2.5数控车螺纹指令编程与加工
- 格式:ppt
- 大小:814.50 KB
- 文档页数:20
数控车床螺纹加工编程指令的应用济宁职业技术学院(山东)张玉香在目前的FANUC 和广州数控系统的车床上,加工螺纹一般可采用3 种方法:G32 直进式切削方法、G92直进式固定循环切削方法和G76 斜进式复合固定循环切削方法。
由于它们的切削方式和编程方法不同,造成的加工误差也不同,在操作使用时需仔细分析,以便加工出高精度的零件。
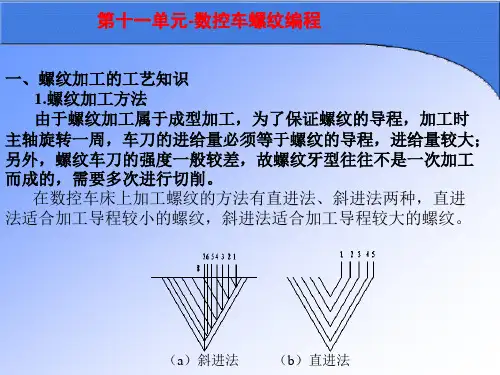
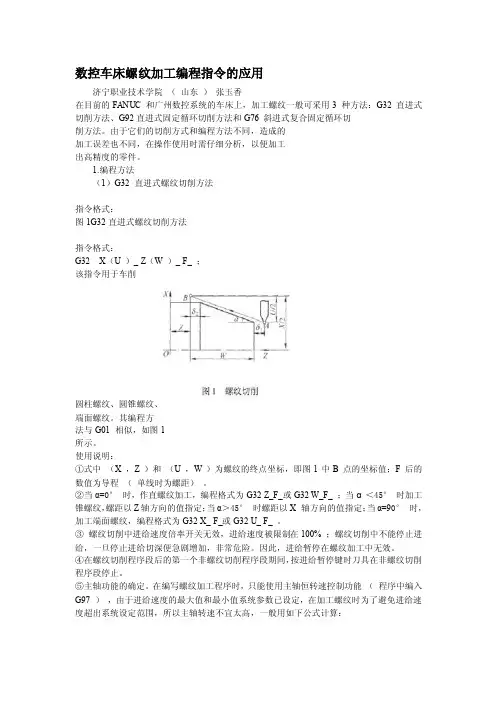
1.编程方法(1)G32 直进式螺纹切削方法指令格式:图1G32直进式螺纹切削方法指令格式:G32 X(U )_ Z(W )_ F_ ;该指令用于车削圆柱螺纹、圆锥螺纹、端面螺纹。
其编程方法与G01 相似,如图1所示。
使用说明:①式中(X ,Z )和(U ,W )为螺纹的终点坐标,即图1 中B 点的坐标值;F 后的数值为导程(单线时为螺距)。
②当α=0°时,作直螺纹加工,编程格式为G32 Z_F_或G32 W_F_ ;当α<45°时加工锥螺纹,螺距以Z轴方向的值指定;当α>45°时螺距以X 轴方向的值指定;当α=90°时,加工端面螺纹,编程格式为G32 X_ F_或G32 U_ F_ 。
③螺纹切削中进给速度倍率开关无效,进给速度被限制在100% ;螺纹切削中不能停止进给,一旦停止进给切深便急剧增加,非常危险。
因此,进给暂停在螺纹加工中无效。
④在螺纹切削程序段后的第一个非螺纹切削程序段期间,按进给暂停键时刀具在非螺纹切削程序段停止。
⑤主轴功能的确定。
在编写螺纹加工程序时,只能使用主轴恒转速控制功能(程序中编入G97 ),由于进给速度的最大值和最小值系统参数已设定,在加工螺纹时为了避免进给速度超出系统设定范围,所以主轴转速不宜太高,一般用如下公式计算:(取)且从粗加工到精加工,主轴转速必须保持恒定。
否则,螺距将发生变化,会出现乱牙。
⑥螺纹起点和终点轴向尺寸的确定。
螺纹加工时应注意在有效螺纹长度的两端留出足够的升速段和降速段,以剔除两端因进给伺服电动机变速而产生的不符合要求的螺纹段,通常:δ=(2~3 )螺距δ=(1~2 )螺距⑦螺纹起点和终点径向尺寸的确定。


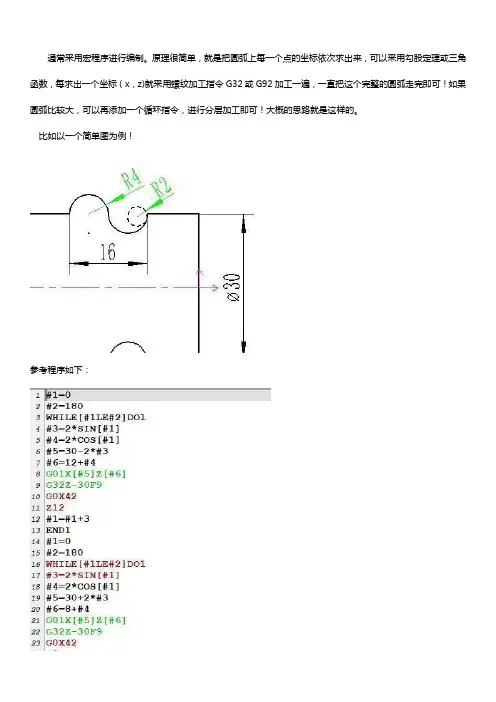
通常采用宏程序进行编制。
原理很简单,就是把圆弧上每一个点的坐标依次求出来,可以采用勾股定理或三角函数,每求出一个坐标(x,z)就采用螺纹加工指令G32或G92加工一遍,一直把这个完整的圆弧走完即可!如果圆弧比较大,可以再添加一个循环指令,进行分层加工即可!大概的思路就是这样的。
