2009.11--2010.03无铅喷锡锡炉成分表
- 格式:xls
- 大小:63.00 KB
- 文档页数:4
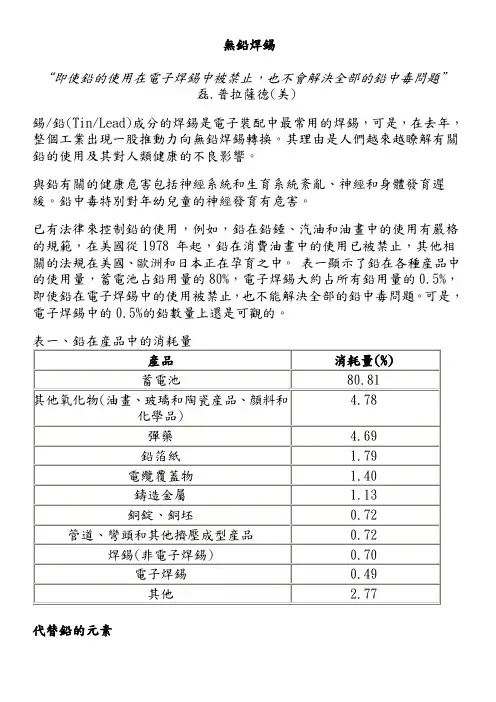
無鉛焊錫“即使鉛的使用在電子焊錫中被禁止,也不會解決全部的鉛中毒問題”磊.普拉薩德(美)錫/鉛(Tin/Lead)成分的焊錫是電子裝配中最常用的焊錫,可是,在去年,整個工業出現一股推動力向無鉛焊錫轉換。
其理由是人們越來越瞭解有關鉛的使用及其對人類健康的不良影響。
與鉛有關的健康危害包括神經系統和生育系統紊亂、神經和身體發育遲緩。
鉛中毒特別對年幼兒童的神經發育有危害。
已有法律來控制鉛的使用,例如,鉛在鉛錘、汽油和油畫中的使用有嚴格的規範,在美國從1978 年起,鉛在消費油畫中的使用已被禁止,其他相關的法規在美國、歐洲和日本正在孕育之中。
表一顯示了鉛在各種産品中的使用量,蓄電池占鉛用量的80%,電子焊錫大約占所有鉛用量的0.5%,即使鉛在電子焊錫中的使用被禁止,也不能解決全部的鉛中毒問題。
可是,電子焊錫中的0.5%的鉛數量上還是可觀的。
代替鉛的元素電子工業正在尋找無鉛焊錫,能夠取代普遍接受和廣泛使用的錫/鉛焊錫。
研究與開發的努力集中在潛在的合金上面,這種合金要提供與錫/鉛共晶焊錫相似的物理、機械、溫度和電氣性能。
表二是可以取代鉛的金屬及其相對成本。
除了成本之外,還必須瞭解考慮作爲鉛替代的元素的供需情況。
如表三所示,含鉍合金從可利用資源的出發點上是無希望的,現在可利用得鉍供應可能被全部用完,如果將此合金廣泛用於正在蓬勃發展的電子工業。
從表二所顯示的潛在替代金屬的相對價格看,很明顯,許多無鉛焊錫將比其替代的錫/鉛焊錫貴得多。
例如,銦(In)是用來取代鉛的主要元素之一,但它是一種次貴重金屬,幾乎和銀一樣貴。
可是應該注意,所建議的焊錫合金的高成本在決定最終産品價格時,並不象最初所顯示的那麽重要。
因爲所需的量少,在裝配中,和其他成本因素如:元件、電路板及裝配相比,焊錫成本幾乎不重要。
所選合金的性能是非常重要的。
無鉛焊錫及其特性和溫度、機械、蠕變、疲勞特性一樣,熔化溫度點是最重要的焊錫特性之一。
表四提供了現時能買到的無鉛焊錫一覽表。

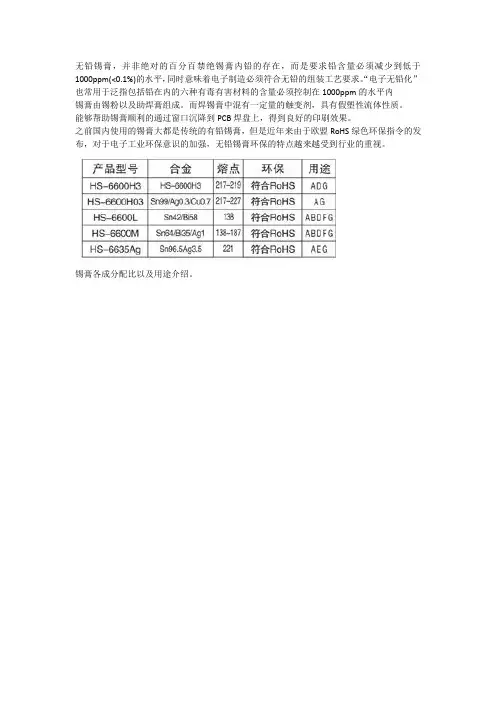
无铅锡膏,并非绝对的百分百禁绝锡膏内铅的存在,而是要求铅含量必须减少到低于1000ppm(<0.1%)的水平,同时意味着电子制造必须符合无铅的组装工艺要求。
“电子无铅化”也常用于泛指包括铅在内的六种有毒有害材料的含量必须控制在1000ppm的水平内
锡膏由锡粉以及助焊膏组成。
而焊锡膏中混有一定量的触变剂,具有假塑性流体性质。
能够帮助锡膏顺利的通过窗口沉降到PCB焊盘上,得到良好的印刷效果。
