水火弯板机数控系统研究
- 格式:ppt
- 大小:3.36 MB
- 文档页数:15
《JCO弯曲成型智能化控制系统研究》篇一一、引言随着现代制造业的飞速发展,对产品质量和加工效率的要求不断提高。
弯曲成型是金属制造领域的重要环节,传统的成型控制系统因依赖经验丰富的工作者的主观判断和大量试错操作,其精确性和效率已然难以满足高精度和高效率的工业生产需求。
鉴于此,本文提出了JCO弯曲成型智能化控制系统研究,旨在通过智能化技术的引入,提高弯曲成型的效率和精度,同时优化整个生产流程。
二、研究背景及意义当前,智能化技术正逐渐成为制造业转型升级的关键技术之一。
在金属加工领域,弯曲成型技术的智能化控制不仅可以提高产品的质量和生产效率,还能降低生产成本和材料浪费。
JCO弯曲成型智能化控制系统的研究,将有助于实现制造过程中的自动化和智能化管理,进而提升企业核心竞争力。
三、系统构成与关键技术1. 系统构成:JCO弯曲成型智能化控制系统主要由以下几个部分构成:传感器模块、数据处理模块、控制执行模块以及用户交互界面。
传感器模块负责实时获取弯曲成型的各项数据;数据处理模块负责对这些数据进行处理和分析;控制执行模块根据分析结果调整成型过程;用户交互界面则提供友好的操作界面,方便用户进行操作和监控。
2. 关键技术:(1)数据采集与传输技术:系统采用高精度的传感器进行数据采集,并通过高速数据传输网络将数据实时传输到数据处理模块。
(2)智能算法控制技术:通过引入机器学习、深度学习等算法,实现对成型过程的智能控制,提高成型精度和效率。
(3)用户界面交互技术:采用人性化设计理念,开发用户友好的交互界面,方便用户进行操作和监控。
四、研究内容与方法本研究首先对JCO弯曲成型过程进行深入分析,明确影响成型效果的关键因素。
然后,通过建立数学模型和仿真实验,对智能化控制系统的性能进行评估和优化。
同时,结合实际生产环境,对系统进行现场测试和验证。
研究方法主要包括文献综述、理论分析、仿真实验和现场测试等。
五、研究成果与展望通过JCO弯曲成型智能化控制系统的研究,我们取得了以下成果:1. 提高了弯曲成型的精度和效率,降低了生产成本和材料浪费。
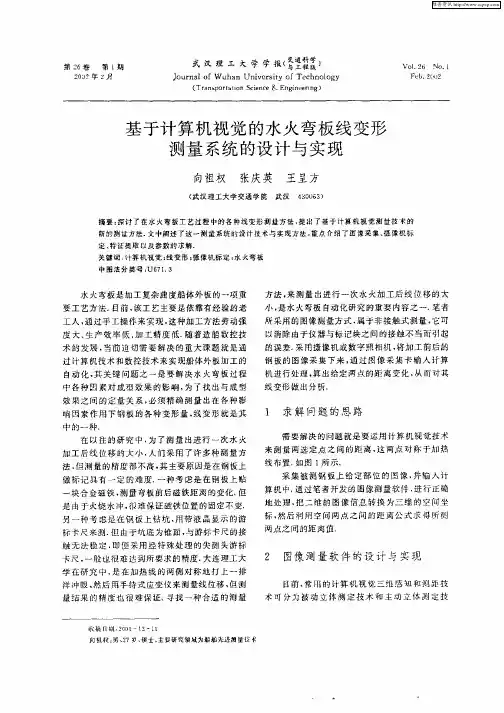
船体外板水火成型工艺参数预报系统设计与实现在造船生产过程中,会出现一系列的问题,导致船舶生产存在安全隐患,其中船体双曲度外板水火加工成型自动化是最严重的问题。
为了解决这一问题,文章对船体外板水火成型工艺参数预报系统设计与实现进行了研究,通过分析系统的特点、阐述功能设计形式、概述系统的实现与应用效果,对文章进行深入的剖析,通过文章的研究,能够充分得出,依据该系统的设计形式与实现效果,在船体双曲度外板水火加工成型自动化问题上能够得到有效地解决,确保安全性能。
标签:船体外板;水火成型工艺;参数预报;系统设计引言在造船生产过程中,水火弯板加工工艺方法较为常见,其以技术性强、难度大的板材加工形式被人们广泛应用,主要应用于船体双曲度的外板曲面成型方面。
依据当前造船厂的情况,老工人退休,年轻工人对该工艺方法掌握不够娴熟,出现工艺断层的危险。
为了有效解决这一状况,相关部门采取了一系列的方式,引入了船舶设计软件系统,在此基础进行研究,开发出了船体外板水火成型工艺参数预报系统。