比如以一个简单图为例!参考程序如下:仿真效果如图所示扩展资料:加工圆弧螺纹,通常采用宏程序进行编制。
原理很简单,就是把圆弧上每一个点的坐标依次求出来,可以采用勾股定理或三角函数,每求出一个坐标(x,z)就采用螺纹加工指令G32或G92加工一遍,一直把这个完整的圆弧走完即可!如果圆弧比较大,可以再添加一个循环指令,进行分层加工即可!在数控车床上可以车削米制、英寸制、模数和径节制四种标准螺纹,无论车削哪一种螺纹,车床主轴与刀具之间必须保持严格的运动关系:即主轴每转一转(即工件转一转),刀具应均匀地移动一个(工件的)导程的距离。
以下通过对普通螺纹的分析,加强对普通螺纹的了解,以便更好的加工普通螺纹。
数控车床对普通螺纹的加工需要一系列尺寸,普通螺纹加工所需的尺寸计算分析主要包括以下两个方面:1、螺纹加工前工件直径考虑螺纹加工牙型的膨胀量,螺纹加工前工件直径D/d-0.1P,即螺纹大径减0.1螺距,一般根据材料变形能力小取比螺纹大径小0.1到0.5。
2、螺纹加工进刀量螺纹加进刀量可以参考螺纹底径,即螺纹刀最终进刀位置。
螺纹小径为:大径-2倍牙高;牙高=0.54P(P为螺距)螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工作材料进行选择。
在数控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。
我们在操作使用上要仔细分析,争取加工出精度高的零件。
1、G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。
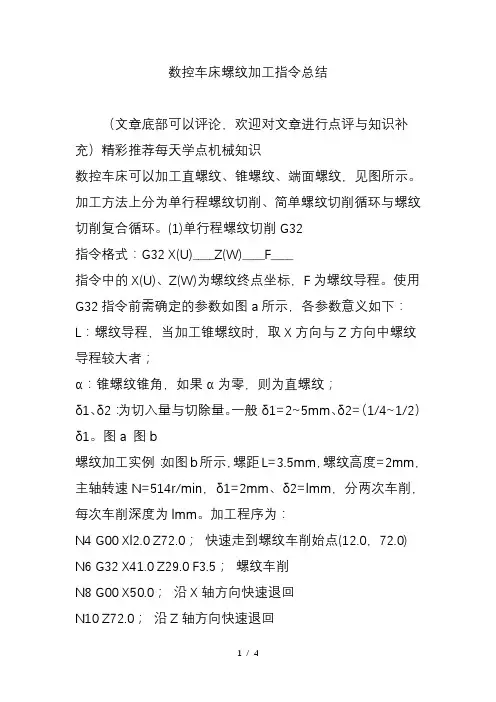
数控车床螺纹加工指令总结(文章底部可以评论,欢迎对文章进行点评与知识补充)精彩推荐每天学点机械知识数控车床可以加工直螺纹、锥螺纹、端面螺纹,见图所示。
加工方法上分为单行程螺纹切削、简单螺纹切削循环与螺纹切削复合循环。
(1)单行程螺纹切削G32指令格式:G32 X(U)____Z(W)____F____指令中的X(U)、Z(W)为螺纹终点坐标,F为螺纹导程。
使用G32指令前需确定的参数如图a所示,各参数意义如下:L:螺纹导程,当加工锥螺纹时,取X方向与Z方向中螺纹导程较大者;α:锥螺纹锥角,如果α为零,则为直螺纹;δ1、δ2:为切入量与切除量。
一般δ1=2~5mm、δ2=(1/4~1/2)δ1。
图a 图b螺纹加工实例:如图b所示,螺距L=3.5mm,螺纹高度=2mm,主轴转速N=514r/min,δ1=2mm、δ2=lmm,分两次车削,每次车削深度为lmm。
