头孢拉定胶囊生产工艺规程
- 格式:doc
- 大小:144.00 KB
- 文档页数:7

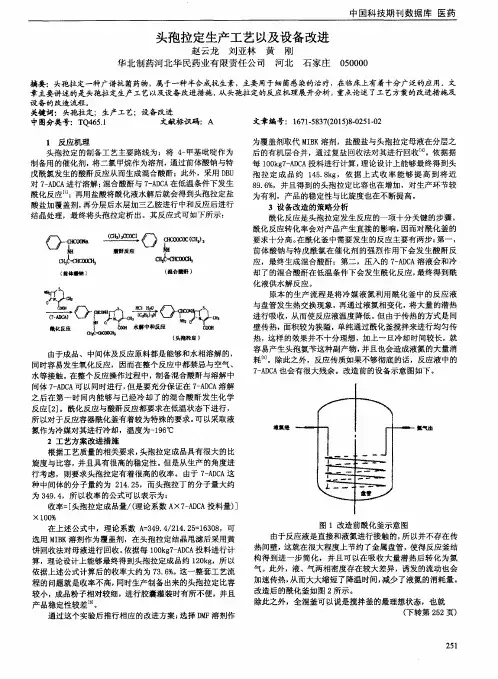
头孢拉定工艺流程一、原料准备。
头孢拉定的生产得先把原料准备好呀。
这原料就像是做菜的食材一样重要呢。
我们得有各种化学原料,这些原料得是高质量的,就像我们买水果要挑新鲜又甜的一样。
比如说一些基础的有机化合物,它们的纯度得达到一定的标准。
如果原料不好,那后面做出来的头孢拉定质量可就没法保证啦。
这就好比用不新鲜的食材做出来的菜,味道肯定不好呀。
二、合成反应。
接下来就是合成反应啦。
这个过程就像是一场神奇的魔法呢。
把那些原料按照一定的比例和顺序放在一起,然后在特定的条件下让它们发生反应。
这个特定的条件可讲究啦,温度要刚刚好,就像我们洗澡的时候水温要合适一样。
要是温度太高或者太低,反应可能就会出岔子。
而且反应还需要合适的催化剂,这催化剂就像是一个小助手,能让反应更快更顺利地进行。
在这个合成反应的过程中,分子们就像是一群小舞者,在特定的舞台(反应环境)上,按照规定的舞步(反应规则)跳动,最后组合成我们想要的头孢拉定分子。
三、分离提纯。
反应完了之后呀,可不是就直接得到头孢拉定成品了哦。
里面还混着好多其他的东西呢,就像一锅大杂烩。
这时候就要进行分离提纯啦。
这个过程有点像从沙子里挑出金子一样。
我们要把头孢拉定从那些杂质中分离出来。
这可能会用到一些过滤、萃取之类的方法。
比如说过滤就像是用一个超级细密的筛子,把大的杂质筛掉,只留下我们要的头孢拉定。
萃取呢,就像是用一种特殊的溶剂把头孢拉定从混合物中拉出来,就像用一块有魔力的磁铁吸引铁屑一样。
四、质量检测。
分离提纯之后可还不能松口气呢。
我们得检测一下这个头孢拉定的质量呀。
这就像我们买了新衣服要检查有没有破洞一样。
要检测它的纯度是不是够高,有没有其他有害物质混在里面。
会用到各种各样的仪器,这些仪器就像一个个小侦探,能发现那些我们肉眼看不到的问题。
如果质量不合格,那这个头孢拉定可就不能出厂啦,就像不合格的产品不能上架销售一样。
五、包装。
最后呢,就是包装环节啦。
这就像是给头孢拉定穿上漂亮的衣服一样。
300T/年头孢拉定原料药生产车间的工艺设计摘要头孢拉定(Cephradine, Velosef) 别名:先锋霉素Ⅵ、头孢菌素Ⅵ等。
本品为第一代半合成头孢菌素,抗菌作用与头孢氨苄相似。
头孢拉定是第一代头孢菌素类抗生素,该药是美国squibb公司首先研制成功并生产的一个即可口服又可注射的头孢菌素。
本品自问世以来,由于其优良的抗菌活性和药动学特点而被广泛应用于人医临床,适用于敏感菌引起的感染及预防多种术后感染。
2002年农业部批准将头孢拉定用于兽医临床,初步显示其在兽因临床上应用价值非常大。
本设计基于原料药车间的设计对头孢拉定生产做了个详细的研究,并对头孢拉定原料药车间做了初步的设计。
本设计以西宁市为厂址,根据实地情况和自然因素,经济因素规划了药厂的布局与面积。
使得药厂具有自然、交通、人为的便利。
根据西宁市的自然状况对药厂内部布局做了规划,整个药厂具有生活区,生产区,行政区,配套设施区。
车间的布局符合生产最优化的原则,并严格按照CMP 的要求进行设计,使得其能顺利进行头孢拉定原料药的生产。
关键词:头孢拉定,初步工艺设计,原料药Preliminary Design of Production Plant Process of 300 Tons ofCefradineABSTRACTCephradine which has alias such as Vanguard ADM VI, cephalosporins Ⅵ,and so on. Th is product is the first generation of semi-synthetic cephalosporin. The result shows that the eff ect of antibacterial is similar with cephalexin's. Cephradine is the first generation cephalospori n antibiotic, the drug is successfully developed first by the company of Squibb locates in US which produced the cephalosporins that can not only be taken orally but also be injected.Sin ce it was