该系统的设计与实现对于造船事业来说,具有一定的影响。
因此,文章的研究势在必行。
1 系统的特点分析船体外板水火成型工艺参数预报系统在其设计与实现过程中,要依据其自身的特点,具体特点形式包括以下几个方面:首先,高技术的焰道预报系统。
在系统构成方面主要是帆型与鞍型外板展开与加工集成形式,在系统形成过程中,主要采取了高精度的外板展开方式,在此基础上对进入焰道的模块予以优化,进而提供有效的数据与加工信息。
焰道预报系统主要指的是焰道的具体位置、有效长度以及加工的时间等,对这些内容的有效数据进行提炼,与此同时,将船体曲型外板的加工与火工进行校正,以提炼出有效的数据;其次,为船厂使用提供批量处理。
在许多船厂在进行船体生产设计过程中,大多采用批量处理的方式,能够有效地提高船体生产中钢板的利用率以及生产效率[1]。
运用该系统,可以有效的将单个或者是多个形式组成批量予以处理,在实施批量处理的过程中,其计算方式较为灵活,既可以依据批量概念进行选取,也可以按照人工形式按次序选取;最后,该系统具有灵活的数据接口。
《JCO弯曲成型智能化控制系统研究》篇一一、引言随着现代制造业的飞速发展,自动化、智能化成为了行业的重要趋势。
弯曲成型工艺作为众多制造行业中的关键环节,其成型效果直接影响产品的质量与性能。
而智能化控制系统的引入,不仅提高了弯曲成型的精度和效率,也大大提升了生产过程的自动化水平。
本文以JCO弯曲成型智能化控制系统为研究对象,深入探讨其研究与应用。
二、JCO弯曲成型工艺概述JCO弯曲成型是一种常见的金属板材加工工艺,广泛应用于汽车、电子、家电等领域。
它通过精确控制材料的弯曲过程,实现对产品的定制化生产。
然而,传统的弯曲成型工艺多依赖于人工操作和经验判断,不仅效率低下,而且精度难以保证。
因此,开发一种智能化控制系统显得尤为重要。
三、JCO弯曲成型智能化控制系统的研究内容(一)系统架构设计JCO弯曲成型智能化控制系统采用先进的传感器技术和计算机控制技术,实现对整个生产过程的实时监控和精确控制。
系统架构包括数据采集层、数据处理层和控制执行层,各层之间通过数据通信实现信息的传递与交互。
(二)算法模型研究针对弯曲成型的工艺特点,研究合适的算法模型是实现智能化控制的关键。
通过对材料的物理特性、成型过程中的力学特性进行深入研究,建立精确的数学模型,为控制系统的运行提供理论支持。
(三)控制系统开发基于系统架构和算法模型,开发JCO弯曲成型智能化控制系统。
系统应具备实时数据采集、处理、分析和控制功能,能够根据实际生产情况自动调整参数,保证成型的精度和效率。
四、JCO弯曲成型智能化控制系统的应用与优势(一)应用领域JCO弯曲成型智能化控制系统广泛应用于汽车、电子、家电等制造行业,能够满足不同领域对产品定制化、高精度的需求。
(二)应用效果通过实际应用,JCO弯曲成型智能化控制系统显著提高了生产效率,降低了生产成本,同时提高了产品的精度和质量。
此外,系统还具有操作简便、维护方便等优点。
(三)优势分析1. 精度高:智能化控制系统能够实时调整参数,保证成型的精度。
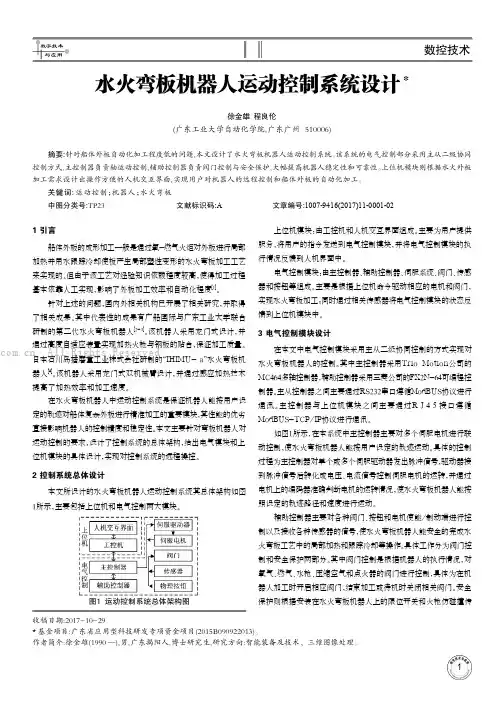
九轴水火弯板机器人运动控制系统设计∗
王全刚;程良伦
