操作工技术培训手册
- 格式:docx
- 大小:331.09 KB
- 文档页数:62

操作工培训计划一、培训背景随着社会的快速发展,企业对于操作工的需求越来越大。
而优秀的操作工在企业生产中起着至关重要的作用,他们的技能和掌握的知识直接关系到产品的质量和生产效率。
因此,针对操作工进行专业化的培训就显得尤为重要。
二、培训目标1. 提升操作工的技能水平,提高操作工的操作技能和生产效率;2. 加强操作工的安全意识,提高操作工的操作安全意识和安全操作技能;3. 培养操作工的团队合作意识,提高操作工的团队协作和沟通能力;4. 增强操作工的质量意识,提高操作工的产品质量意识和质量管理能力。
三、培训内容1. 操作技能培训(1)设备操作技能培训:对操作工常用的设备进行操作技能培训,包括设备的开关机操作、设备的基本操作、设备的维护保养等技能培训;(2)生产技术培训:介绍生产工艺和工序,教授操作工生产的相关技术、工艺和工序的技能;(3)质量管理培训:培训操作工质量管理的基本知识和操作技能,包括质量管理的标准、流程和方法等;(4)安全操作培训:介绍操作工在生产中需遵守的安全操作规范和操作技能,包括设备操作的安全技能和应急措施等。
2. 团队协作培训(1)团队意识培训:培训操作工团队合作的重要性,强调团队意识和协作精神;(2)沟通技能培训:教授操作工良好的沟通技能和沟通方法,促进团队成员间的良好沟通和协作。
3. 安全意识培训(1)安全知识培训:介绍生产中常见的安全问题和应急措施,增强操作工的安全意识;(2)安全技能培训:教授操作工安全操作的技能和方法,提高操作工在生产中的安全操作能力。
1. 培训时间(1)操作技能培训:3天时间;(2)团队协作培训:1天时间;(3)安全意识培训:1天时间。
2. 培训方式(1)理论讲解:由专业讲师对相关知识进行系统的讲解;(2)实操演练:通过实际操作演练,提高操作工的实际操作能力;(3)案例分享:分享一些实际案例,让操作工从中学习经验和教训;(4)小组讨论:组织操作工进行小组讨论,促进大家之间的交流和学习。

化学单元操作工培训计划一、培训目的提高化学单元操作工的工作水平和技术能力,提高操作工对化学单元装置的运行、维护和故障处理能力,使其能够熟练操作化工设备,保障生产安全和生产质量。
二、培训对象化学单元操作工,包括初级操作工、中级操作工和高级操作工。
三、培训内容1. 化学单元装置的构成和工艺流程2. 化学单元设备的基本操作技能3. 化学单元设备的维护保养4. 化学单元设备故障处理和检修四、培训计划1. 培训时间本次培训计划为期一个月,每周安排五天培训时间,每天8小时,共计160小时。
2. 培训内容第一周:化学单元装置的构成和工艺流程(40小时)- 了解化学单元装置的各种设备及其功能- 理解化学单元装置的工艺流程和装置间的配合关系第二周:化学单元设备的基本操作技能(40小时)- 学习化学单元设备的操作规程和操作步骤- 熟练掌握各种操作设备的正常操作方法第三周:化学单元设备的维护保养(40小时)- 学习化学单元设备的维护保养知识- 掌握常见设备的日常检查和维护方法第四周:化学单元设备故障处理和检修(40小时)- 学习化学单元设备故障的排查和处理方法- 掌握常见故障的现场检修技能3. 培训方法本次培训采用理论教学和实际操作相结合的方式进行,培训内容注重实操训练,注重培养学员的实际操作能力。
四、培训考核1. 学员培训期间每周进行一次成绩考核,合格率达到90%以上方可参加下一周的培训内容。
