XXX软胶囊生产工艺规程
- 格式:doc
- 大小:490.50 KB
- 文档页数:42
软胶囊生产工艺流程以及设备种类下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!软胶囊是一种常见的药物制剂形式,具有易吸收、易溶和易传递等特点,因此在医药行业中应用广泛。

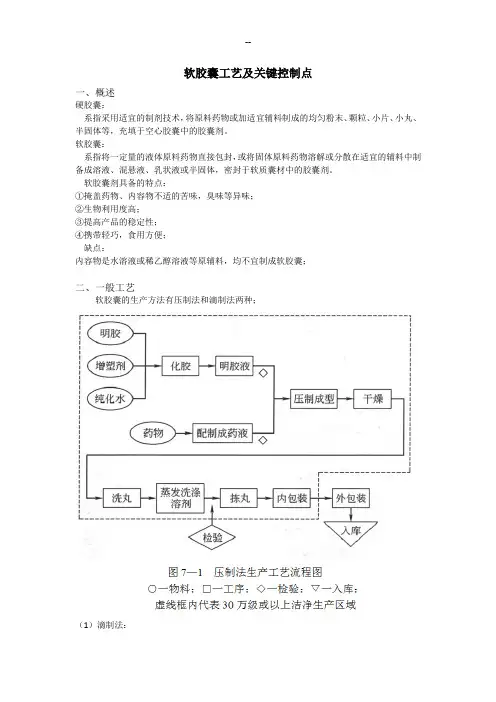
软胶囊工艺及关键控制点一、概述硬胶囊:系指采用适宜的制剂技术,将原料药物或加适宜辅料制成的均匀粉末、颗粒、小片、小丸、半固体等,充填于空心胶囊中的胶囊剂。
软胶囊:系指将一定量的液体原料药物直接包封,或将固体原料药物溶解或分散在适宜的辅料中制备成溶液、混悬液、乳状液或半固体,密封于软质囊材中的胶囊剂。
软胶囊剂具备的特点:①掩盖药物、内容物不适的苦味,臭味等异味;②生物利用度高;③提高产品的稳定性;④携带轻巧,食用方便;缺点:内容物是水溶液或稀乙醇溶液等原辅料,均不宜制成软胶囊;二、一般工艺软胶囊的生产方法有压制法和滴制法两种;(1)滴制法:滴制法制备软胶囊工艺流程图(2)压制法:压制法制备软胶囊工艺流程图1.化胶★①确认各项设备是否完好;②根据胶液配方和配置量,称取定量纯化水和甘油放入化胶罐中,搅拌均匀;③加热纯化水和甘油(若为有色胶液提前配置好色素溶液加入罐中);④待温度到60-70℃时,投入明胶,搅拌、溶解;⑤待罐内的明胶完全吸水膨胀,搅拌均匀;⑥开启真空泵,对罐内胶液进行脱泡;⑦通过视镜观察罐内的胶液,脱泡至最少为止,关闭真空泵,打开排气阀;⑧测定粘度和气泡量符合压丸要求后,用100目尼龙滤袋,滤过胶液到保温贮胶罐中,50-55℃保温备用;2.配料★①确认各项设备是否完好;②原辅料预处理(粉碎、过筛、混合);③配料罐中配料(确保料液的混合均一度);④待软胶囊内容物符合要求后,出料、备用;3.压丸★★①确认设备运行正常;②将胶罐的放料口与主机箱连接,胶管外用加热套包裹保温;③调节胶皮至合适的厚度;④加料,用加料勺把料液加入到储液盒中;⑤按要求调节内容物装量;⑥调整压丸机各项参数,确保压制成型的丸子达到预设的质量要求;⑦正常丸进转笼进行初步定性、干燥;4.定型、干燥★托盘干燥转笼干燥5.洗丸石油醚、95%乙醇、乙醚等6.拣丸人工拣丸,机器拣丸7.检测分装三、质量控制点1、仪器要定期校验,并要有校验记录及校验合格证,操作人员使用前应对仪器进行检查。
﹟﹟胶囊生产工艺规程目录1.产品名称及剂型 (3)2.产品概述 (3)3.处方和依据 (3)4.生产工艺流程图 (4)5.原药材的整理炮制 (6)6.操作过程及工艺条件 (8)7.质量监控 (11)8.质量标准 (11)9.技经指标及物料消耗定额 (13)10.各工序物料平衡及计算公式 (14)11.主要设备一览表 (14)12.工艺卫生 (16)13.技术安全及劳动保护 (16)14.劳动组织定员定岗、生产周期 (17)15.综合利用及环境保护 (17)16.附录 (18)1.产品名称及剂型1.1.产品名称:﹟﹟胶囊1.2.产品剂型:胶囊剂2.产品概述2.1.品名:﹟﹟胶囊汉语拼音:﹟﹟Jiaonang2.2.产品特点2.2.1.性状:本品为胶囊剂,内容物为棕褐色的粉末;味微苦、甘。
2.2.2.作用类别:本品为不寐类非处方药药品。
2.2.3.功能主治:补气养阴,滋肾健脑,益智安神。
用于神经衰弱,体倦头晕,失眠多梦。
2.2.4.用法用量:口服,一次3粒,一日3次。
2.2.5.禁忌:外感发热患者忌服。
2.2.6.注意事项2.2.6.1.服本药时不宜同时服用藜芦、五灵脂、皂荚或其制剂;不宜喝茶和吃萝卜,以免影响药力。
2.2.6.2.本品宜餐后服。
2.2.6.3.服用本品一周后症状未见改善或加重者,应到医院就诊。
2.2.6.4.药品性状发生改变时禁止服用。
2.2.6.5.儿童必须在成人监护下服用。
2.2.6.6.请将此药品放在儿童不能接触的地方。
2.2.6.7.如正在服用其他药品,使用本品前请咨询医师或药师。
2.2.7.规格:每粒装0.3克。
2.2.8.贮藏:密封。
2.2.9.有效期:三年。
3.处方和依据3.1.法定处方:龟甲胶38.6g 远志193.3g 龙骨387.3g灵芝387.3g 五味子49.3g 麦冬193.3g石菖蒲193.3g 党参111.0g 人参66.6g茯苓387.3g3.2.制法:以上十味,除龟甲胶外,人参、茯苓(25%)分别粉碎成细粉,剩余茯苓及其余远志等七味加水煎煮二次,第一次3小时,第二次2小时,滤过,合并滤液,浓缩成稠膏,加入人参、茯苓细粉与溶化后的龟甲胶,充分混匀,干燥,粉成细粉,过筛,装入1号胶囊,制成1000粒,即得。