developed, this product is widely used in human medicine clinical because of their e xcellent antibacterial activity and pharmacokinetic characteristics which applicable to goods c aused by infection and prevention of a variety of postoperative infection. In 2002, Cephradin e was approved to be used in the veterinary clinic by Ministry of Agriculture, and the initial v alue display in the animal due to the clinical application is very large.This design is a detailed study based on the bulk drugs' workshop designed to cephalosporins that pull scheduled production,and it is also a preliminary design about cephalosporin Rivet bulk drugs' workshop.According to the situation on the ground and natural factors, economic factors, this design makes Xining City for the site and plans the layout and size of the pharmaceutical companies so that it will equipped with the pharmaceutical nature, transportation and human convenience. According to the natural situation in Xining City, the pharmaceutical internal layout plan that it should have entire pharmaceutical living area, production area, administrative and ancillary facilities area. The layout of the workshop is in line with the principle of production optimization, and in strict accordance with the requirements of the CMP design. Smooth Cephradine production of bulk drugs.KEY WORDS: Cefradine,the preliminary process design,bulk drugs目录摘要 (I)ABSTRACT (II)1 简介 (1)1.1 头孢拉定简介 (1)1.2 头孢拉定市场分析 (1)1.3 头孢拉定的发展前景 (2)1.4 原料药的简述 (3)1.5 头孢拉定原料药车间初步设计 (3)1.5.1 设计的指导思想 (4)1.5.2 设计依据 (4)1.5.3 设计内容和重点 (4)1.5.4 设计规模 (4)1.5.5 设计的目的和意义 (5)2 生产工艺设计 (6)2.1 生产安排 (6)2.2 生产工艺流程 (6)2.3生产工艺流程图 (7)2.4 物料衡算 (7)2.4.1 物料衡算依据 (7)2.4.2总的物料衡算 (7)2.4.3 7—ADCA硅脂化的物料衡算 (8)2.4.4 混合酸酐制备的物料衡算 (8)2.4.5 缩合反应的物料衡算 (8)2.4.6 水解反应的物料衡算 (9)2.4.7萃取的物料衡算 (10)2.4.8 过滤脱色的物料衡算 (11)2.4.9 结晶反应的物料衡算 (11)2.5 能量衡算 (12)2.5.1能量衡算的目的 (12)2.5.2热量平衡方程式 (13)2.5.3缩合产物的能量衡算 (13)2.5.4头孢拉定的能量衡算 (14)3 设备选型 (15)3.1 设备选型步骤与原则 (15)3.2 选择设备 (16)3.3 设备型号 (16)3.3.1 蒸汽加热不锈钢反应釜 (16)3.3.2 不锈钢缩合釜 (17)3.3.3 不锈钢水解釜 (17)3.3.4 不锈钢结晶罐 (17)3.3.5列管式冷凝器 (18)3.3.6泵 (19)3.3.7 TA碟心离心机 (19)3.3.8 活性碳过滤釜 (19)4 设备工艺流程图 (21)4.1生产工艺简述 (21)4.2绘图说明 (21)5 原料药车间平面布置图 (22)5.1 车间平面布置的相关规定 (22)5.2 车间平面布置应该考虑的因素 (23)5.3车间布置设计应符合规定 (23)5.4 车间布置说明 (25)5.4.1 车间平面布置说明 (25)5.4.2 车间立面布置说明 (26)5.5车间布置 (26)5.6 设备布置 (26)5.7管道布置 (27)6 全厂总平面设计 (28)6.1 全厂平面设计任务 (28)6.2 设计依据和原则 (28)6.3 选择厂址时考虑的因素 (30)6.4 厂区概况 (30)6.5 厂址有关资料 (31)6.5.1 气象资料 (31)6.5.2 地质资料 (31)6.5.3 经济条件 (31)6.6 设计内容 (31)6.6.1 设计思路 (31)6.6.2 工厂构成 (32)6.6.3 建筑设施面积确定 (32)6.7 工厂的技术指标 (33)6.7.1 建筑系数 (33)6.7.2 厂区利用系数 (33)6.7.3 绿地率 (34)6.8 交通运输 (34)7 非工艺设计 (35)7.1 土建 (35)7.1.1 设计依据 (35)7.1.2 车间建筑构造 (35)7.2 防火防爆与安全卫生 (35)7.2.1 防火防爆 (35)7.2.2 防雷与防静电 (36)7.2.3 采光与照明 (36)7.2.4 通风 (36)7.2.5 消防 (36)7.2.6 安全卫生 (36)7.3 电气 (37)7.4 绿化 (37)7.5 给排水设计 (37)7.5.1 供水系统 (37)7.5.2 制水 (37)7.5.3 排水系统 (38)7.6 环境卫生 (38)7.7 设备安装 (38)7.7.1 设备的吊装和运输 (38)7.7.2 设备的安装 (39)7.7.3 设备及钢结构油漆及其他要求 (39)7.8 三废处理 (39)8 技术经济与工程预算 (40)8.1 技术经济的指标体系 (40)8.2 费用类别 (40)8.3 成本 (40)9 设计总结 (42)致谢 (43)参考文献 (44)年产300T 头孢拉定原料药生产车间的工艺设计 11 简介1.1头孢拉定简介头孢拉定(Cephradine, Velosef) 别名:先锋霉素Ⅵ、头孢菌素Ⅵ等。
头孢拉定胶囊工艺验证方案知识讲解头抱拉定胶囊工艺验证方案验证方案会签单验证领导小组审批审批意见:批准人:日期:年月日1、引言1.1、验证小组成员及责任1.2、概述1.3、验证目的1.4、验证依据及采用文件2、验证项目、评价方法及标准2.1、人员2.1.1、培训2.1.2、健康检查2.2、生产环境2.2.1、操作间温度和相对湿度2.2.2、操作间压差2.2.3、操作间清洁、清场2.3、公用介质2.3.1、纯化水2.3.2、压缩空气2.4、中药材、辅料、包装材料2.4.1、质量2.5、设备2.5.1、设备清洁2.5.2、设备维护保养及运行状况2.6、批混工艺确认2.7、胶囊充填工艺确认2.8、铝塑包装工艺确认2.9、工艺文件3、验证周期4、结果评价及建议5、验证方案的最终批准6、验证记录空白样张7、验证报告及验证报告审批表1.1、验证小组成员及责任1.1.1、验证小组成员1.1.2、验证小组责任验证小组组长:负责验证方案起草,验证方案实施及验证全过程的组织,并完成验证报告;负责验证方案协调工作,以保证本验证按预定的规定项目顺利实施。
验证小组组员:分别负责方案实施中各工艺控制的确认,负责收集各项验证记录,最终完成工艺验证的实施工作。
1.1.3、验证工作中各部门责任验证委员会:负责工艺验证方案的批准,负责验证数据脸谱结果的审核;负责验证报告的审核,负责验证证书的发放。
生产技术部:参加验证方案,验证报告,验证结果的会审会签,提供工艺验证方法。
设备动力部:负责保证验证过程中设备的运行和调试的符合验证方案要求;负责保证验证过程所需各种工器具。
质量保证部:负责组织验证方案,验证报告,验证结果的会审会签,负责协助验证小组进行有关验证协调工作,负责对验证全过程实施监控;负责建立验证档案及时将批准实施的验证资料收存归档。
质量控制部:负责验证过程的取样,检验,测试及结果报告。
物资供应部:为验证过程提供物资支持。
生产车间:负责保证工艺验证期间各操作室环境卫生符合要求,并配合验证的各项工作;负责设备的维护保养及清洁符合验证方案要求。