2. 培训结束后,进行培训总成绩考核,达到80%以上方可结业。
五、培训实施1. 培训教材准备- 提前准备好相关的培训教材和操作手册,使学员可以在培训期间进行学习和实操练习。
2. 培训教师安排- 由经验丰富的化工技术人员担任培训老师,保证培训内容的质量和实用性。
3. 培训地点和设备- 选择宽敞明亮、设备完备的培训场所进行培训。
4. 培训后续指导- 培训结束后,对学员进行一定周期的跟踪指导,确保学员在实际工作中能够熟练运用所学知识和技能。

煤矿主排水泵操作工安全技术培训大纲一、培训目的1.提升煤矿主排水泵操作工的安全意识,增强其安全意识和安全技术;2.掌握主排水泵的工作原理和操作方法;3.了解主排水泵常见的故障及处理方法;4.能够正确使用和维护设备,避免事故发生。
二、培训内容1.煤矿主排水泵的概述(1)主排水泵的定义和作用;(2)主排水泵的分类及工作原理;(3)主排水泵的结构和组成部分。
2.煤矿主排水泵的安全操作(1)主排水泵的启动和停止;(2)选用合适的泵型和泵头;(3)变频调速和流量控制;(4)故障排除和紧急处理。
3.煤矿主排水泵的安全维护(1)定期检查和维护;(2)保养和更换易损件;(3)润滑和冷却系统的维护;(4)电气系统的检查和维修。
4.煤矿主排水泵的事故处理(1)泵体漏水和泵轴断裂的处理;(2)电机过热和过载的处理;(3)运行噪音过大和震动的处理;(4)其他常见的故障及处理方法。
5.煤矿主排水泵的安全意识培养(1)了解煤矿主排水泵的安全风险;(2)正确佩戴和使用个人防护装备;(3)掌握突发事件的应急处理方法;(4)加强团队合作和互助意识。
三、培训方法1.理论授课:通过组织专家进行讲解,介绍主排水泵的工作原理和操作方法,并讲解常见故障及处理方法。
2.案例分析:通过分析实际案例,让参训人员了解主排水泵事故的成因、后果和应急处理方法。
3.模拟操作:进行主排水泵的模拟操作练习,让参训人员掌握正确操作和紧急处理技巧。
4.讨论交流:组织参训人员就主排水泵安全操作和维护进行讨论,促进经验分享和互相学习。
四、培训评估在培训结束后,通过理论考试和实际操作考核,对参训人员的掌握情况进行评估,合格者颁发培训合格证书。
五、培训时间和场地要求1.培训时间:根据实际情况确定培训时间,建议安排为2天。
2.培训场地:选择宽敞明亮的教室,配备相应的投影仪和实物模型用于讲解和操作演示,并提供模拟操作练习的场地和设备。
六、培训后续跟进1.培训后,定期组织参训人员进行安全技术演练和知识巩固;2.建立健全煤矿主排水泵操作工的安全管理制度;3.开展安全技术竞赛,激励操作工的安全意识和技术水平的提升。

电机车操作工培训教案编制人:李鹏授课简要一、课时:72课时二、教学目的:掌握本岗位的安全工作职责;了解煤矿生产技术知识;掌握《煤矿安全规程》等对电机车运输安全方面的有关规定;熟练掌握电机车安全操作技术及常见故障的处理方法;提高安全操作技能。
三、本课重点:1、掌握电机车的型号及《煤矿安全规程》对电机车的使用规定;2、电机车司机必须熟悉和遵守安全操作规程的各项规定。
四、本课的教学方法:以PPT为主要表现手段,采用PPt演示资料,教师讲授,在突出重要知识点的同时,从实际需要出发,增加一些辅助资料和案例。
第一章煤矿安全生产方针与法律法规课时数: 6 课时教学目的:1、了解我国的安全生产方针2、熟悉法律法规的相关内容。
3、全面掌握法律法规的安全方针、政策、措施、安全生产责任制。
重点:法律法规的安全方针、政策,员工应行使的权利应尽的义务。