xxxX交囊生产工艺规程文件编号TS0801000YYYY药业有限公司YYYY药业有限公司GMP管理文件1、产品概述2、处方和依据3、工艺流程图4、主要过程控制点及控制项目5、生产操作过程及生产工艺的操作要求、工艺条件6、本产品工艺过程、质量控制所需的文件名称及编号7、原辅料质量标准和检验方法、贮存要求、注意事项&中间产品、待包装产品的质量标准、检验方法、贮存要求及注意事项9、成品的质量标准、检验方法及贮存要求、注意事项10、包装的规格、成品容器、包装材料的要求、质量标准、贮存要求、注意事项11、包装材料样稿12、工艺卫生要求13、设备一览表及主要设备生产能力14、物料平衡的计算及平衡率的正常范围15、收率计算方法及正常范围16、变更历史1、产品概述【产品名称】通用名称:汉语拼音:XXXX交囊Yuye Qin ghuo Jia onang【剂型】产品代号:C-016【剂型】胶囊剂[性状】本品为硬胶囊,内容物为黄棕色至黄褐色的颗粒;味苦【功能主治】清热解毒,消肿止痛。
用于喉痹,暴喑,急性咽喉炎属于热风症者【用法用量】口服。
一次3粒,一日3次,或遵医嘱。
【包装】PVC铝箔泡罩包装。
12粒/板,2板/盒。
【规格】每粒装0.3g。
【有效期】30个月【贮藏】密封。
【批准文号】国药准字Z200802772、处方和依据2.1【处方】2.2【制法】2.3【依据】国家食品药品监督管理局药品注册批件,批件号:2008S02147;国家食品药品监督管理局药品再注册批件,批件号:2013R000040国家食品药品监督管理局标准YBZ06582008XXX;胶囊。
前处理饮用水前处理粉碎细粉过滤灭菌药渣干燥 (弃去)滤液粉碎浓缩淀粉 细粉稠膏混合 混匀干燥检验粉碎检验细粉50〜70%乙醇制粒图例:滑石粉物料或中间产品或待包装产品检验总混颗粒工艺操作空心胶囊胶囊充填检验D 级洁净区胶囊检验检验铝塑包装外包装 入库干燥总混3、工艺流程图复合膜、说明 书、小盒、纸箱部分穿心 莲、栀子玉叶金花、 部分穿心莲、 旱莲、倒扣草呂箔、PVC煎煮2次4、主要过程控制点及控制项目5、生产过程及生产工艺的操作要求、工艺条件5.1原药材的前处理操作过程和工艺条件:5.1.1用于煎煮提取的原药材的前处理操作过程和工艺条件:5.1.1.1生产场所和所用设备的说明:生产场所:药材挑选:提取车间挑选间,操作间编号:TQ001药材清洗切制:提取车间清洗切制干燥间,操作间编号:TQ002洁净度级别:一般生产区;温湿度要求:无特殊要求;所用主要设备:5.1.1.2 生产前工作准备5.1.121提取批生产量及投料处方:根据我公司提取罐设备的生产能力,提取批生产量为:30万粒或90万粒,处方投料量如下:5.1.1.2.2领料:根据批生产指令和药材的炮制得率计算各药材领用量(注:药材领用量= 处方投料量十炮制得率),开具领料单,限额从中药材库领取各药材。
软胶囊生产线的工艺流程和质量掌控软胶囊是一种广泛应用于药品、保健品和美容德性业的制剂形式,因其密封性能好、生物利用度高以及携药量大等优点而备受青睐。
软胶囊生产线是实现这一紧要制剂形式生产的核心设备,其设计和运行对于产品质量掌控起到决议性作用。
下面将认真介绍生产线的工艺流程,并探讨其质量掌控措施。
软胶囊生产线工艺流程:1、原料子准备:依据产品配方,准备好所需的药用明胶、色素、香精、填充物等原料子。
2、配料:将药用明胶与适量的水和增塑剂混合,进行溶解和配制。
3、胶皮制作:将配制好的药用明胶溶液,通过胶皮机均匀涂布在转鼓上,形成一层薄膜。
4、填充物注入:将所需填充物注入胶皮中。
5、封口:通过封口机将另一层药用明胶薄膜覆盖在填充胶皮上,进行封口操作。
6、洗涤:对完成的软胶囊进行清洗,以去除表面杂质。
7、干燥:通过干燥设备将软胶囊内部的水分蒸发,实现肯定的干燥程度。
8、筛选:对完成的软胶囊进行筛选,以保证产品质量。
9、包装:将合格的软胶囊进行包装,以备后续使用。
软胶囊生产线质量掌控:1、原料子掌控:选用高质量的原料子,如药用明胶、填充物等,确保产品质量的基础。
2、设备维护:定期对生产线设备进行检查和维护,确保设备运行正常,防止因设备故障导致的生产停止和质量问题。
3、生产环境掌控:保持生产环境清洁卫生,防止细菌和污染物质对软胶囊的影响。