头孢拉定胶囊工艺规程目录一、产品说明(名称、剂型、规格)二、工艺处方和依据三、生产工艺流程四、设备一览表及主要设备生产能力五、工艺卫生和环境卫生(包括对净化级别要求)六、操作过程和工艺条件及所执行的SOP名称。
七、原辅料、中间产品和成品的质量标准及贮存注意事项八、中间产品的检验方法及控制九、需要进行验证的关键工序及工艺质量控制点十、包装要求、标签、说明书(附样本与产品保管方法)十一、原辅材料的消耗定额,技术经济指标、物料平衡及各项指标的计算方法十二、技术安全及劳动保护十三、劳动组织与岗位定员十四、变更记录表一、产品说明1. 药品名称1.1.通用名:头孢拉定胶囊1.2.英文名: Cefradine Capsules1.3.汉语拼音:Toubao lading Jiaonang1.4.本品主要成分及其化学名称为:(6R,7R)-7[(R)-2-氨基-2-(1,4-环己烯基)乙酰氨基]-3-甲基-8-氧代-5-硫杂-1-氮杂双环[4.2.0]辛-2-烯-2-羧酸。
1.5.其结构式为:分子式:C16H19N3O4S分子量:394.402.性状:本品为胶囊剂;内装白色或类白色粉末。
3.规格:0.25g4.有效期;两年5.包装规格:铝塑包装12粒/板×2板/盒×300盒/箱,12粒/板×4板/盒×200盒/箱,6.批准文号:国药准字37022900二、工艺处方和依据:2.1.工艺处方:原辅料名称单位每千粒用量每万粒用量头孢拉定: kg 0.25 2.5 淀粉: kg 0.05 0.5浆用淀粉: g 5.0 50.0硬脂酸镁: g 0.75 7.5纯化水: kg 0.095 0.95 2.2依据:中华人民共和国药典2000版二部三、工艺流程工艺流程图:三十万级区一般区四、设备一览表及主要设备生产能力五、工艺卫生和环境卫生1.本品种生产配料至铝塑包装在30万级洁净区,外包装在一般生产区,具体情况见工艺流程图,严格执行口服固体制剂车间生产区清洁规程。
目的:建立头孢拉定胶囊的生产工艺规程。
范围:头孢拉定胶囊的生产。
职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。
规程:1.品名、剂型与处方依据1.1通用名称:头孢拉定胶囊汉语拼音:Toubao lading Jiaonang英文名: Cefradine Capsules1.2剂型:胶囊剂1.3处方与处方依据项的说明1.3.1处方(共制成73.6万粒)头孢拉定 200kg羟丙甲纤维素 0.78kg75%乙醇 59.22kg*硬脂酸镁 2kg1.3.2 处方依据项说明:药品的生产批文:批准时间:质量标准编号:2.生产工艺流程:←↓→↓→↓←↓ ←→← →←→一般生产区 三十万级生产区3.生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1配料工序:● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药进行粉碎过60筛处理,硬脂酸镁过80目筛,放备料间备用。
● 按SOP-MN/G-003-00粘合剂配制岗位标准操作规程制备粘合剂1.3%羟丙甲纤维素液:取处方量羟丙甲纤维素,加入75%的乙醇到规定量,浸泡约12-16小时,过胶体磨,即得。
● 将处理好的主药、淀粉准确称量,按SOP-MN/G-004-00湿法制粒岗位标准操作规程,以每料35kg 分别置于湿法混合制粒机的搅拌锅中,按SOP- EQ/G-005-00 HLSG110型湿法混合颗粒机标准操作规程开动搅拌桨和切碎刀运作两分钟后加入适量粘合剂,将软材切割成均匀的湿颗粒(约七分钟)。
● 按SOP-MN/G-005-00干燥岗位标准操作规程,湿颗粒置于热风循环箱干燥,按SOP-EQ/G-006-00 FL-IIIA 热风循环干燥柜标准操作规程,开启蒸汽阀、风机,箱内温度控制在60-70℃之间,约为3.5小时。
干燥过程中每1.5小时翻粉一次,收粒时水份应控制在3-5%范围内。

头孢类制剂生产工艺规程云华药业有限公司目录一、产品名称与剂型二、产品概述三、处方四、工艺流程图五、操作过程及工艺条件六、质量标准七、质量监控八、设备九、工艺卫生十、批量及批号的管理规程十一、物料消耗定额和物料平衡十二、技术安全及劳动保护十三、劳动组织岗位定员和生产周期十四、工艺沿革一、药品名称与剂型通用名:头孢拉定胶囊英文名:Cefradine Capsules汉语拼音:Toubaolading Jiaonang剂型:胶囊剂二、产品概述【成份】本品主要成分为头孢拉定,其化学名为(6R,7R)-7[(R)-2-氨基-2-(1,4-环己烯基)乙酰氨基]-3-甲基-8-氧代-5-硫杂-1-氮杂双环[4、2、0]辛-2-烯-2-羧酸。