【期刊名称】《组合机床与自动化加工技术》
【年(卷),期】2016(000)003
【摘要】针对现阶段船体外板水火加工自动化水平普遍不高,工人手工烧板效率低、成本高、精度差、劳动强度大的现状,设计出基于TRIO嵌入式运动控制器和可编程逻辑器件PLC的九轴水火弯板机器人运动控制系统,通过弯板机器人九轴
联动,实现火枪头按照规划火路对钢板进行自动水火加工。
设计了TRIO与PLC
之间的自由口通用串行通信协议,保证了控制系统通信的可靠性。
该系统提升了船体外板加工的效率和质量,降低了生产成本和体力支出,能够完全满足水火弯板的自动化加工需求。
【总页数】4页(P90-92,96)
【作者】王全刚;程良伦
【作者单位】广东工业大学自动化学院,广州510006;广东工业大学计算机学院,广州 510006
【正文语种】中文
【中图分类】TH165;TG659
【相关文献】
1.基于MC464水火弯板机八轴运动控制系统的设计 [J], 陈翀;程良伦
2.水火弯板运动控制系统的研究 [J], 江伟欢;程良伦
3.水火弯板机器人运动控制系统设计 [J], 徐金雄;程良伦
4.水火弯板机器人机械手伺服驱动系统设计与研究 [J], 郭军刚;黄荣瑛;贠超
5.水火弯板机器人运动控制系统设计 [J], 徐金雄[1];程良伦[1]
因版权原因,仅展示原文概要,查看原文内容请购买。
基于lssvm的水火弯板变形预测方法
近年来,随着科学技术的不断发展,在热金属材料加工行业中,工程师正在探索一种新的金属变形技术—水火弯板变形技术,它有助于提高加工精度、完善加工质量,以达到耐磨性,高强度等优异性能。
但是,由于水火变形技术具有复杂的加工工艺,加工过程中温度、时间和加工角度的变化等许多因素的影响,对变形结果造成负面影响,使得变形结果变得不可预测。
为了解决水火变形不确定性的问题,研究人员提出了基于LSSVM的水火弯板变形预测技术。
LSSVM(Least Squares Support Vector Machine)是一种缩减了支持向量机算法中计算量的算法,可以大大提高运算效率,并且可以较好地处理现实世界中的非线性问题。
基于LSSVM的水火弯板变形预测技术首先对原始数据进行处理,然后利用LSSVM技术训练模型,建立水火弯板变形的模型,并预测不同变形幅度的弯板变形。
预测结果可以反映出水火变形加工工艺的最优参数,以及变形结果的期望值。
基于LSSVM的水火弯板变形预测技术,可以利用LSSVM算法对新数据进行“快速学习”,达到较高的准确率,并且可以快速考虑复杂的特征,同时支持多输入多输出,计算复杂度较低。
因此,基于LSSVM的水火弯板变形预测技术,可以有效地提高水火变形的准确性,以及提高变形加工的效率。
总的来说,基于LSSVM的水火弯板变形预测技术,可以有效地改善水火弯板变形加工的过程,提高加工精度,提高加工效率,减少加工误差,保证加工质量,提高产品的性能,实现变形效果的最佳平衡。
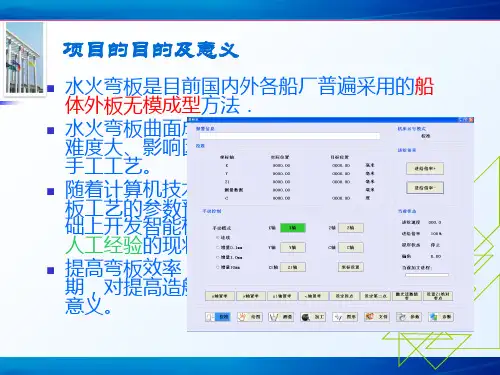
水火弯板项目概况一、研究意义船体外板曲面的成型加工是船舶制造的关键及重要环节之一。
各种船舶的外表面大多都是由复杂的、不可展的空间曲面构成,通常采用燃气火焰在钢板表面局部进行加热,当加热区达到一定温度后再降温,利用金属的热弹塑性收缩变形原理,以获得良好的整体变形,这就是所说的水火弯板工艺。