4、工艺参数掌控:严格掌控生产过程中的各项工艺参数,如药用明胶溶液的配比、胶皮的厚度、填充物的注入量等,确保产品质量稳定。
5、质量检测:在生产过程中进行质量检测,适时发觉并处置问题,防止不合格产品流入市场。
6、人员培训:对生产线员工进行培训,提高员工操作技能和质量掌控意识,确保生产过程中的操作规范和产品质量。
软胶囊生产线是实现软胶囊生产的核心设备,其工艺流程和质量掌控对于产品质量起到决议性作用。
通过对生产线工艺流程的认真介绍,以及质量掌控措施的探讨,我们可以更好地了解软胶囊生产过程,为提高产品质量供给参考。
软胶囊的各工序工艺操作规程一、概述软胶囊是一种常见的药用胶囊剂型,广泛用于制备固体药物的包裹体。
软胶囊制备需要经过多个工序的操作,包括胶囊壳的制备、壳体的填充、封闭和包装等。
本文档将详细介绍软胶囊的各个工序的工艺操作规程。
二、胶囊壳的制备2.1 材料准备•明胶•糖•水2.2 操作步骤1.将适量的明胶加入适量的水中,搅拌均匀。
2.在加热的条件下,将糖逐渐加入溶解的明胶中,继续搅拌。
3.持续加热至溶液变得透明。
4.将溶液过滤,去除杂质。
5.把净化后的溶液倒入胶囊壳的模具中。
6.将模具放置在通风的地方,等待胶囊壳完全干燥。
三、壳体的填充3.1 材料准备•胶囊壳•药物粉末3.2 操作步骤1.确保胶囊壳完全干燥,无水分残留。
2.使用专用的胶囊填充机,将药物粉末逐一填充到胶囊壳的中间部分。
3.使用刮刀将多余的药物粉末刮平,使胶囊壳的两端完全封闭。
4.检查每个填充完毕的胶囊壳,确保无缺陷和不完整。
四、胶囊的封闭4.1 材料准备•胶囊壳•封闭剂4.2 操作步骤1.将封闭剂均匀地涂抹在胶囊壳的两端。
2.使用胶囊封闭机,将涂有封闭剂的胶囊壳将两端封闭。
3.确保每个胶囊壳的封闭牢固,并能防止药物泄漏。
五、包装5.1 材料准备•软胶囊•包装盒、说明书5.2 操作步骤1.将填充和封闭完毕的软胶囊装入包装盒中。
2.将药品说明书放入包装盒中,并密封。
3.对包装盒进行清洁,并贴上药品标签。
4.将包装盒放入批发包装盒中,以便更好地保护软胶囊。
六、安全注意事项•操作人员在操作过程中应佩戴防护手套,避免与药物直接接触。
•在操作过程中,如有任何异常情况,应立即停止操作并向上级报告。
•操作结束后,应对操作区域进行清洁,确保无杂质残留。
以上为软胶囊的各工序工艺操作规程。
操作人员在操作过程中应严格按照规程进行操作,确保药品质量和操作安全。
同时,也要定期对操作规程进行检查和更新,以确保符合相关法规和标准。
软胶囊的各工序工艺操作规程教学内容:第一节 概 述第二节 化胶工艺操作 第三节 软胶囊内容物配制操作 第四节 压制软胶囊工艺操作 第五节 软胶囊枯燥、清洗工艺操作 第六节 综合实训教学重点:1..软胶囊内容物配制 2. 软胶囊压制工艺 教学难点:生产中常见问题及排除方法技能目标:1.独立进展常用设备的常规操作与维护 2.能处理一些常见故障和技术问题第一节 概 述软胶囊剂〔又称胶丸〕:系指将一定量的药液〔或药材提取物〕加适宜的辅料密封于各种形状的软质囊材中制成的剂型。
囊材由明胶、甘油、水或和其它适宜的药用材料制成。
囊壳柔软、有弹性、含水量高。
软胶囊的生产方法有压制法和滴制法两种,生产时成型与填充药物是同时进展的。
现介绍压制法的生产流程及操作。
生产工艺流程如下: 物料:注:虚线框内代表30万级或以上干净生产区域第二节化胶工艺操作一、实训目标1.掌握化胶岗位操作法2.掌握HJG-700A水浴式化胶罐、VMP-60真空搅拌罐标准操作规程3.掌握HJG-700A水浴式化胶罐、VMP-60真空搅拌罐的清洁及维护、保养标准操作规程二、实训适用岗位及设备介绍本工艺操作适用于软胶囊化胶工、明胶液质量检查工、工艺员。
〔一〕软胶囊化胶工1.工种定义:软胶囊化胶工〔或称煮胶工〕是指将明胶、水、甘油及防腐剂、色素等辅料,使用规定的化胶设备,煮制成适用于压制软胶囊的明胶液的操作人员。
2.适用*围:化胶操作、质量自检〔二〕明胶液质量检查工1.工种定义:明胶液质量检查工是指在化胶间进展现场监控和对规定的质量指标进展检查、判定的人员。
2.适用*围:化胶全过程质量监视〔工艺管理、QA〕〔三〕化胶及保温设备简介1.HJG-700水浴式化胶罐〔图7-1〕型号化胶罐化胶量200~700L,采用水平传动、摆线针轮减速器减速圆锥齿轮变向、构造紧凑、传动平稳;搅拌器采用套轴双桨、由正转的两层平桨和反转的三层锚式桨组成,搅动平稳,均质效果好。
罐体与胶液接触局部由不锈钢制成。