其结构式为:分子式:C16H19N3O4S分子量:349.40【性状】本品为胶囊剂,内容物为白色至淡黄色粉末或颗粒。
【适应症】适用于敏感菌所致的急性咽炎、扁桃体炎、中耳炎、支气管炎和肺炎等呼吸道感染、泌尿生殖道感染及皮肤软组织感染。
本品为口服制剂,不宜用于严重感染。
【规格】0.25g(按C16H19N3O4S 计)【用法用量】口服。
成人一次1~2粒,每6小时1次,一日最高剂量为16粒。
小儿常用量:按体重一日25~50mg/kg。
【不良反应】本品不良反应较轻,发生率也较低,约6%。
恶心、呕吐、腹泻、上腹部不适等胃肠道反应较为常见。
药疹发生率约1%~3%,伪膜性肠炎、嗜酸粒细胞增多、直接Coombs试验阳性反应、周围血象白细胞及中性粒细胞减少等见于个别患者。
少数患者可出现暂时性血尿素氮升高,血清氨基转移酶、血清碱性磷酸酶一过性升高。
【禁忌】对头孢菌素过敏者及有青霉素过敏性休克或即刻反应史者禁用本品。
【注意事项】1.在应用本品前须详细询问患者对头孢菌素类、青霉素类及其他药物过敏史,有青霉素类药物过敏性休克史者不可应用本品,其他患者应用本品时必须注意头孢菌素类与青霉素类存在交叉过敏反应的机会约有5%~7%,需在严密观察下慎用。
头孢拉定工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!头孢拉定的生产工艺流程详解头孢拉定,作为一款常见的β-内酰胺类抗生素,主要用于治疗各种感染疾病。
300T/年头孢拉定原料药生产车间的工艺设计摘要头孢拉定 (Cephradine, Velosef) 别名:先锋霉素Ⅵ、头孢菌素Ⅵ等。
本品为第一代半合成头孢菌素,抗菌作用与头孢氨苄相似。
头孢拉定是第一代头孢菌素类抗生素,该药是美国squibb公司首先研制成功并生产的一个即可口服又可注射的头孢菌素。
本品自问世以来,由于其优良的抗菌活性和药动学特点而被广泛应用于人医临床,适用于敏感菌引起的感染及预防多种术后感染。
2002年农业部批准将头孢拉定用于兽医临床,初步显示其在兽因临床上应用价值非常大。
本设计基于原料药车间的设计对头孢拉定生产做了个详细的研究,并对头孢拉定原料药车间做了初步的设计。
本设计以西宁市为厂址,根据实地情况和自然因素,经济因素规划了药厂的布局与面积。
使得药厂具有自然、交通、人为的便利。
根据西宁市的自然状况对药厂内部布局做了规划,整个药厂具有生活区,生产区,行政区,配套设施区。
车间的布局符合生产最优化的原则,并严格按照CMP的要求进行设计,使得其能顺利进行头孢拉定原料药的生产。
关键词:头孢拉定,初步工艺设计,原料药Preliminary Design of Production Plant Process of 300 Tons of CefradineABSTRACTCephradine which has alias such as Vanguard ADM VI, cephal osporins Ⅵ,and so on. This product is the first generation of semi-synthetic cephalosporin. The result shows that the effect of antibacterial is similar with cephalexin's. Cephradine is the firs t generation cephalosporin antibiotic, the drug is successfully developed first by the company of Squibb locates in US which produced the cephalosporins that can not only be taken orally but also be injected.Since it was developed, this product is w idely used in human medicine clinical because of their excellen t antibacterial activity and pharmacokinetic characteristics which applicable to goods caused by infection and prevention of a variety of postoperative infection. In 