之前国内使用的锡膏大都是传统的有铅锡膏,但是近年来由于欧盟RoHS绿色环保指令的发布,对于电子工业环保意识的加强,无铅锡膏环保的特点越来越受到行业的重视。
锡膏各成分配比以及用途介绍。
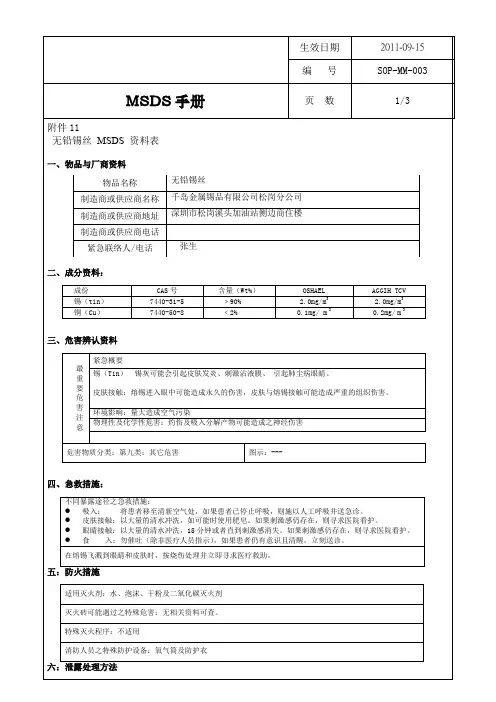
无铅焊锡丝参数
摘要:
1.无铅焊锡丝的定义和特点
2.无铅焊锡丝的参数及其作用
3.无铅焊锡丝参数的选择与应用
正文:
无铅焊锡丝是一种环保型电子焊接材料,其主要成分是以锡、银、铜为主,不含有铅等重金属元素。
无铅焊锡丝具有熔点低、润湿性好、焊接强度高、可焊性广泛等特点,被广泛应用于电子、通信、家电等行业。
无铅焊锡丝的参数包括:熔点、凝固点、润湿性、焊接强度、线径、锡铅比例等。
这些参数直接影响着焊接过程中的焊接质量、焊接效率以及焊点的可靠性。
熔点和凝固点是无铅焊锡丝的基本参数,它们决定了焊接过程中的温度范围。
熔点低的焊锡丝易于熔化,焊接过程更为便捷,但过低的熔点可能导致焊接强度不足。
凝固点则决定了焊点的硬度和韧性,合适的凝固点可以保证焊点具有良好的机械性能。
润湿性是指焊锡丝在焊接过程中与焊接表面的亲和力。
良好的润湿性有利于焊接过程中锡液的铺展,从而提高焊接质量。
焊接强度和可焊性则是评价无铅焊锡丝性能的重要指标,它们直接关系到焊点的可靠性。
线径和锡铅比例是影响无铅焊锡丝可焊性的重要参数。
线径的选择要根据实际焊接需求进行,过粗或过细的线径都可能影响焊接质量。
锡铅比例则决定
了焊锡丝的熔点和焊接性能,合适的锡铅比例可以保证焊接过程顺利进行。
在选择无铅焊锡丝时,需要根据实际应用场景和焊接要求,综合考虑以上参数,选择合适的无铅焊锡丝。
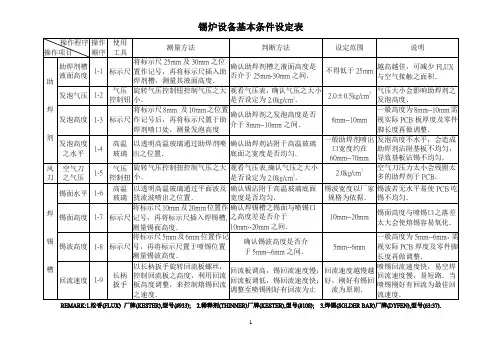
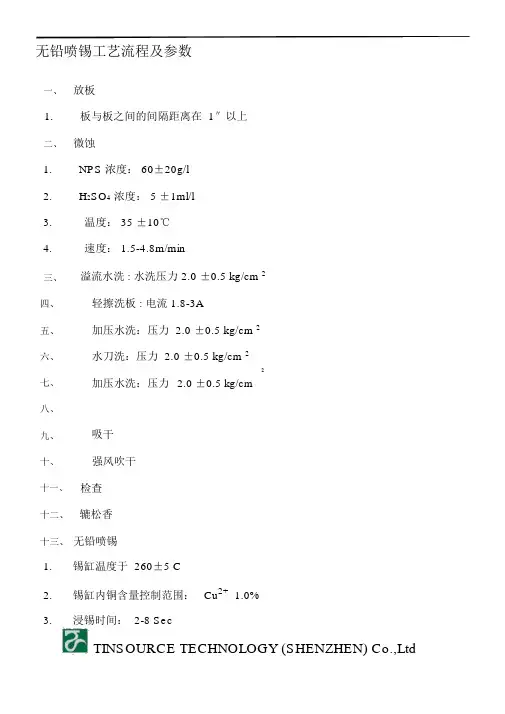
无铅喷锡工艺流程及参数
一、放板
1.板与板之间的间隔距离在 1″以上
二、微蚀
1.NPS 浓度: 60±20g/l
2.H2SO4浓度: 5 ±1ml/l
3.温度: 35 ±10℃
4.速度: 1.5-4.8m/min
三、溢流水洗 : 水洗压力 2.0 ±0.5 kg/cm 2
四、轻擦洗板 : 电流 1.8-3A
五、加压水洗:压力 2.0 ±0.5 kg/cm 2
六、水刀洗:压力 2.0 ±0.5 kg/cm 2
七、八、九、十、十一、
2 加压水洗:压力 2.0 ±0.5 kg/cm
吸干
强风吹干
检查
十二、辘松香
十三、无铅喷锡
1.锡缸温度于 260±5 C
2.锡缸内铜含量控制范围: Cu2+ 1.0%
3.浸锡时间: 2-8 Sec
TINSOURCE TECHNOLOGY (SHENZHEN) Co.,Ltd
4.风刀压力: 1.5 ±4 kg/cm 2十四、热水洗:温度 65±10℃十五、轻擦洗板:电流 1.8-3