××胶囊工艺规程1、引言:制订本标准的目的是规范××胶囊生产全过程,对生产一定数量的成品所需的起始原料和包装材料的数量,以及工艺、加工说明、注意事项进一步标准化。
2、依据:《保健食品良好生产管理规范》3、适用范围:本标准适用于海克胶囊生产的全过程。
11g、×5.3××胶囊批号的划分原则:固体制剂在成型或分装前使用同一台混合设备一次混合量所生产的均质产品为一批。
××胶囊的批号确定原则为:使用二维运动混合机总混的一批料为一个批号的产品。
5.4生产工艺流程和主要控制要点:5.512过筛。
35.5.1.2.5过程控制:5.5.1.3称量5.5.1.3.1生产前准备:2)检查工作场所:确认无前次生产遗留物,卫生清洁,温度、湿度等环境符合要求。
2)电子台秤:反应灵敏,回零、计量准确。
3)复核原辅料:品名无误、批号(编号)与检验报告单一致,质量合格。
5.5.1.3.2操作:1)按电子台秤操规程,准确秤取各物料。
每批10万粒,分一个批次配料,每次按10万粒用量分3)复核物料:名称、数量无误。
5.5.1.4.2混合:1)将维生素D3和××按照等量递加的方法混合均匀,得预混粉,再与××盐酸盐钙、××盐酸盐盐酸盐、淀粉、硬脂酸镁一起置于混合机中,充分混合20分钟,混合均匀,得混合粉。
2)将混合粉装入双层塑料袋中,放物料流转证,扎紧袋口,挂物料卡,交中转站。
不符合要求的剩余尾料装入双层塑料袋中,放物料流转证,扎紧袋口挂物料卡,交中转站。
5.5.1.4.3中转站管理员复核验收后填写货位卡,贴“待检”黄牌。
填写《请验单》,请品质管理部取样,按中间体质量标准检验颗粒,合格后更换“合格”绿牌。
5.5.1.4.4结束:1)按所使用设备的清洁规程清洁设备,完成清场。
2)按规定及时填写生产记录,清场记录。
维生素E软胶囊工艺规程【目的】建立维生素E软胶囊生产工艺规程,使产品生产规范化、标准化,保证生产的产品质量稳定、均一和有效。
【适用范围】本规程适用于维生素E软胶囊生产的全过程。
【责任者】生产部、质量部、固体车间对本标准的实施负责。
【内容】1产品概况1.1品名1.1.1.中文名:维生素E软胶囊1.1.2.拼音名:Weishengsu E Ruanjiaonang1.1.3.英文名:Vitamin E Soft Capsules1.2.性状:本品内容物为淡黄色至黄色的油状液体1.3.主要成份:维生素E(C31H52O3)。
合成型(±)2,5,7,8-四甲基-2(4,8,12-三甲基十三烷基)-6-苯并二氢吡喃醇醋酸酯或dl-a-生育酚醋酸酯;天然型为(+)2,5,7,8-四甲基-2(4,8,12-三甲基十三烷基)-6-苯并二氢吡喃醇醋酸酯或d-a-生育酚醋酸酯。
1.4.适应症:1.用于未进食强化奶粉或有严重脂肪吸收不良母亲所生的新生儿、早产儿、低出生体重儿。
2.未成熟儿及低出生体重婴儿常规应用本品,可预防维生素E缺乏引起的溶血性贫血,并可减轻由于氧中毒所致的球后纤维组织形成(可致盲)及支气管-肺系统发育不良。
但亦有人认为上述作用尚需进一步研究证实。
3.用于进行性肌营养不良的辅助治疗。
1.5.用法用量:口服:1.成人:(1)维生素E每日需要量:男性成人10mg(16.7U),女性成人8mg(13U),孕妇10mg(16.7U),乳母11~12mg(18~20U)。
上述剂量正常膳食中均可供给。
(2)维生素E缺乏:治疗用量随缺乏程度而异。
常用量:成人一次10~100mg,一日2~3次。
2.儿童:(1)维生素E每日需要量:初生~3岁3~6mg(alpha-TE以下同,5~10U),4岁~10岁7mg(11.7U)。
(2)维生素E缺乏:小儿每日1mg/kg,早产儿一日15~20mg。
慢性胆汁郁积婴儿每日口服水溶。
软胶囊生产工艺规程
软胶囊的生产工艺规程通常包括以下步骤:
原材料准备:包括活性成分、填充剂、胶囊壳材料等原材料的准备和检查。
胶囊壳的制备: 胶囊壳通常由明胶或其他合适的材料制成,根据需要进行预处理。
混合与配比: 活性成分与辅料按照一定的配方比例混合,以确保每粒软胶囊中的药物含量均匀。
填充:将药物混合物填充进胶囊壳中,通常采用自动化设备进行。
密封:软胶囊的两端进行密封,确保药物不泄露并保持稳定性。
包装:包装成品,通常包括瓶装或泡罐装,然后进行标签贴附和外包装。
质量控制: 对生产过程中的每个阶段进行质量控制和质量保证检查,确保产品符合标准和法规要求。
保健食品软胶囊生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!保健食品软胶囊生产工艺流程一、准备工作阶段。