2002, Cephradine was appr oved to be used in the veterinary clinic by Ministry of Agric ulture, and the initial value display in the animal due to th e clinical application is very large.This design is a detailed study based on the bulk drugs' workshop designed to cephalosporins that pull scheduled production,and it is also a preliminary design about cephalosporin Rivet bulk drugs'workshop.According to the situation on the ground and natural factors, economic factors, this design makes Xining City for the site and plans the layout and size of the pharmaceutical companies so that it will equipped with the pharmaceutical nature, transportation and human convenience. According to the natural situation in Xining City, the pharmaceutical internal layout plan that it should have entire pharmaceutical living area, production area, administrative andancillary facilities area. The layout of the workshop is in line with the principle of production optimization, and in strict accordance with the requirements of the CMP design. Smooth Cephradine production of bulk drugs.KEY WORDS: Cefradine,the preliminary process design,bulk drugs目录摘要 IABSTRACT II1 简介 11.1 头孢拉定简介 11.2 头孢拉定市场分析 11.3 头孢拉定的发展前景 21.4 原料药的简述 31.5 头孢拉定原料药车间初步设计 41.5.1 设计的指导思想 41.5.2 设计依据 41.5.3 设计内容和重点 41.5.4 设计规模 51.5.5 设计的目的和意义 52 生产工艺设计 62.1 生产安排 62.2 生产工艺流程 62.3生产工艺流程图 72.4 物料衡算 72.4.1 物料衡算依据 72.4.2总的物料衡算 82.4.3 7—ADCA硅脂化的物料衡算 8 2.4.4 混合酸酐制备的物料衡算 8 2.4.5 缩合反应的物料衡算 82.4.6 水解反应的物料衡算 92.4.7萃取的物料衡算 102.4.8 过滤脱色的物料衡算 112.4.9 结晶反应的物料衡算 122.5 能量衡算 122.5.1能量衡算的目的 132.5.2热量平衡方程式 132.5.3缩合产物的能量衡算 132.5.4头孢拉定的能量衡算 143 设备选型 153.1 设备选型步骤与原则 153.2 选择设备 163.3 设备型号 163.3.1 蒸汽加热不锈钢反应釜 16 3.3.2 不锈钢缩合釜 173.3.3 不锈钢水解釜 173.3.4 不锈钢结晶罐 173.3.5列管式冷凝器 183.3.6泵 193.3.7 TA碟心离心机 193.3.8 活性碳过滤釜 194 设备工艺流程图 214.1生产工艺简述 214.2绘图说明 215 原料药车间平面布置图 225.1 车间平面布置的相关规定 225.2 车间平面布置应该考虑的因素 23 5.3车间布置设计应符合规定 235.4 车间布置说明 255.4.1 车间平面布置说明 255.4.2 车间立面布置说明 265.5车间布置 265.6 设备布置 265.7管道布置 276 全厂总平面设计 286.1 全厂平面设计任务 286.2 设计依据和原则 286.3 选择厂址时考虑的因素 30。