十六、十七、加压水洗:压力 2.0 ±0.5 kg/cm 2 高压水洗:压力4±1 kg/cm 2
十八、清水洗
十九、吸干
二十、强风吹干
二十一、热风吹干:温度80℃
二十二、收板
TINSOURCE TECHNOLOGY (SHENZHEN) Co.,Ltd。
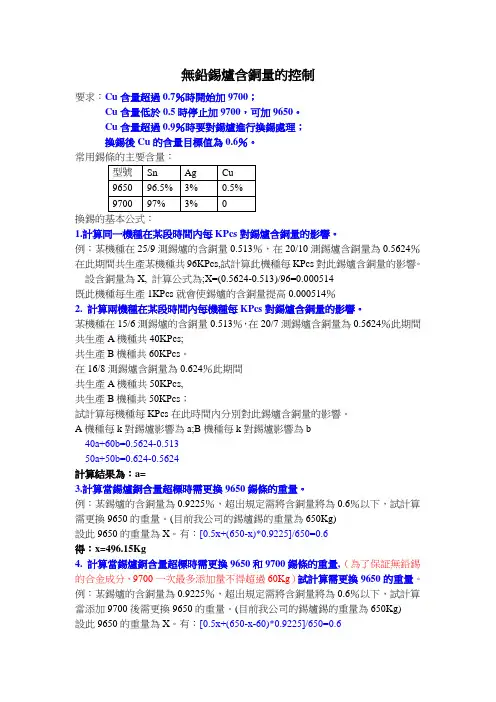
無鉛錫爐含銅量的控制要求:Cu含量超過0.7%時開始加9700;Cu含量低於0.5時停止加9700,可加9650。
Cu含量超過0.9%時要對錫爐進行換錫處理;換錫後Cu的含量目標值為0.6%。
常用錫條的主要含量:換錫的基本公式:1.計算同一機種在某段時間內每KPcs對錫爐含銅量的影響。
例:某機種在25/9測錫爐的含銅量0.513%,在20/10測錫爐含銅量為0.5624%在此期間共生產某機種共96KPcs,試計算此機種每KPcs對此錫爐含銅量的影響。
設含銅量為X, 計算公式為;X=(0.5624-0.513)/96=0.000514既此機種每生產1KPcs就會使錫爐的含銅量提高0.000514%2. 計算兩機種在某段時間內每機種每KPcs對錫爐含銅量的影響。
某機種在15/6測錫爐的含銅量0.513%,在20/7測錫爐含銅量為0.5624%此期間共生產A機種共40KPcs;共生產B機種共60KPcs。
在16/8測錫爐含銅量為0.624%此期間共生產A機種共50KPcs,共生產B機種共50KPcs;試計算每機種每KPcs在此時間內分別對此錫爐含銅量的影響。
A機種每k對錫爐影響為a;B機種每k對錫爐影響為b40a+60b=0.5624-0.51350a+50b=0.624-0.5624計算結果為:a=3.計算當錫爐銅含量超標時需更換9650錫條的重量。
例:某錫爐的含銅量為0.9225%,超出規定需將含銅量將為0.6%以下,試計算需更換9650的重量。
(目前我公司的錫爐錫的重量為650Kg)設此9650的重量為X。
有:[0.5x+(650-x)*0.9225]/650=0.6得:x=496.15Kg4. 計算當錫爐銅含量超標時需更換9650和9700錫條的重量,(為了保証無鉛錫的合金成分,9700一次最多添加量不得超過60Kg)試計算需更換9650的重量。
例:某錫爐的含銅量為0.9225%,超出規定需將含銅量將為0.6%以下,試計算當添加9700後需更換9650的重量。