难点:煤矿相关法律法规的理解教学方式:课件授课一、安全生产方针1.安全生产方针的含义:“安全第一、预防为主、综合治理”是我国安全生产的基本方针。
“安全第一”:把安全放在第一位,即生产必须安全,不安全不能生产。
“预防为主”:时刻注意预防安全事故的发生,发现事故隐患要立即处理,自己不能处理的要及时上报。
说明:《安全生产法》确定的安全生产方针是“安全第一,预防为主。
”《中共中央关于制定国民经济和社会发展第十一个五年规划的建议》中提出“坚持安全第一、预防为主、综合治理,落实安全生产责任制……”“综合治理”:即实现安全生产的齐抓共管。
“综合治理”是安全生产方针的新发展。
2.煤矿工人贯彻安全生产方针的途径与方法①牢固树立“安全第一”的思想②知法、守法,树立依法从事煤矿安全生产的意识③严格遵守安全生产规章制度和劳动纪律④养成良好的职业道德⑤认真积极参加安全生产的教育培训,学习安全知识和操作技能⑥做好劳动保护,避免职业伤害二、《安全生产法》《安全生产法》自2002年11月1日起施行。
《安全生产法》规定了从业人员(包括煤矿工人)的权利和义务三、《矿山安全法》《矿山安全法》于1993年5月1日起施行。
工业岗位操作规程培训
《工业岗位操作规程培训》
在工业生产中,操作规程培训对于提高生产效率、保障生产安全具有非常重要的意义。
如何规范操作人员的操作行为,提高生产效率,降低事故发生率,是每个工业企业都需要认真思考和解决的问题。
首先,企业需要制定完善的操作规程,明确规定操作流程、技术要求、安全注意事项等内容。
只有规范的操作规程,才能有效地减少操作人员的随意性,提高操作的标准化水平。
其次,企业需要通过培训的方式,向操作人员传授相关的操作规程知识。
培训内容应当包括操作规程的基本原则、技术要求、安全注意事项等,确保操作人员对于操作规程有着清晰准确的理解。
而后,企业还需要对操作人员进行实际操作训练,通过模拟实际工作场景,让操作人员熟练掌握操作技能,提高操作的准确性和效率。
最后,企业需要定期对操作人员进行考核,检查其对于操作规程的掌握情况。
对于掌握不到位的人员,需要进行再次培训和辅导,确保所有操作人员都能够严格遵守操作规程,确保生产安全和生产效率。
综上所述,《工业岗位操作规程培训》对于提高生产效率、降
低事故发生率具有非常重要的意义。
只有通过规范的操作规程培训,才能确保生产过程的安全、稳定和高效进行。
PT操作工培训资料操作工是生产线上的重要一员,负责生产线设备的操作和维护。
为了使操作工能够熟练掌握设备的操作技能,提高生产效率和产品质量,以下是操作工的培训资料。
一、操作规程1.准备工作:操作工在开始工作之前,需要做好准备工作。
包括检查设备是否正常,准备好所需的工具和材料,确保工作场所整洁和安全。
2.操作流程:根据作业指导书,按照设备操作流程逐步进行操作。
注意细节,确保每一个步骤都正确无误。
3.故障处理:当设备发生故障时,操作工需要及时处理。
首先要停止设备运行,然后根据故障代码或故障表格进行排查和修复。
4.安全意识:操作工在工作中要时刻保持安全意识,遵守相关操作规程和安全规定,确保自己和他人的安全。
5.日常维护:设备的日常维护非常重要,可以减少故障发生的几率,延长设备的使用寿命。
操作工要按照维护手册的要求进行定期检查和保养。
二、操作技巧1.熟练操作:熟练掌握设备的操作流程,熟悉设备的各项功能和参数设置,能够迅速调整和适应不同的生产需求。