在进行保健食品软胶囊生产之前,需要进行充分的准备。
XXXX药业有限公司GMP文件文件名称XXXX胶囊生产工艺规程起草人年月日文件编号审核人年月日文件页码第1页,共42页批准人年月日颁发部门质量部分发部门①质量部档案室②质量部③生产部④固体生效日期年月日制剂车间⑤中药提取车间1 制定目的为药品生产各部门提供必须共同遵守的技术准则,以保证生产的药品批与批之间尽可能地与原设计吻合,保证每一药品在整个有效期内保持预定的质量。
2 适用范围本规程适用于公司XXXX胶囊的生产和技术管理,是本品生产各部门必须共同遵守的技术准则,是组织与指导XXXXX胶囊生产的主要依据。
3 职责要求本品生产各部门对实施本规程负责,QA人员、生产部经理负责监督检查,质量部经理负责抽查执行情况。
4 规程内容4.1 生产处方4.1.1 产品名称和产品代码4.1.1.1产品名称:XXXX胶囊。
4.1.1.2 产品代码见下表:包装规格产品代码包装规格产品代码4.1.2 产品剂型、规格和批量4.1.2.1 产品剂型:胶囊剂。
4.1.2.2 规格:每粒装0.Xg。
4.1.2.3 批量:XX万粒。
4.1.3 所用原辅料清单及用量折算计算方法4.1.3.1 所用原辅料清单序号 原辅料名称代码处方量(g )批量用量(㎏)XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX…………………… 制 成1000粒XXX 万粒4.1.3.2 原辅料用量折算计算方法4.1.3.2.1 根据《中国药典》的有关规定,中药胶囊剂的生产均应以中药饮片投料,标准处方中的投料量均为中药饮片的投料量;4.1.3.2.2 若购进的为原药材,则需加工成中药饮片,投料量以中药饮片计算。
4.1.4 处方依据国家食品药品监督管理局标准XXX 。
4.2 生产工艺流程:XXXXXX混合 配料制 基 质压 制一次干燥化 胶一次洗丸拣 丸75%乙醇二次干燥二次洗丸铝 塑95%乙醇 内包材料接上图图例:D 级洁净区 质量控制点 工序 图1---软胶囊生产工艺流程4.3 生产操作要求4.3.1 对生产场所和所用主要设备的说明 4.3.1.1 生产场所说明生产场所按《生产厂房房间编号管理规程》进行编号,其生产环境按《药品生产质量管理规范》(2010年版)进行设置,其具体说明见下表: 编 号 操作间位置 洁净度级别温、湿度要求压差要求 温度(℃) 湿度(%) XX 女一更衣间 D 级 18~26 45~65 >10 Pa XX 女二更衣间 D 级 18~26 45~65 >10 Pa XX 男一更衣间 D 级 18~26 45~65 >10 Pa XX 男二更衣间 D 级 18~26 45~65 >10 Pa XX 手消毒间 D 级 18~26 45~65 —— XX 洁具间 D 级 18~26 45~65 —— XX 暂存间 D 级 18~26 45~65 —— XX 中药灭菌间 D 级 18~26 45~65 —— XX 容器精洗间 D 级 18~26 45~65 —— XX 容器存放间 D 级 18~26 45~65 —— XX女更衣间 D 级 18~26 45~65 >10 Pa XX 男更衣间 D 级 18~26 45~65 >10 Pa XX 不良品存放间 D 级 18~26 45~65 —— XX 总混间 D 级 18~26 45~65 >10 Pa XX 原辅料存放间 D 级 18~26 45~65 —— XX 称量间 D 级 18~26 45~65 相对负压 XX 胶囊填充间D 级 18~26 45~65 相对负压XX 空胶囊存放间D 级 18~26 45~65 XX缓冲间D 级18~2645~65>10 Pa外 包 装入 库外包材料接上表编号操作间位置洁净度级别温、湿度要求压差要求温度(℃)湿度(%)XX 中间站D级18~26 45~65 ——XX 模具间D级18~26 45~65 ——XX 容器具洗涤间D级18~26 45~65 ——XX 容器具存放间D级18~26 45~65 ——XX 洁具间D级18~26 45~65 ——XX 手消毒间D级18~26 45~65 ——4.3.1.2 所用主要设备说明生产本品主要设备包括颗粒剂生产各工序的设备及部分公用设备或设施,均按《设备(设施)编号管理规程》进行了编号,符合《药品生产质量管理规范》(2010年版)的要求,其具体说明见下表:设备编号设备名称设备型号数量制造厂家生产能力XX 锤片式粉碎机XX 