锡膏成分:金属成份:锡粉( Powder )将零件固定在电路板上化学成份:助焊剂( Flux )清除锡粉表面之氧化物清除零件或电路板上之金属氧化物--> 帮助焊接合金与FLUX比例:体积比=1:1重量比=9:1锡份的作用:1:提供導電功能.2:提供鍵接功能.3:熔點低利于作業.助焊剂作用:化学上去除被焊金属表面的氧化物与污物去除锡粉表面氧化物在焊接过程中防止焊接金属表面二次氧化温度上焊接作业中加速熔锡至焊点或被焊金属间的热传递物理上助焊剂被用以增进湿润性﹐即液态金属对固态金属的金属亲和力提供一定的黏度–影响锡膏的印刷性助焊剂的成分:活化劑Activator溶劑Solvent熱穩成分Heat Stable Component介面劑Surfactant活化劑的作用:去除被焊接金屬表面的氧化物,在加熱過程中避免被焊接金屬表面和銲錫發生二次氧化溶劑的作用:讓各種成分保持在溶解的狀態,載體介面劑的作用:助銲劑在發泡的應用上, 可以維持細小而且均勻的泡沫,降低表面張力, 增加助銲劑在被焊接金屬表面的濕潤性,當溶劑在預熱階段揮發時, 使活性劑均勻沉積分佈在電路板的銲錫面上熱穩成分作用:其作用在於維持焊接時的溫度, 並降低被焊接金屬表面張力, 以達到良好銲錫作用印刷参数对制程的影响:印刷速度印刷速度太快:會發生虛印、漏印或錫膏量不足(錫膏印刷時下降未完全)。
印刷速度太慢,錫膏雖有充分時間下降,但鋼版與基板接觸時間過長,而使錫膏流至反面,造成錫膏拉絲而出現小錫珠。
當錫膏黏度太低,再連續印刷時易造成滲漏下塌而產生短路。
刮刀速度刮刀在模板上刮锡膏的速度也是影响锡膏厚度的一个重要因素。
一般而言,速度快,给予锡膏的剪切力会越大,在触变特性的作用的情况下,锡膏的流动性会较好,填充较好,但填充时间又会短,同时高速印刷会降低paste粘度,会减少焊盘上的paste量,如果paste含固量较小,则印刷后金属量小,焊点会很小,则板子的问题会增多。
白铜锡889(无铅配方)白铜锡889能镀出一层银白色之光亮白铜锡合金,具有柔软及光泽,而且有高度防腐能力,达至欧洲无铅无镍RoHS标准。
此镀液能适用于挂镀或滚镀,是装饰性行业最佳选择。
滚镀开缸方法(每一公升计)纯水700毫升氰化钠55克氰化亚铜 14克白铜锡锌盐889ZT 1.8克(先溶于高温氢氧化钾溶液)氢氧化钾14克白铜锡锡盐889T 33克待完全溶解后,进行活性炭处理至清澈,然后加入70毫升/升白铜锡开缸剂889M,1毫升/升白铜锡光亮剂889B及1毫升/升白铜锡湿润剂889W,并以纯水加至工作水位,然后试镀。
操作条件最佳范围金属铜10克/升8-14克/升金属锡13克/升 12-15克/升金属锌1克/升 0.7-1.3克/升氢氧化钾 14克/升13-15克/升游离氰化钠32克/升28-35克/升pH 11以上11-13温度 45℃43-50℃阴极电流密度1A/dm20.25-2A/dm2阳极电流密度 0.5A/dm20.25-2A/dm2阳极不锈钢或石墨阳极搅拌机械摇摆及循环过滤镀率20毫克/安培分钟,1微米/6分钟(1 A/dm2)滚镀挂镀开缸方法(每一公升计)纯水 700毫升氰化钠60克氰化亚铜 15克.白铜锡锌盐889ZT 2.8克(先溶于高温氢氧化钾溶液)氢氧化钾 20克白铜锡锡盐889T 50克待完全溶解后,进行活性炭处理至清澈,然后加入70毫升/升白铜锡开缸剂889M,1毫升/升白铜锡光亮剂889B及1毫升/升白铜锡湿润剂889W,并以纯水加至工作水位,然后试镀。