2.灵活应对:设备操作中常常会出现各种意外情况,操作工要能够灵活应对,快速解决问题,保证生产进度不受影响。
3.注意细节:操作工需要细心耐心,注意观察设备运行状态,及时发现并解决问题,避免因小失大。
4.团队合作:生产线上是一个团队合作的环境,操作工需要和其他岗位的同事密切配合,协调工作,保证生产顺利进行。
5.不断学习:技术不断更新,操作工要不断学习新知识和技能,提高自己的专业水平,适应生产线的需求。
三、安全知识1.安全标识:操作工要熟悉各种安全标识的含义和作用,遵守规定,积极配合安全管理部门开展相关工作。
2.安全设备:操作工要正确使用和维护各种安全设备,包括头盔、安全带、防护眼镜等,确保自身安全。
3.应急预案:在发生紧急情况时,操作工要按照应急预案迅速采取措施,保护自己和他人的生命财产安全。
4.安全培训:企业要定期开展安全培训,操作工要认真参加并控制培训内容,提高安全意识和自我保护能力。
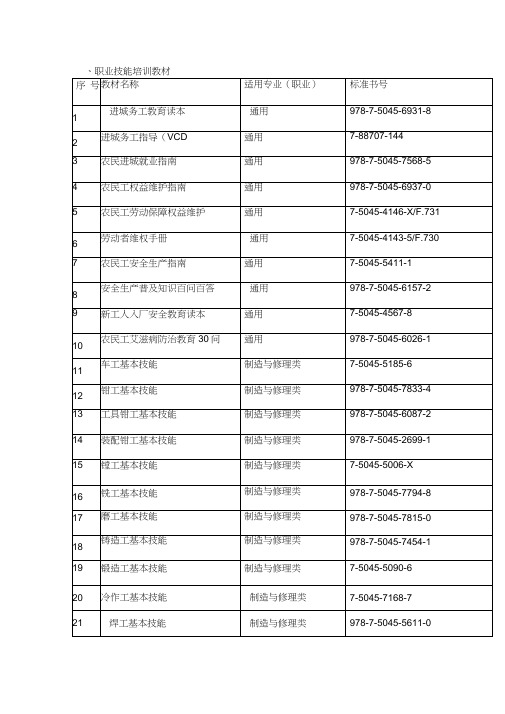
河南烟草工业有限责任公司ZJ17操作实用手册2014年1月修订目录第一章 ZJ17卷烟设备挡车工职责第一节挡车工岗位职责——————―――――――4第二节操作工岗位职责——————―――――――4第二章 ZJ17卷烟设备工艺质量控制第一节质量标准——————————――――――5第二节质量控制原则————————―――――--6第三章 ZJ17卷烟设备简介第一节 ZJ17卷烟设备VE机构——————――――-7第二节 ZJ17卷烟设备SE机构————————――-8第三节 ZJ17卷烟设备MAX机构————————――10第四节 ZJ17卷烟设备操作面板——————————12 第五节 ZJ17卷烟设备故障信息――――――――――13第四章 ZJ17卷烟设备操作及保养要点第一节设备日保及操作流程—————---――――-14第二节结束生产流程——————————――――19第三节生产过程保养要点——————————――19第五章 ZJ17卷烟设备操作经验第一节设备操作窍门————————————————-22第二节质量控制窍门————————————————-24 第三节设备操作不良习惯——————————————-27第六章 ZJ17卷烟设备保养规程——————————30序言PROTOS系列卷烟机由于其性能稳定、作业率高、烟支质量好、维护方便的特点,目前已成为我国烟草行业的主流机型。
2014年在行业和政府各级领导的关心支持下,为把分厂建设成为“民族地区工业形象窗口”和“精品企业”,从3月份起我厂将逐步引进九组常德生产的ZJ17卷烟机组(PROTOS70的国产机型),实现卷接设备由莫林系列向普托系列的转变,同时产量由18万箱增加到30万箱,产品定位也由过去的“中低档卷烟”生产过渡到“高中档卷烟”生产,产品结构发生质的变化。
在这样的背景下,为保证今年“技改、生产两不误”的目标,卷烟机操作维修人员如何快速学好、用好、修好、管好ZJ17这种全新的设备,成为一个制约分厂发展、体现设备管理水平的关键因素。
操作工技术培训手册第一章加工中间设备操作基本 (2)第二章加工中间法度榜样根本常识 (16)第三章数控车床编程与操作基本 (35)第四章数控设备日常保养规范 (51)第五章钻床设备操作基本 (52)第六章量检具应用办法 (58)第七章安然临盆操作规范 (64)附录刀具基本常识(车刀、锂刀、铳刀、复合刀、钻头、丝锥)第一章 加工中间设备操作基本第一节机床操作面板机床操作面板山CRT/MDI 面板和两块操作面板构成。