目的:建立头孢拉定胶囊的生产工艺规程。
范围:头孢拉定胶囊的生产。
职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。
规程:
1.品名、剂型与处方依据
1.1通用名称:头孢拉定胶囊
汉语拼音:Toubao lading Jiaonang
英文名: Cefradine Capsules
1.2剂型:胶囊剂
1.3处方与处方依据项的说明
1.3.1处方(共制成73.6万粒)
头孢拉定 200kg
羟丙甲纤维素 0.78kg
75%乙醇 59.22kg
*硬脂酸镁 2kg
1.3.2 处方依据项说明:
药品的生产批文:
批准时间:
质量标准编号:
2.生产工艺流程:
←
↓
→↓
→
↓
←
↓ ←
→
← →
←
→
一般生产区 三十万级生产区
3.生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1配料工序:
● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药进行粉碎过60筛处理,
硬脂酸镁过80目筛,放备料间备用。
● 按SOP-MN/G-003-00粘合剂配制岗位标准操作规程制备粘合剂1.3%羟丙甲纤维素液:取
处方量羟丙甲纤维素,加入75%的乙醇到规定量,浸泡约12-16小时,过胶体磨,即得。
● 将处理好的主药、淀粉准确称量,按SOP-MN/G-004-00湿法制粒岗位标准操作规程,以
每料35kg 分别置于湿法混合制粒机的搅拌锅中,按SOP- EQ/G-005-00 HLSG110型湿法混合颗粒机标准操作规程开动搅拌桨和切碎刀运作两分钟后加入适量粘合剂,将软材切割成均匀的湿颗粒(约七分钟)。
● 按SOP-MN/G-005-00干燥岗位标准操作规程,湿颗粒置于热风循环箱干燥,按SOP-
EQ/G-006-00 FL-IIIA 热风循环干燥柜标准操作规程,开启蒸汽阀、风机,箱内温度控制在60-70℃之间,约为3.5小时。
干燥过程中每1.5小时翻粉一次,收粒时水份应控制在3-5%范围内。
●按SOP-MN/G-006-00整粒岗位标准操作规程用快速整粒机对干粒整粒。
●按SOP-MN/G-007-00总混岗位标准操作规程要求投入硬脂酸镁,置于三维混合机中按
SOP- EQ/G-009-00 SYH-600型三维混合机标准操作规程总混10分钟,颗粒倒出装桶,贴上中间产品标签,称量交中间站。
●按SOP-QA-015-00中间产品取样标准操作规程取样进行检验,符合要求后即可进入下一
工序。
3.1.2填充工序:
●按SOP-MN/G-008-00胶囊剂填充岗位标准操作规程要求填充。
●注意环境空气的温、湿度,即室温18~26℃左右,湿度50-60%,严格执行SOP-
EQ/G-014-00 NJP-1200型全自动胶囊填充机标准操作规程,出现偏差及时调整,以使其保持在工艺规定的范围内。
●填充时要先进行试产,注意校正及调整天平仪,待装量及装量差异等符合规定后方可进
行正式生产,按SOP- EQ/G-020-00 CYJ-150C型药品抛光机标准操作(维护保养)规程对合格产品抛光。
3.1.3铝塑包装工序:
●操作要求严格执行SOP-MN/G-009-00铝塑包装岗位标准操作规程。
●在铝塑包装机装上铝箔、PVC,待技术参数符合要求后依SOP- EQ/G-016-00 DP-250型
泡罩药品包装机标准操作规程进行压箔。
●操作过程注意检查铝箔片的密封性、批号打印、纹理、有无空泡,缺粒等质量情况。
3.1.4包装工序:
●按SOP-MN/G-016-00固体制剂包装岗位标准操作规程进行包装,其间,执行
SOP-EQ-001-00 SP-200D日期/批号自动打印机标准操作(维护保养)规程;SOP- EQ/G-021-00 400/200F热收缩包装机标准操作(维护保养)规程;SOP-EQ-003-00 BS-N 捆包机标准操作(维护保养)规程处理不同加工状态的产品。
●包装规格:
4.
物料质量标准 4.1原辅料质量标准
4.2 内外包装材料内控质量标准
5.中间产品、成品的质量标准:
6.质量监控要点:
7.技术安全及劳动保护
7.1主要设备一览表
7.2 技术安全劳动保护及工艺卫生
7.2.2卫生:
7.2.2.1一般生产区:
7.2.2.2洁净区:
8.消耗定额:
原辅料消耗定额
包装材料消耗定额
9.物料平衡计算:
10.贮存条件:密封、在凉暗处保存。
11.药品有效期:两年。
12.药用类别:抗生素类药。
13.附录: 产品的标签、说明书、彩盒的样张。