操作条件最佳范围金属铜11克/升10-13升金属锡20克/升18-25克/升金属锌 1.5克/升 1-1.5克/升氢氧化钾 20克/升18-22克/升游离氰化钠38克/升35-43克/升pH 11以上11-13温度 50℃45-55℃阴极电流密度2A/dm20.25-3A/dm2阳极电流密度0.5A/dm20.25-2A/dm2阳极不锈钢或石墨阳极搅拌机械摇摆及循环过滤镀率20毫克/安培分钟,0.43微米/分钟(2 A/dm2)挂镀补充方法每镀出100克合金(约3500安培分钟),须添加:白铜锡开缸剂889M 40毫升白铜锡光亮剂889B 200毫升白铜锡湿润剂889W 5毫升白铜锡锡盐889T 150克氰化亚铜 85克氢氧化钾按分析添加氰化钠按分析添加设备镀缸:PP,PE耐高温材料加热:不锈钢电热笔配恒温控制电源:6VDC稳压稳流连安培分钟计技术参考镀层成分:铜55%,锡45%密度:8.5克/立方厘米,85毫克/平方分米=1微米硬度:500-650Vickers特点:光亮及低气孔率镀层,具良好耐磨度及防腐能力1. 添加1克/升氰化亚铜可提高含量0.7克/升。
无铅喷锡的成分
无铅喷锡的成分主要包括锡、银以及其他合金元素,具体成分可能会因不同的制造需求和工艺而有所不同。
另外,喷锡的成分除了这些金属合金元素外,还包括焊接活性剂(如活性树脂、有机酸等)、溶剂(如丙酮、醇类等)和助焊剂。
这些成分在喷锡过程中起到关键作用,如焊接活性剂可以提高焊接的可靠性,溶剂则用于调整喷锡的粘稠度和流动性。
请注意,无铅喷锡的具体成分可能会因制造商和具体应用而有所不同,因此在实际应用中,需要参考具体的产品规格和技术要求。
如需更多信息,建议查阅相关文献或咨询专业人士。
无铅锡膏技术资料表鸿兴达焊锡制品有限公司HONG XING DA SOLDER PRODUCTS CO.,LTD技术资料表T ECHNICAL D ATA S HEET种类:无铅锡膏代号:WY-2006合金:Sn-AG-Cu1. 简介DESCRIPTIONWY-2006系列属于中等活性松香基无铅免清洗锡膏。
特别设计以满足焊后免清洗,且焊后残留物不会发生分解。
WY-2006系列不同于其它大多数种类的免清洗焊锡膏,有着很大的可选择工艺参数范围,从而使之能适应于不同环境、不同设备及不同应用工艺。
WY-2006可保证优异的连续性印刷、抗坍塌能力、表面绝缘阻抗性能。
焊后较低的残留物可以保证ICT测试的通过。
WY-2006有着优异的抗干能力,在连续印刷条件下仍能保证12小时焊膏有着良好的粘着力。