1. CRT/MDI 面板如图1-1所示,CRT/MDI 面板有一个9" CRT 显示器和一个MDI 键盘构成,CRT/MDI 面板各键功能见表l-lo图 1-1 CRT/MDI 面板表面板各键功用解释键名称功能说明RESET复位键按下此键,复位CNC 体系。
包含撤消报警、主轴故障 复位、半途退出主动操作轮回和输入、输出过程等OUTPT 输出 按下此键,CYC 开端输出内存中的参数或法度榜样到 START启动键外部设备地址和数字 键按下这些键,输入字母、数字和其它字符INPUT输入键除法度榜样编辑方法以外的情况,当面板上按下一个 字母或数字键今后,必须按下此键才能到CNC 内。
别 的,与外部设备通信时,按下此键,才能启动输入设CRT7 0 t!4.6 XTI3 R- 0V 3 1 D KL4DIf 尚诈论LET:<7TTT| siArq WJ ?F J ET|r»3»s |PIXUI OFf? IiLM\"77 gQB 32.下操作面板如图1-2所示,面板上个按钮、旋钮、指导灯功用解释见表1-2。
口口口口吨KAMI少CttC POVEKIWIr wrof C—环EDIT \少^TE^CM oo ooo oooo YOIE SELECT K)nRH2iITf 2FOHL? Oft 1TB i T 2 rr口口口口匚oHH BIXT SBE HRB VLE DPSffl f+xlHSoMACHLKEFEEDRATEE-SJOP RESET PROTKT OVERRIDE JO? AKI5 SELECTHAIDLE UI5 SE1ECT KUITIFLERFANUC图1-2下操作面板表下操作面板各开关功用解释3.右操作面板如图1-3所示,面板上各开关功用解释见表1-3。
图1-3右操作面板XK5032NANTONGI.OAB 喷SHIDLE SPEED OVERMDI 口□口STOP CR COT SPIFDIE XA»JA:L O?EMTE 口口OFT OBCOOL MAIV^L O?E^ATE表1-3右操作面板各开关功用解释第二节手动操作与主动操作1•表1-4手动操作的办法2.主动操作主动操作的办法见表l-5o表1-5主动操作的办法第三节加工法度榜样的输入和编辑加丄法度榜样的输入和编辑办法表法度榜样号检索一法度榜样段检索一键入指令或地址 _按CURSOR[T]法度榜样号检索一法度榜样段检索f按CURSOR囚或PAGE Q]扫描法度榜样检索插入地位前一个字一键入指令字f INSRT检索要修改的字一键入指令字fALTER检索要删除的字一DELET检索要删除的法度榜样段号fDELET检索要删除的法度榜样号一DELET键入0-9999—DELET第四节刀具偏置假如NC法度榜样应用刀具半径补偿指令,在运行此法度榜样之前必须经由过程刀具偏置的办法设定刀具半径补偿值,还可以经由过程刀具偏置的办法调剂刀具半径的补偿量。
刀具偏置有绝对值方法和增量值方法两种输入办法,采取哪一种输入方法由机床的内定参数设定。
1.绝对值方法输入刀具偏置量输入刀具偏置量的办法,按刀具偏置功能键MENU OFFSET ,在CRT上显示刀具偏置页面,按I PAGE钮可以调剂显示页面。
1)选定刀具偏置号选定刀具编置号有二种办法,一种办法是按CURSOR I或f光标键,移动光标至要找的刀具偏置号处,假如持续按光标按钮,光标在屏幕上次序移动,直至找到须要的刀具偏置号(假如移动光标超出这一页面,将进入下一页面);另一种办法是按NO Q P按钮,输入要找的刀具偏置号,再按INPUT按钮,从而选定须要的刀具偏置号。
