数控车床——螺纹加工公开课 课件
- 格式:ppt
- 大小:456.50 KB
- 文档页数:15

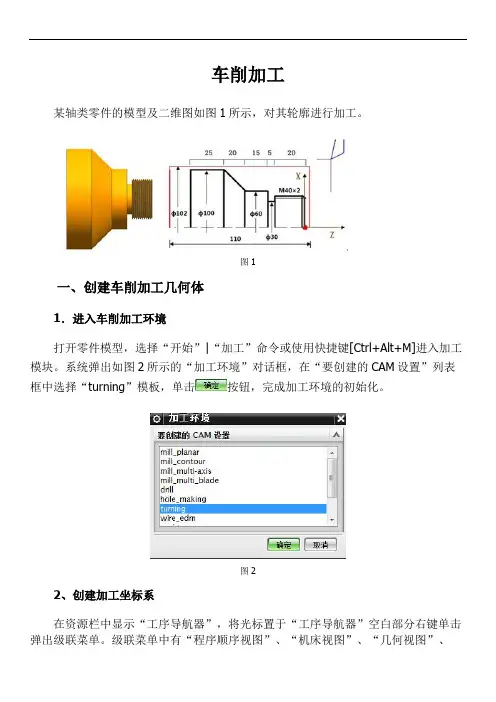
车削加工某轴类零件的模型及二维图如图1所示,对其轮廓进行加工。
图1一、创建车削加工几何体1.进入车削加工环境打开零件模型,选择“开始”|“加工”命令或使用快捷键[Ctrl+Alt+M]进入加工模块。
系统弹出如图2所示的“加工环境”对话框,在“要创建的CAM设置”列表框中选择“turning”模板,单击按钮,完成加工环境的初始化。
图22、创建加工坐标系在资源栏中显示“工序导航器”,将光标置于“工序导航器”空白部分右键单击弹出级联菜单。
级联菜单中有“程序顺序视图”、“机床视图”、“几何视图”、“加工方法视图”等,如图3所示。
在级联菜单中可以切换视图,单击“几何视图”切换到几何视图。
依次单击前的“+”符号,将WORKPIECE及TURNING_WORKPIECE 展开。
如图4所示图3 图4双击“MCS_SPINDLE”结点,系统弹出如图5所示的“MCS主轴”对话框,选择左端面的圆心以指定MCS,如图6所示。
车床工作面指定ZM-XM平面,则ZM轴被定义为主轴中心,加工坐标原点被定义为编程零点。
单击按钮,完成设置。
图5 图63、定义工件在“工序导航器—几何”视图中双击“WORKPIECE”结点,弹出如图7所示的“工件”对话框,完成几何体的指定。
其中,图7单击“指定部件”按钮,弹出“部件几何体”对话框,选择零件轴,如图8所示。
单击按钮,完成设置。
图8单击“指定毛坯”按钮,弹出“毛坯几何体”对话框,选择“包容圆柱体”类型,轴方向选择“+ZM”,按如图9所示设置参数,则可以指定一个长110mm,直径102mm的圆柱体作为毛坯。
单击按钮,完成对零件轴毛坯的指定。
图94、创建部件边界在“工序导航器—几何”视图中双击“TURNING_WORKPIECE”结点,弹出如图10所示的“车削工件”对话框。
图10在“部件旋转轮廓”类型中选择“无”,单击“指定部件边界”的按钮,弹出如图11所示的“部件边界”对话框,过滤类型默认为“曲线边界”。

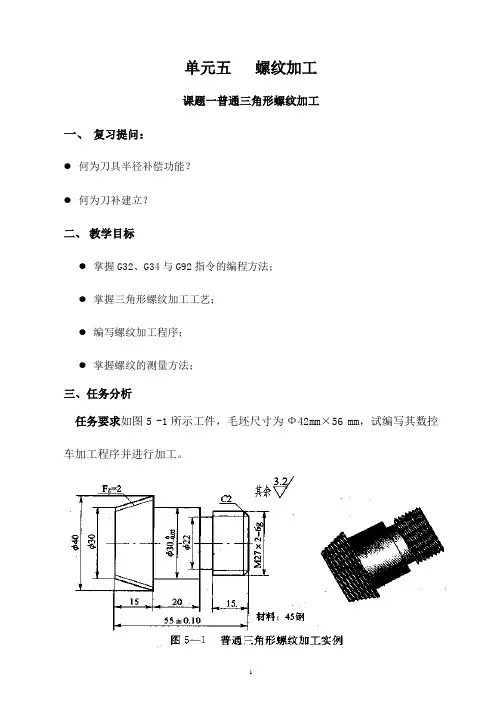
单元五螺纹加工课题一普通三角形螺纹加工一、复习提问:●何为刀具半径补偿功能?●何为刀补建立?二、教学目标●掌握G32、G34与G92指令的编程方法;●掌握三角形螺纹加工工艺;●编写螺纹加工程序;●掌握螺纹的测量方法;三、任务分析任务要求如图5 -1所示工件,毛坯尺寸为Ф42mm×56 mm,试编写其数控车加工程序并进行加工。
任务分析螺纹加工是数控车床的主要功能之一。
编写螺纹加工程序时,有多种螺纹加工指令可供选择,如G32、G92、G76等,学员可根据具体情况进行合理的选择。
此外,为了加工出合格的三角形螺纹,选用合理的螺纹加工工艺是关键。
四、相关理论1.三角形螺纹加工艺(1)螺纹标记及基本牙型普通螺纹分粗牙普通螺纹和细牙普通螺纹,牙型角为60。
●粗牙普通螺纹的螺距是标准螺距,其代号用字母“M”及公称直径表示,如M16、M12等。
●细牙普通螺纹代号用字母“M”及公称直径×螺距表示,如 M24×1.5、M27X2等。
●普通螺纹有左旋螺纹和右旋螺纹之分,左旋螺纹应在螺纹标记的末尾处加注“LH”字,如M20×1 .5LH等,未注明的是右旋螺纹。
(2)普通螺纹的基本牙型如图5- 2所示,各字符的含义如下:P:螺纹螺距:H:螺纹原始三角形高度,H—0. 866PD、d;螺纹大径,螺纹大径的基本尺寸与螺纹的公称直径相同;D、d2:螺纹中径,D2(d2)一D(d)一O.649 5P;D、d1:螺纹小径,D (d)一D(d)1. 08P。
(3)螺纹总切深及多刀切削螺纹总切深为1.3P。
多次进给切削。
进给次数及实际背吃刀量可按表5--1选取。
(4)螺纹的导入导出距离如图5—3b所示。
一般δ1取2~3P,δ2一般取l~2P.(4)车螺纹前直径尺寸的确定:可采用下列近似公式计算:●车削外螺纹 D底=D-0.13P,一般应车得比基本尺寸小0.24-0.4mm。
●车削塑性金属的内螺纹 D孔≈d- P●车削脆性金属的内螺纹: D孔=d -1.05P上式中,D底为外螺纹的小径,D孔为车螺纹前的孔径;D、d为螺纹公称直径;P为螺距。