其中影响钢板变形的因素,有板材的形状参数(板长、板宽、板厚、曲率大小),加工参数(加热线的长度、宽度及形状、加热速度),热源(气体火焰、高频感应、激光加热),边界条件(两端自由、两端支撑、四角支撑),冷却方式(正面水冷、背面水冷、空冷)等。
二、国内外研究现状目前国内外大部分造船厂的水火弯板工艺都是由技术熟练的造船工人凭借长期积累的加工经验按照这个一般过程操作的。
而这种经验型的手工加热模式存在如下的不足:①水火弯板加工经验需要在长期的加工实践中获得,培养一名有经验的技工很不容易。
工作环境比较艰苦,劳动条件也较差,因此随着老工人的退休,很多青年工人不愿意从事这一工种。
②手工加热型的水火弯板加工存在加工时间长,成形质量不容易控制,难以实现精度控制等困难。
这导致了造船周期长,为后续造船工艺的精度控制设置了障碍。
③当今世界船舶市场的竞争日趋激烈,为了提高自身的造船竞争力,船厂必须在缩短造船周期、提高造船质量和降低造船成本等方面下功夫。
双曲率船体板的水火弯板成形是一个不可或缺的造船工艺,而手工加热型的水火弯板加工在成形效率和成形质量上都不能满足现代造船生产的迫切要求。
因此,水火弯板研究具有明显的工程应用背景和重要的学术价值,实现水火弯板成形的自动化己经是造船界的共识,必须尽决加以解决。
作为水火弯板工艺的发源地,日本早在二十世纪五六十年代就开始了对此工艺的探索,七八十年代开始了自动加工设备的研究。
1999年日本石川岛播磨重工业株式会社研制出一台曲板成形的自动化加工装置IHI-α。
该装置有以下几个特点[1]:(1)自动计算出曲板的加热路径和加热头热输入率等参数,以及加工后曲板形状变化的误差。
《JCO弯曲成型智能化控制系统研究》篇一一、引言随着制造业的快速发展,弯曲成型技术在多个领域得到了广泛应用。
然而,传统的弯曲成型过程往往依赖于人工操作和经验判断,不仅效率低下,而且难以保证产品的一致性和质量。
因此,研究开发一种智能化控制系统,即JCO弯曲成型智能化控制系统,对于提高生产效率、保证产品质量具有重要意义。
本文旨在研究JCO弯曲成型智能化控制系统的原理、设计、实现及其应用,以期为相关领域的研究和应用提供参考。
二、JCO弯曲成型智能化控制系统的原理JCO弯曲成型智能化控制系统基于先进的计算机技术和传感器技术,通过实时监测和自动控制,实现弯曲成型的智能化。
该系统主要包括数据采集、数据处理、控制决策和执行机构四个部分。
首先,数据采集部分通过传感器实时收集弯曲成型过程中的各种数据,如温度、压力、速度等。
其次,数据处理部分对收集到的数据进行处理和分析,提取出有用的信息。
接着,控制决策部分根据处理后的数据和信息,结合预设的算法和模型,做出相应的控制决策。
最后,执行机构根据控制决策,对弯曲成型过程进行实时调整和控制。
三、JCO弯曲成型智能化控制系统的设计JCO弯曲成型智能化控制系统的设计需要考虑到多个方面,包括系统架构、软件设计、硬件配置等。
在系统架构方面,该系统采用分布式架构,将数据采集、数据处理、控制决策和执行机构等多个部分进行模块化设计,提高了系统的灵活性和可维护性。