加工程序为:N4 G00 Xl2.0 Z72.0;快速走到螺纹车削始点(12.0,72.0)N6 G32 X41.0 Z29.0 F3.5;螺纹车削N8 G00 X50.0;沿X轴方向快速退回N10 Z72.0;沿Z轴方向快速退回N12 X10.0;快速走到第二次螺纹车削起始点N14 G32 X39.0 Z29.0;第二次螺纹车削N16 G00 X50.0;沿X轴方向快速退回N18 G30 U0 W0 M09;回参考点N20 M30;程序结束(2)螺纹切削循环指令G92螺纹切削循坏G92为简单螺纹循环,该指令可以切削锥螺纹与圆柱螺纹,其循环路线与前述的单一形状固定循环基本相同,只是F后续进给量改为螺距值。
其指令格式为:G92 X(U)____Z(W)____R____F____;如图为螺纹切削循环图。
刀具从循环起点A开始,按A→B→C→D→A路径进行自动循环。
图中虚线表示刀具快速移动,实线表示按F指定的工作速度移动。
X、Z为螺纹终点的(C点)的坐标值;U、W起点坐标到终点坐标的增量值;R为锥螺纹终点半径与起点半径的差值,R值正负判断方法与G90相同,圆柱螺纹R=0时,可以省略;F为螺距值。

螺纹数控铣削加工及程序编制传统的螺纹加工有些局限性,对于较大的,或者有些特殊结构要求的,采用以前的加工方法进行加工时,加工效率,加工难度等方面就显得不是很理想。
当采用数控铣削方法加工时,这些问题就迎刃而解了。
螺纹数控铣削加工是一种新型的螺纹加工工艺,该工艺的出现使螺纹加工变得更加简单、合理。
螺纹的加工工艺也随之发生改变,并取得良好的效果,本文主要分析了螺纹的加工方法,螺纹数控铣削加工,并以实例的形式,简述了螺纹数控铣削加工程序的编制。
标签:数控铣床螺纹加工程序编制1 概述随着社会经济的发展,时代的进步,我国机械制造业已经广泛的应用数控加工技术。
在一些大型的机械设备及机械零件中,经常会碰到比较大的螺纹。
对该类螺纹采用传统车削,板牙,丝锥等加工方法已经不能满足需要。
随着数控技术的发展,在数控铣床和加工中心中进行螺纹铣削加工,改变了传统螺纹加工工艺和方法,并取得了良好的效果。
2 常用螺纹的加工方法工件上的螺纹有两种,一种是内螺纹,一种是外螺纹。
螺纹加工常用的就是切削加工和滚压加工两大类。
滚压加工,是用滚压模具对零件进行滚压加工,使零件发生塑性变形而得到螺纹的加工方法。
滚压加工适用于外螺纹加工,大批量的标准件或者其它螺纹连接件。
滚压加工的螺纹一般外径尺寸不超过25mm,长度不超过100mm,螺纹精度达到2级。
切削加工,就是用成形刀具或者磨具在零件上加工出相关的螺纹。