1台XX XXXX 中成药真空干燥灭菌柜XX 1台XX XXXX 全无油空压缩机XX 1台XX XX XX 纯化水机组XX 1台XX XX XX 空调机组XX 1台XX XX XX 空气压缩机XX 1台XX XX XX 三维运动混合机XX 1台XX XX XX 全自动胶囊填充机XX 1台XX XX XX 自动泡罩包装机XX 1台XX XX XX 臭氧发生器XX 2台XX XX XX 电子天平XX 1台XX XX XX 电子台秤XX 1台XX XX 4.3.2 关键设备的准备所采用的方法或相应规程的编号4.3.2.1锤片式粉碎机准备确认设备在清洁有效期内,否则按《9FQ-50C锤片式粉碎机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《9FQ-50C锤片式粉碎机标准操作规程》做好设备启用准备,待用。
软胶囊的各工序工艺操作规程软胶囊的各工序工艺操作规程教学内容:第一节概述第二节化胶工艺操作第三节软胶囊内容物配制操作第四节压制软胶囊工艺操作第五节软胶囊干燥、清洗工艺操作第六节综合实训教学重点:仁软胶囊内容物配制2.软胶囊压制工艺教学难点:生产中常见问题及排除方法技能目标:1?独立进行常用设备的常规操作与维护2?能处理一些常见故障和技术问题第一节概述软胶囊剂(又称胶丸):系指将一定量的药液(或药材提取物)加适宜的辅料密封于各种形状的软质囊材中制成的剂型。
囊材由明胶、甘油、水或和其它适宜的药用材料制成。
囊壳柔软、有弹性、含水量高。
软胶囊的生产方法有压制法和滴制法两种,生产时成型与填充药物是同时进行的。
现介绍压制法的生产流程及操作。
生产工艺流程如下:物料:检验: 注:虚线框内代表30万级或以上洁净生产区域工序: 入库:第二节化胶工艺操作一、实训目标1.掌握化胶岗位操作法2.掌握HJG-700A水浴式化胶罐、VMP-60真空搅拌罐标准操作规程3.掌握HJG-700A水浴式化胶罐、VMP-60真空搅拌罐的清洁及维护、保养标准操作规程二、实训适用岗位及设备介绍本工艺操作适用于软胶囊化胶工、明胶液质量检查工、工艺员。
(一)软胶囊化胶工1.工种定义:软胶囊化胶工(或称煮胶工)是指将明胶、水、甘油及防腐剂、色素等辅料,使用规定的化胶设备,煮制成适用于压制软胶囊的明胶液的操作人员。
2. 适用范围:化胶操作、质量自检(二)明胶液质量检查工1.工种定义:明胶液质量检查工是指在化胶间进行现场监控和对规定的质量指标进行检查、判定的人员。
2.适用范围:化胶全过程质量监督(工艺管理、QA)(三)化胶及保温设备简介1. HJG-700水浴式化胶罐(图7-1)型号化胶罐化胶量200~700L,采用水平传动、摆线针轮减速器减速圆锥齿轮变向、结构紧凑、传动平稳;搅拌器采用套轴双桨、由正转的两层平桨和反转的三层锚式桨组成,搅动平稳,均质效果好。
XXXX药业有限公司GMP文件文件名称XXXX胶囊生产工艺规程起草人年月日文件编号审核人年月日文件页码第1页,共42页批准人年月日颁发部门质量部分发部门①质量部档案室②质量部③生产部④固体生效日期年月日制剂车间⑤中药提取车间1 制定目的为药品生产各部门提供必须共同遵守的技术准则,以保证生产的药品批与批之间尽可能地与原设计吻合,保证每一药品在整个有效期内保持预定的质量。
2 适用范围本规程适用于公司XXXX胶囊的生产和技术管理,是本品生产各部门必须共同遵守的技术准则,是组织与指导XXXXX胶囊生产的主要依据。
3 职责要求本品生产各部门对实施本规程负责,QA人员、生产部经理负责监督检查,质量部经理负责抽查执行情况。
4 规程内容4.1 生产处方4.1.1 产品名称和产品代码4.1.1.1产品名称:XXXX胶囊。
4.1.1.2 产品代码见下表:包装规格产品代码包装规格产品代码4.1.2 产品剂型、规格和批量4.1.2.1 产品剂型:胶囊剂。
4.1.2.2 规格:每粒装0.Xg。
4.1.2.3 批量:XX万粒。
4.1.3 所用原辅料清单及用量折算计算方法4.1.3.1 所用原辅料清单序号 原辅料名称代码处方量(g )批量用量(㎏)XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX XXX…………………… 制 成1000粒XXX 万粒4.1.3.2 原辅料用量折算计算方法4.1.3.2.1 根据《中国药典》的有关规定,中药胶囊剂的生产均应以中药饮片投料,标准处方中的投料量均为中药饮片的投料量;4.1.3.2.2 若购进的为原药材,则需加工成中药饮片,投料量以中药饮片计算。
