领域,对于工业生产具有重要的意义。
在加热过程中,梯形板因受到外部温度的作用而发生变形,研究其变形机理有助于掌握加热制品的工艺效率与质量。
研究发现,在水火弯板梯形加热过程中,板材发生变形的主要机理是材料的热膨胀和热应力,这两种机理是相互作用的。
热膨胀是指在加热作用下,板材的尺寸会发生变化,而热应力则是因热膨胀引起的内部应力,会导致板材发生畸变和破裂。
具体来说,当梯形板受到热源加热时,其表面层先受到加热,温度升高,导致材料发生线膨胀,使表面层板材产生向上的应变。
而内层板材温度还没有升高到膨胀程度,导致表面层的膨胀使得内层受到压缩,同时产生向下的应变。
这种内部应力的变化,可导致板材出现热应力集中,产生畸变和裂纹。
为避免出现热应力的冲击,研究表明在梯形板的加热过程中应该采用渐进加热的方式,即从板材的中央区域开始加热,然后逐渐向外扩散加热。
这种方式能减缓因温度变化而形成的应变速度,避免形成应力集中。
此外,在水火弯板梯形加热过程中,还需要遵循材料的物理性质来控制板材的热膨胀,可以通过调整加热速度、温度、时间等参数来控制。
同时,也可以采用特殊的辅助工具和设备来减缓或控制板材的热膨胀和应力集中。
总之,水火弯板梯形加热变形机理研究对于掌握加热制品的工艺效率与质量具有重要的意义。
通过深入研究加热过程中的机理和相关控制方法,有助于提升生产效率和产品质量,为工业发展做出贡献。
对于水火弯板梯形加热变形机理研究,需要进行大量数据的收集和分析,以此来深入了解加热过程中的机理问题。
以下是一些相关数据和分析:1. 材料热膨胀系数:材料的热膨胀系数是指单位温度变化所引起的线膨胀率,它是研究热应力和变形机理的重要参数之一。
例如,对于钢材,热膨胀系数约为11.7×10^-6/℃,而对于铝材,热膨胀系数则大约为25×10^-6/℃,这两者的差异将在加热过程中产生不同程度的影响。

基于伪直母线的船体曲面钢板展开方法
朱秀莉;刘玉君;纪卓尚;金世良;于文喜
【期刊名称】《船舶力学》
【年(卷),期】2009(013)006
【摘要】水火弯板是船体双曲度外板的主要成形方法,它可以作为外板展开的逆过程来考虑.通过计算外板展开所产生的变形量来确定水火弯板的加工工艺参数.本文提出了一种基于伪直母线的船体曲面钢板展开方法.该方法运用等距曲面的性质分析曲面钢板展开的角变形量计算,通过伪直母线的区域划分算法给出了线变形量的计算.通过实板展开算例表明,该方法是一种同时考虑角变形量和线变形量的准确计算船体曲面钢板展开的有效方法.
【总页数】8页(P934-941)
【作者】朱秀莉;刘玉君;纪卓尚;金世良;于文喜
【作者单位】大连大学信息工程学院,辽宁,大连,116622;大连理工大学船舶工程学院,辽宁,大连,116024;大连理工大学船舶工程学院,辽宁,大连,116024;大连新船重工有限责任公司船舶设计研究所,辽宁,大连,116000;大连新船重工有限责任公司船舶设计研究所,辽宁,大连,116000
【正文语种】中文
【中图分类】U661.4
【相关文献】
1.直母线工程曲面的展开方法 [J], 陈杰
2.三维曲面船体外板数学展开方法研究 [J], 肖雄;黄朝炎;胡勇;袁萍
3.基于参数曲面表达的帆形船体外板展开方法 [J], 张雪彪;纪卓尚;刘玉君;林金
4.基于伪直母线的复杂曲面自适应分片与展开 [J], 陈动人;王国瑾
5.基于MATLAB的船体三维曲面外板展开与精度控制 [J], 肖雄; 江帆; 吴伟国; 陈炯
因版权原因,仅展示原文概要,查看原文内容请购买。
水火弯板变形的描述方法
董大栓;柳存根;谭家华
【期刊名称】《中国造船》
【年(卷),期】2003(044)001
【摘要】在分析了角变形、线变形描述法和位移场描述法的基础上,提出了水火弯板变形的整体描述法.实验及有限元计算表明,水火弯板的变形非常复杂,一般所用的角变形线变形描述过于简单,不能精确描述水火弯板的变形场.用位移场描述水火弯板的变形又因计算结果的复杂性而难以实现.如果从整体变形角度考虑,水火弯板的变形可以用变形后的上下表面形状、平面内的扭曲变形、沿板宽变化的横向收缩及沿板长变化的纵向收缩全面描述,并可进一步由计算结果得出合适的曲面方程及收缩变形函数.
【总页数】5页(P84-88)
【作者】董大栓;柳存根;谭家华
【作者单位】上海交通大学船舶与海洋工程学院,上海,200030;上海交通大学船舶与海洋工程学院,上海,200030;上海交通大学船舶与海洋工程学院,上海,200030【正文语种】中文
【中图分类】U671.3
【相关文献】
1.基于PSO_SVM模型的水火弯板变形预测研究 [J], 李彦;陈尤力;齐亮
2.水火弯板梯形加热变形机理研究 [J], 张成龙;杨平;齐亮
3.水火弯板整体变形的数值计算研究 [J], 王顺;汪骥;刘玉君;刘晓
4.水火弯板变形中的面内扭曲及收缩变形 [J], 董大栓;柳存根;谭家华
5.基于LSSVM的水火弯板变形预测方法 [J], 段珏媛;叶树霞;齐亮
因版权原因,仅展示原文概要,查看原文内容请购买。
水火弯板与外板排板
闫金忠;高嵩;韩冰
【期刊名称】《中国修船》
【年(卷),期】2013(26)3
【摘要】外板加工一直是各修船厂在船舶改装及修理时所面对的难题,文章通过考虑船体外板在排板时,如何与水火弯板相得益彰,从而实现加工的方便性与快捷性,方便船舶的修理并节省坞期.
【总页数】3页(P42-44)
【作者】闫金忠;高嵩;韩冰
【作者单位】天津中交博迈科海洋船舶重工有限公司,天津300456;天津中交博迈科海洋船舶重工有限公司,天津300456;天津中交博迈科海洋船舶重工有限公司,天津300456
【正文语种】中文
【中图分类】U672
【相关文献】
1.水火弯板的简化计算—水火弯板研究(一)
2.水火弯板的假想载荷模型——水火弯板研究(二)
3.水火弯板的热弹塑性数值模拟——水火弯板研究(三)
4.一种水火弯板外板曲面表面火路定位算法
5.一种水火弯板外板曲面表面火路定位算法
因版权原因,仅展示原文概要,查看原文内容请购买。