常用车削,攻丝,套螺纹,铣削,磨削加工,研磨,旋风切削加工等。
在这些加工中,车削、铣削、磨削加工是零件每运动一圈,刀具沿着轴向位置移动一个导程,刀具切削零件得到与刀具形状相同的螺纹。
攻丝和套螺纹加工,在进行切削前,内螺纹需要将螺纹底孔加工到位,外螺纹需将轴尺寸加工到位,才能进行攻丝或套丝加工。
这些加工方法都有不同的适用场合,在实践生产过程中,我们应当选择最合适的加工方法进行加工。
对于一些较大的螺纹(D>25mm)车床装夹又不太方便的工件,这时采用数控铣床进行螺纹铣削加工就比较方便。

数控车床各种螺纹编程与加工技巧作者:董宏伟来源:《数字技术与应用》2011年第07期摘要:随着数控技术的发展,数控技术日新月异,在数控车图纸中出现了很多的普通螺纹,梯形螺纹,异型螺纹,本文就用FANUC-0iTc系统数控车床中螺纹车削加工的特点及注意事项.对常用的三种加工指令G92 、G76和 G32 的含义进行了说明,并对它们各自的进刀方式、加工方法、编程方法及工件的加工精度方面进行了比较。
关键词:FANUC-0iTc 数控车床螺纹车削进刀方式编程中图分类号: TP311 文献标识码:A 文章编号:1007-9416(2011)07-0001-01随着数控技术的发展,数控车床中图纸中出现了很多形式的螺纹,比如说普通单线螺纹,英制螺纹,梯形螺纹,异性螺纹,而在数控车削加工中,梯形螺纹和特殊螺纹比较难以掌加工的,本文就从各种螺纹的加工方法展开讨论:1、普通单线螺纹加工方法及特点由于数控机床安装了主轴编码器,主轴在一周的旋转过程中,刀具随着X进给轴方向移动一个螺距,比如:螺距是2,则进给速度为2mm/r,一般螺纹在加工时,需要采用多次进刀的方式才能去除螺纹上的多余余量,每刀的切削深度,由刀具材料来决定,如果每刀进给恒定,则切削力和金属去除率从上一刀到下一刀会剧烈增加。
为了得到比较合适的切削力,切削深度应该随着切削次数依次递减,保证恒切削量加工。
数控编程螺纹加工中,螺纹加工有3种加工方法:分别是G32直进式切削方式、G92直进式切削方式和G76斜进式切削方式,由于切削方法的不同,编程方法不同,造成加工误差也不同。
我们在操作使用上要仔细分析,使零件加工出精度高的零件。
在螺纹加工结束后,有的因为机床精度等原因,使得螺纹加工结束后中径值达不到尺寸,此时可以改变程序中最后一个X值即可,每次修改的大小在0.02mm左右,通过反复的修改就可以将这个普通单线螺纹做合格。
2、梯形螺纹的加工特点及程序编制在数车上面车梯形螺纹时,由于梯形螺纹在车削过程中刀具受力比较大,对主轴和丝杠的要求很高,可以采用将机床调整至低速档以增加扭矩,如果在机床高速档车削梯形螺纹,会出现扎刀,闷车等现象。