在软件设计方面,该系统采用先进的计算机技术和算法,实现了数据的实时处理和控制决策的快速响应。
同时,系统还具有友好的人机交互界面,方便操作人员进行控制和监控。
在硬件配置方面,该系统配备了高精度的传感器和执行机构,保证了数据的准确性和系统的稳定性。
此外,系统还具有较高的抗干扰能力和良好的环境适应性。
四、JCO弯曲成型智能化控制系统的实现JCO弯曲成型智能化控制系统的实现需要结合具体的弯曲成型设备和工艺要求进行。
在实现过程中,需要考虑到系统的安装、调试、运行和维护等多个方面。
11 引言船体外板的成形加工一般是通过氧-燃气火炬对外板进行局部加热并用水跟踪冷却使板产生局部塑性变形的水火弯板加工工艺来实现的。
但由于该工艺对经验知识依赖程度较高,使得加工过程基本依靠人工实现,影响了外板加工效率和自动化程度[1]。
针对上述的问题,国内外相关机构已开展了相关研究,并取得了相关成果。
其中代表性的成果有广船国际与广东工业大学联合研制的第二代水火弯板机器人[2-3]。
该机器人采用龙门式设计,并通过高度自适应装置实现加热火枪与钢板的贴合,保证加工质量。
日本石川岛播磨重工业株式会社研制的“IHIMU- a”水火弯板机器人[4]。
该机器人采用龙门式双机械臂设计,并通过感应加热技术提高了加热效率和加工速度。
在水火弯板机器人中运动控制系统是保证机器人能按用户设定的轨迹对船体复杂外板进行精准加工的重要模块,其性能的优劣直接影响机器人的控制精度和稳定性。
本文主要针对弯板机器人对运动控制的要求,设计了控制系统的总体架构,给出电气模块和上位机模块的具体设计,实现对控制系统的远程操控。
2 控制系统总体设计本文所设计的水火弯板机器人运动控制系统其总体架构如图1所示,主要包括上位机和电气控制两大模块。
上位机模块:由工控机和人机交互界面组成。
主要为用户提供服务,将用户的指令发送到电气控制模块,并将电气控制模块的执行情况反馈到人机界面中。
电气控制模块:由主控制器、辅助控制器、伺服系统、阀门、传感器和按钮等组成。
主要是根据上位机命令驱动相应的电机和阀门,实现水火弯板加工;同时通过相关传感器将电气控制模块的状态反馈到上位机模块中。
3 电气控制模块设计在本文中电气控制模块采用主从二级协同控制的方式实现对水火弯板机器人的控制。
其中主控制器采用Trio Motion公司的MC464多轴控制器,辅助控制器采用三菱公司的FX2N-64可编程控制器。
主从控制器之间主要通过RS232串口遵循ModBUS协议进行通讯。
主控制器与上位机模块之间主要通过R J 45接口遵循ModBUS-TCP/IP协议进行通讯。
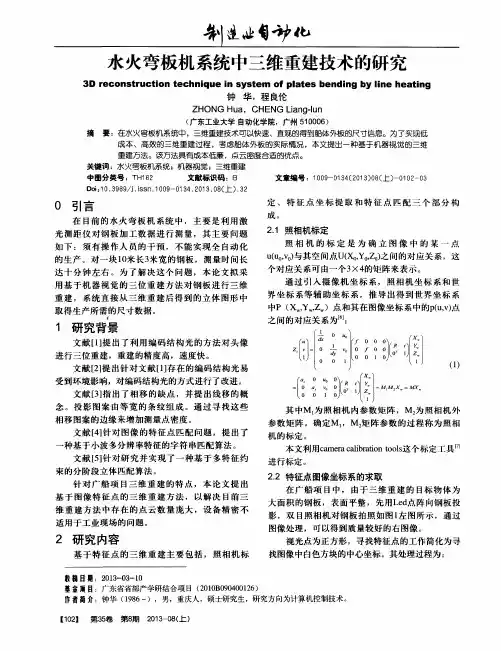
可表示为:是加热斑点中心最大热流密度;r0是热源有是离加热斑点中心的距离;o为换热表面的图1高斯分布热流密度模型————————————陈焕杰(1983-),男,广东广州人,硕士研究生,从事机械工程设计与研发工作。
五轴联动机器人是指X轴、Y轴、Z轴、R X轴及X、Y、Z轴主要用于控制火焰枪头在三维坐标系内行走,R X、R Z轴则用于控制火焰枪头在沿焰道行走时垂直焰道,保证火焰枪头时刻垂直于钢板当前加热点处的切平面。
其中,X1、X2轴移动装置控制整台设备沿X轴方向移路轨端头要有各2个接近式限位开关,起安全保护作能精确定位和反馈坐标位置。