2)输入刀具偏置值(带小数点也可以)按IYPUT键,输入刀具偏置值,如刀具偏置号为25,输入刀具偏置值为13.4mm。
2.增量值方法输入刀具偏置量增量值方法输入刀具偏置量是指输入刀具偏置量的削减量或增长量。
例如当前刀具偏置量 5. 678输入刀具偏置量(增量值)1.5屏幕显示刀具偏置量7. 176 (5. 678+1. 5)增量值方法输入刀具偏置量的办法同绝对值方法输入刀具偏置量的办法基本相同,但存储的刀具偏置量为本来刀具偏置量与输入刀具偏置量增量的代数和。
3.留意机床输入刀具偏置量的方法为增量方法输入刀具偏置量。
在主动运行时代,当刀具偏置量被修改时,新的刀具偏置量不是急速有效,只有法度榜样再次出现H代码时,并且H代码指定的刀具偏置号与表内修改的刀具偏置号相相符时才有效。
4.数控加工中间对刀操作用刀具的最前点碰所要加工的面,为了防止刀尖碰伤工件或刀具有撞坏,对刀时应用对刀块作帮助,并看机械坐标系中Z偏向所显示的数值并输入刀补中,再输入对刀块数值,留意输对刀块尺寸时必定要按“+输入”不要按“输入”。
六.设置工件坐标系零点1.设置工件坐标系零点(如图1-6所示)1)对刀操作设置数控加工中间手动主功能状况刀具位于工件左侧,稍微接触工件左侧,记录X坐标值。
刀具位于工件前侧,稍微接触工件前侧,记录Y坐标值。
2)工件坐标系原点坐标计算Xo=- ( | X | -d /2)Yo=- ( I Y | -d /2)2)设定工件坐标系移动刀具至X。
、Yo. Z。
坐标地位,此时刀位点与工件坐标系零点重合,设定命控加工中间置零子功能状况,设X。
、Y。
、Z。
坐标值为零,在数控体系内部建立了以刀位点为原点的工件坐标系。
图1-6 设置工件坐标系零点第二章加工中间法度榜样根本常识第一节编程的一般步调1.肯定工艺过程数控机床与通俗机床的加工工艺有很多类似之处,经山过程对工件进行工艺分析,拟定加工工艺路线,划分加工工序;选择机床、夹具和刀具;肯定定位基准和切削用量。
不合之处重要表如今控制方法上,前者操作者把加工工艺过程、工艺参数等操作步调编成法度榜样,记录在控制介质上,经山过程数控体系控制数控机床对工件切削加工,后者则山操作工人根据加丄丄艺操作机床对工件进行切削加工。
2.计算刀具轨迹坐标值为便利编程和讣算刀具轨迹坐标值,先设定工件坐标系,随后根据零件的外形和尺寸计算零件待加工轮廓上各儿何元素的起点、终点坐标以及圆和圆弧的起点、终点和圆心坐标,从而肯定刀具的加工轨迹。
3.编写加工法度榜样对于外形简单的工件采取手工编程,对于外形复杂的工件(如空间曲线和曲面)则须要采取CAD/CAM办法进行主动编程。
4.法度榜样输入数控体系将法度榜样输入到数控体系的办法有二种:一种是经山过程操作面板上的按钮直接把法度榜样输入数控体系,另一种是经山过程计算机RS232接口与数控机床连接传送法度榜样。
5.法度榜样考验经山过程图形模仿显示刀具轨迹或用机床空运行来考验机床活动轨迹,检查刀具活动轨迹是否相符加工请求。
可用单步履行法度榜样的办法试切削工件,即按一次按钮履行一个法度榜样段,发明问题及时处理。
第二节数控体系指令代码1.法度榜样段格局法度榜样段由法度榜样序号、地址符、数字值和法度榜样段停止符构成。
例如:N ___ G ____ F _____ T ____ S _____ M ____ ;式中:N —法度榜样序号地址符;G 预备功能地址符;F 进给速度地址符;T —刀具号地址符;S 主轴转速地址符;M —帮助功能地址符;;—法度榜样段停止地址符。