2. 特征FEATURES•无铅焊料• 12小时连续印刷能力• 6小时坍塌时间•无需氮气保护•粘度持续保持不变• 16mil(0.4mm)间距的可印刷性3. 焊膏成分STANDARD PASTE COMPOSITION4. 物理性能PHYSICAL PROPERTIES(适于89%,Sn98.5-Ag1.0-CU0.5,-325+500目合金粉焊锡膏)•粘度范围Brookfield: 700~1400 kcps @ 5 RPM (Brookfield Viscometer at 25°C)Malcom: 1700~2300 poise @ 10 RPM (Malcom Viscometer at 25°C)•锡球测试: 合格测试标准 J-STD-005, IPC-TM-650, Method 2.4.43•湿润性测试: 合格测试标准 J-STD-005, IPC-TM-650, Method 2.4.455. 可靠性能RELIABILITY PROPERTIES(适于89%,Sn98.5-Ag1.0-CU0.5,-325+500目合金粉焊锡膏)•铜镜测试: 合格(低)测试标准 J-STD-004, IPC-TM-650, Method 2.3.32•铜面腐蚀测试: 合格(低)测试标准 J-STD-004, IPC-TM-650, Method 2.6.15•卤素含量测试1. 铬酸银试纸测试: 合格测试标准 J-STD-004, IPC-TM-650, Method 2.3.332. 氟点测试: 合格测试标准 J-STD-004, IPC-TM-650, Method 2.3.35.1•表面绝缘阻抗: 合格测试标准 J-STD-004, IPC-TM-650, Method 2.6.3.30 小时 96 小时IPC TM-650 > 1x1012 ohm > 1x1011 ohm6. 操作说明APPLICATION NOTES用途Sn-AG-Cu无铅焊料合金。
常用有铅焊锡条规格表
1、首先确定,产品有没有环保要求,如果没有环保要求,则可以采用有铅焊锡。
否则只能使用无铅焊锡。
2、常见无铅环保焊锡,按成分不同,分别为锡铜(Sn-0.7Cu)、锡银铜(Sn-0.3Ag-0.5Cu)、锡银铜(Sn-3.0Ag-0.5Cu)
3、各种行业常用有铅焊锡规格表:
成份Sn/Pb 熔点用途
63/37 183 熔点最低,抗拉强度和剪切强度高,润湿性好,适用于高档电子产品
60/40 183-190 电脑,仪器,仪表,LED,电视机等行业
55/45 183-203 一般电子,电器行业
50/50 183-216 家用电器,小家电等
45/55 183-227 音响等行业
40/60 183-238 保险丝,DVD,遥控器,鼠标等行业
30/70 183-255 保险丝,DVD,遥控器,鼠标等行业。