4.1.4 处方依据国家食品药品监督管理局标准XXX 。
4.2 生产工艺流程:XXXXXX混合 配料制 基 质压 制一次干燥化 胶一次洗丸拣 丸75%乙醇二次干燥二次洗丸铝 塑95%乙醇 内包材料接上图图例:D 级洁净区 质量控制点 工序 图1---软胶囊生产工艺流程4.3 生产操作要求4.3.1 对生产场所和所用主要设备的说明 4.3.1.1 生产场所说明生产场所按《生产厂房房间编号管理规程》进行编号,其生产环境按《药品生产质量管理规范》(2010年版)进行设置,其具体说明见下表: 编 号 操作间位置 洁净度级别温、湿度要求压差要求 温度(℃) 湿度(%) XX 女一更衣间 D 级 18~26 45~65 >10 Pa XX 女二更衣间 D 级 18~26 45~65 >10 Pa XX 男一更衣间 D 级 18~26 45~65 >10 Pa XX 男二更衣间 D 级 18~26 45~65 >10 Pa XX 手消毒间 D 级 18~26 45~65 —— XX 洁具间 D 级 18~26 45~65 —— XX 暂存间 D 级 18~26 45~65 —— XX 中药灭菌间 D 级 18~26 45~65 —— XX 容器精洗间 D 级 18~26 45~65 —— XX 容器存放间 D 级 18~26 45~65 —— XX女更衣间 D 级 18~26 45~65 >10 Pa XX 男更衣间 D 级 18~26 45~65 >10 Pa XX 不良品存放间 D 级 18~26 45~65 —— XX 总混间 D 级 18~26 45~65 >10 Pa XX 原辅料存放间 D 级 18~26 45~65 —— XX 称量间 D 级 18~26 45~65 相对负压 XX 胶囊填充间D 级 18~26 45~65 相对负压XX 空胶囊存放间D 级 18~26 45~65 XX缓冲间D 级18~2645~65>10 Pa外 包 装入 库外包材料接上表编号操作间位置洁净度级别温、湿度要求压差要求温度(℃)湿度(%)XX 中间站D级18~26 45~65 ——XX 模具间D级18~26 45~65 ——XX 容器具洗涤间D级18~26 45~65 ——XX 容器具存放间D级18~26 45~65 ——XX 洁具间D级18~26 45~65 ——XX 手消毒间D级18~26 45~65 ——4.3.1.2 所用主要设备说明生产本品主要设备包括颗粒剂生产各工序的设备及部分公用设备或设施,均按《设备(设施)编号管理规程》进行了编号,符合《药品生产质量管理规范》(2010年版)的要求,其具体说明见下表:设备编号设备名称设备型号数量制造厂家生产能力XX 锤片式粉碎机XX 1台XX XXXX 中成药真空干燥灭菌柜XX 1台XX XXXX 全无油空压缩机XX 1台XX XX XX 纯化水机组XX 1台XX XX XX 空调机组XX 1台XX XX XX 空气压缩机XX 1台XX XX XX 三维运动混合机XX 1台XX XX XX 全自动胶囊填充机XX 1台XX XX XX 自动泡罩包装机XX 1台XX XX XX 臭氧发生器XX 2台XX XX XX 电子天平XX 1台XX XX XX 电子台秤XX 1台XX XX 4.3.2 关键设备的准备所采用的方法或相应规程的编号4.3.2.1锤片式粉碎机准备确认设备在清洁有效期内,否则按《9FQ-50C锤片式粉碎机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《9FQ-50C锤片式粉碎机标准操作规程》做好设备启用准备,待用。
4.3.2.2中成药真空干燥灭菌柜准备确认设备在清洁有效期内,否则按《ZMG-0.3中成药真空干燥灭菌柜清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《ZMG-0.3中成药真空干燥灭菌柜标准操作规程》做好设备启用准备,待用。
4.3.2.3 万能粉碎机准备确认设备在清洁有效期内,否则按《30B万能粉碎机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《30B万能粉碎机标准操作规程》做好设备启用准备,待用。
4.3.2.4三维运动混合机准备确认设备在清洁有效期内,否则按《SYH-500型三维运动混合机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《SYH-500型三维运动混合机标准操作规程》做好设备启用准备,待用。