X1、X2轴电机实现电气消隙及全闭环补偿控制,做到双电机同步驱动,电机带刹车。
轴移动装置控制火焰枪头沿Y轴方向移动,头要有2个接近式限位开关,起安全保护作用,能精确定位和反馈坐标位置,电机带刹车。
3控制系统为使研制的高性能复杂曲面水火弯板工艺设备整体达到控制要求,广船国际与广东工业大学共同设计了一套工艺控制系统,包括检测系统、参数控制系统、运动控制系统。
检测系统主要通过对准备加工的钢板进行扫描并获取钢板的点云三维数据。
加工参数控制系统主要实现了将扫描获取到的点云数据进行预处理,再将这些数据与目标板数据进行匹配,进而形成加工数据,最后传送给运动控制整机安装后,完成系统运动调试。
其中,各轴的运动控制参数如下:图2高性能复杂曲面水火弯板工艺设备三维结构图3枪头结构图4三维模拟检查图5系统控制策略图6样箱检测五轴联动的高性能复杂曲面水火弯板工艺设备,以工艺控制系统,使得水火弯板工艺过程中,对加热火焰的姿态控制更加精准,加热火焰能够时刻垂直于钢板当前加热点处的切平面,从而达到了复杂曲面大曲率船体外板水火弯板工艺控制的基本技术要求,最终实现了高性能、高效率、高精度的复杂曲面水火弯板自动化加工。
《JCO弯曲成型智能化控制系统研究》篇一一、引言随着制造业的快速发展,弯曲成型技术在众多领域中得到了广泛应用。
然而,传统的弯曲成型过程往往依赖于人工操作和经验判断,不仅效率低下,而且精度难以保证。
为了解决这一问题,JCO弯曲成型智能化控制系统应运而生。
该系统通过引入先进的智能化技术,实现了对弯曲成型过程的精确控制和优化,提高了生产效率和产品质量。
本文将对JCO弯曲成型智能化控制系统的研究进行详细探讨。
二、JCO弯曲成型智能化控制系统的基本原理JCO弯曲成型智能化控制系统基于先进的控制算法和传感器技术,实现对弯曲成型过程的实时监测和智能控制。
系统通过高精度传感器采集弯曲成型过程中的各种数据,如温度、压力、速度等,将这些数据传输至控制系统进行分析和处理。
控制系统根据预设的算法和模型,对数据进行实时分析和处理,从而实现对弯曲成型过程的精确控制。
三、JCO弯曲成型智能化控制系统的关键技术1. 数据采集与传输技术:JCO弯曲成型智能化控制系统采用高精度传感器,实时采集弯曲成型过程中的各种数据,确保数据的准确性和实时性。
同时,系统采用先进的数据传输技术,将数据快速、稳定地传输至控制系统,为后续的分析和处理提供可靠的数据支持。
2. 智能控制算法:JCO弯曲成型智能化控制系统采用先进的控制算法,如模糊控制、神经网络控制等,实现对弯曲成型过程的精确控制。
这些算法能够根据实时数据和预设的模型,自动调整控制参数,使弯曲成型过程达到最优状态。
3. 人机交互界面:系统配备友好的人机交互界面,操作人员可以通过界面实时监控弯曲成型过程的数据和状态,方便地进行参数设置和操作。
同时,界面还提供丰富的信息反馈和故障诊断功能,帮助操作人员快速解决问题。
四、JCO弯曲成型智能化控制系统的应用优势1. 提高生产效率:JCO弯曲成型智能化控制系统能够实现对弯曲成型过程的精确控制和优化,减少人工操作和调整的时间,提高生产效率。
2. 提高产品质量:系统通过实时监测和智能控制,确保弯曲成型的精度和稳定性,提高产品的合格率和质量。