2数控体系功指令代码数控体系的指令代码分为二大年夜类:预备功能代码和帮助功能代码。
预备功能代码重要用于控制刀具对工件进行切削加工,预备功能G代码山地址字符G与后面的二位数字构成,表3-1所示FANUC OM・C数控铳床预备功能G代码表。
数控体系实际应用的G功能指令标准化程度较低,只有G01〜G04、G17〜G19、G40〜G42的指令定义在各个数控体系中基本相同,是以编程时必须遵守机床的应用解释书编写加工法度榜样。
表3-1 FANUC OM-C铳床预备功能G代码表注江)*号表示代码为数控体系通电后的初始状况。
2) 00组的G代码为非模态指令,其它G代码均为模态指令。
帮助功能代码重要用于控制机床的帮助设备,如主轴、刀架和冷却泵的工作, 山继电器的通电与断电来实现其控制过程。
帮助功能M代码山地址字符M与后面二位数字构成,如表3-2所示帮助功能M代码表。
帮助功能代码表表1.绝对坐标输入方法G90指令和增量坐标输入方法G91指令指令格局G90 G91指令功能设定坐标输入方法指令解释1G90指令建立绝对坐标输入方法,移动指令目标点的坐标值X、Y、Z表示刀具分开工件坐标系原点的距离;2G91指令建立增量坐标输入方法,移动指令目标点的坐标值X、Y、Z 表示刀具分开当前点的坐标增量。
2快速点定位G00指令指令格局GOO X_ Y_ Z_指令功能快速点定位指令解释1刀具以各轴内定的速度由始点(当前点)快速移动到LI标点;2刀具活动轨迹与各轴快速移动速度有关;3刀具在肇端点开端加快至预定的速度,达到目标点前减速定位。
4.直线插补G01指令指令格局G01 X_ Y_ Z_ F_指令功能直线插补活动指令解释1刀具按照F指令所规定的进给速度直线插补至L1标点;2 F代码是模态代码,在没有新的F代码替代前一向有效;3各轴实际的进给速度是F速度在该轴偏向上的投影分量;4用G90或G91可以分别按绝对坐标方法或增量坐标方法编程。
5.插补平面选择G17、G18、G19指令指令格局G17 G18 G19指令功能表示选择的插补平面指令解释1 G17表示选择XY平面;2G18表示选择ZX平面;3G19表示选择YZ平6.6.顺时针圆弧插补G02指令和逆时针圆弧插补G03指令指令格局XY平面圆弧插补指令G02 j ] R_‘ 》 - »G17l X_Y_ F_G03 I— J_7.暂停G04指令指令格局coip_指令功能刀具作短暂的无进给光整加工指令解释1地址码X可用小数,单位为S;2地址码P只能用整数,单位为ms。
&主动返回参考点G28指令指令格局G28 X_ Y_ Z_指令功能刀具经指定的中心点快速返回参考点指令解释1坐标值X_Y_Z_为中心点坐标;2刀具返回参考点时避免与工件或夹具产生干涉;3平日G28指令用于返回机床原点,履行该指令询必须撤消刀具半径补偿和刀具长度补偿9.返回第二参考点G30指令指令格局G30 X_ Y_ Z_指令功能刀具经指定的中心点快速返回第二参考点指令解释1坐标值X_Y_Z_%中心点坐标;2刀具返回参考点时避免与工件或夹具产生干涉;3平日G30指令用于返回参考点后主动换刀,履行该指令前必须撤消刀具半径补偿和刀具长度补偿10.刀具半径补偿G41、G42指令指令格局G42 G01指令功能数控体系根据工件轮廓和刀具半径主动计算刀具中间轨迹,控制刀具沿刀具中间轨迹移动,加工出所须要的工件轮廓,编程时避免计算复杂的刀心 轨迹。