4.3.2.5全自动胶囊填充机准备确认设备在清洁有效期内,否则按《NJP-1200C全自动胶囊填充机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《NJP-1200C全自动胶囊填充机清洁规程标准操作规程》做好设备启用准备,待用。
4.3.2.6自动泡罩包装机准备确认设备在清洁有效期内,否则按《DPP-260K2自动泡罩包装机清洁规程》规定的清洁方法重新清洁,并经过QA人员复核,满足生产工艺卫生要求的,再按《DPP-260K2自动泡罩包装机清洁规程标准操作规程》做好设备启用准备,待用。
4.3.2.7电子秤准备确认需用电子秤已经校验,并在有效期内,再按《电子称校准、使用标准操作规程》对电子称进行使用前的校准,待用。
4.3.3 详细的生产步骤和工艺参数说明4.3.3.1 中药饮片的粗粉碎4.3.3.1.1 备料岗位作业人员和车间有关管理人员按《备料标准操作规程》到仓库领取生产所需中药饮片,完成中药饮片领用后,按《物料进入车间净化标准操作规程》有关进入步骤完成中药饮片转移,进入中药提取间。
4.3.3.1.2 生产前检查按《生产前检查标准操作规程》中的有关要求做好文件、物料、现场、安全等方面的检查工作,并予以记录。
4.3.3.1.3 作业前准备(1)作业前先将上次的清场合格证(副本)取下,纳入本次批生产记录中,并挂上生产状态标识卡,注明岗位、品名、规格、批号、日期等;需用的设备、容器具等的状态标识也应根据《操作间、设备、容器标识标准操作规程》进行更换或标识。
(2)每次作业前先检查确认锤片式粉碎机清洁合格证在有效期内。
(3)若过期,则按《9FQ-50C锤片式粉碎机清洁规程》重新进行清洁。
(4)按《9FQ-50C锤片式粉碎机标准操作规程》的要求进行操作。
(5)检查已清洁的生产用具及提取罐部件是否齐全。
4.3.3.1.4粗粉碎(1)按《9FQ-50C锤片式粉碎机标准操作规程》的要求进行操作;(2)取白芍饮片、甘草饮片、桂枝饮片、高良姜饮片、黄连饮片、柴胡饮片;(3)粗粉碎物外挂上状态标志,标明产品名称、提取批号、数量、生产日期及操作人等。
(4)生产结束后,做好清场工作。
清出本批产品遗留物及文件记录等,确保生产场地、设备、工具、容器具清洁卫生。
清场结束,经QA检查员检查合格后,发给清场合格证。
4.3.3.1.5生产过程质量控制(1)粗粉碎物的洁净度:收集粗粉碎时应该密封好收集容器,防止杂物飞进。
4.3.3.1.6 中间产品放行过滤后的药液经QA人员确认质量符合要求后,交下工序作浓缩使用,办理交接手续,并填写相关交接记录。
4.3.3.1.8 本岗位操作生产过程存在风险及其预防控制措施工序存在风险预防措施备料1、中药饮片领用错误1、领料时严格核对生产指令,确保领用中药饮片无误。
2、领料时严格执行复核制度,确保领料时有人复核。
2、领用中药饮片质量不符合要求1、领用前确认中药饮片已经检验合格,有合格标识。
2、不领用已过有效期或贮存期的中药饮片。
3、确保称量时所用的用具已经清洁。
4、不领用其他存在质量风险的中药饮片。
3、领用中药饮片数量与指令不符1、使用前确认计量器具已经校验,且在有效期内。
2、称量过程须双重复核,并须进行独立复核。
粗粉碎粗粉碎物的干净度1、收集前按照工艺要求清洗收集容器。
2、收集粗粉碎物时应该密封好收集容器。
4.3.3.1.10 作业结束(1)按《清场标准操作规程》的要求对生产现场进行清场。
(2)生产设备按《9FQ-50C锤片式粉碎机清洁规程》中的班后清洁方法进行清洁。
需维护保养时按《9FQ-50C锤片式粉碎机维护和维修规程》完成必要的班后维护和保养,并对维护后的现场进行清洁。
(3)生产用容器具按《容器具清洁规程》进行清洁。
(4)按《一般生产区清洁规程》对粉碎间等进行清洁。
(5)清场、清洁结束后清洁工具按《清洁工具清洁规程》进行清洁。
(6)QA人员检查合格后,发放并挂上“清场合格证”。
(7)按“特别说明的注意事项”的要求做好收率统计与计算、结料与退料、批生产记录和其他生产记录等工作。
4.3.3.2 干燥灭菌4.3.3.2.1 生产前检查4.3.3.2.1.1 核对待干燥灭菌状态标志。
4.3.3.2.1.2 检查中成药真空干燥灭菌柜设备的真空压力、蒸汽压力,以及设备各部位是否有泄漏现象。
生产场地应干净卫生,检查应无上次产品遗留物及文件记录等,收集清场合格证,挂生产状态标志。