标准零件图及装配图绘制要求
- 格式:docx
- 大小:15.25 KB
- 文档页数:1

装配图、零件图基本要求装配图基本要求:1.视图:包括基本视图、局部视图、剖视图等,对于冲压级进模还应包括排样图。
2.必要的尺寸:主要包含四类尺寸1)外形尺寸;2)配合尺寸;3)安装尺寸;4)特性尺寸(如减速器中的齿轮传动中心距,冲压模中的模具开合高度,注射模中的模具开合高度、分型面开启距离)。
3.零件序号:装配图中所有种类零件的序号,一般序号大小可按顺时针(或逆时针)排列,以便查找方便。
4.技术要求:一般说明装配、验收、运输、使用、维护等方面的要求和注意事项以及补充说明图中难以表达的关键尺寸、关键部位等的要求和注意事项等。
5.标题栏和明细表。
零件图基本要求:1.视图:包括基本视图、局部视图、剖视图等。
2.尺寸:包括两部分1)组成零件的各部分的形状尺寸及其公差;2)组成零件的各部分的形状之间的位置关系尺寸及其公差。
3.表面粗糙度。
4.技术要求:一般说明对零件的热处理要求和重要部位的特殊要求等。
5.标题栏。
(注:对一些比较复杂零件或检验项目比较多的零件可列表表示相关尺寸和检验项目)装配图、零件图基本要求装配图基本要求:1.视图:包括基本视图、局部视图、剖视图等,对于冲压级进模还应包括排样图。
2.必要的尺寸:主要包含四类尺寸1)外形尺寸;2)配合尺寸;3)安装尺寸;4)特性尺寸(如减速器中的齿轮传动中心距,冲压模中的模具开合高度,注射模中的模具开合高度、分型面开启距离)。
3.零件序号:装配图中所有种类零件的序号,一般序号大小可按顺时针(或逆时针)排列,以便查找方便。
4.技术要求:一般说明装配、验收、运输、使用、维护等方面的要求和注意事项以及补充说明图中难以表达的关键尺寸、关键部位等的要求和注意事项等。
5.标题栏和明细表。
零件图基本要求:1.视图:包括基本视图、局部视图、剖视图等。
2.尺寸:包括两部分1)组成零件的各部分的形状尺寸及其公差;2)组成零件的各部分的形状之间的位置关系尺寸及其公差。
3.表面粗糙度。
本夹具设计共出三类图纸:
1、加工零件图,加工零件图1-5组在夹具指导书上都有,大家只需要用cad画出来即可。
(注意用c“d绘制的零件图必须完整,包含:图框,标题栏,尺寸公差等。
轮廓线是粗实线,尺寸线和公差用细实线,中心线用细线点划线)。
第6 组和第7组加工零件图已经给出电子版本。
2、绘制夹具零件图,如果有多个零件组成,每个零件单独绘制零件图。
但是螺母和螺栓尽量取标准型号,那么螺母和螺栓不需要绘制零件图,只需要在装配图上指明M多少的螺栓或螺母即可。
绘制零件图必须完整,包括:图框,标题栏, 尺寸公差等。
轮廓线是粗实线,尺寸线和公差用细实线,中心线用细线点划线)
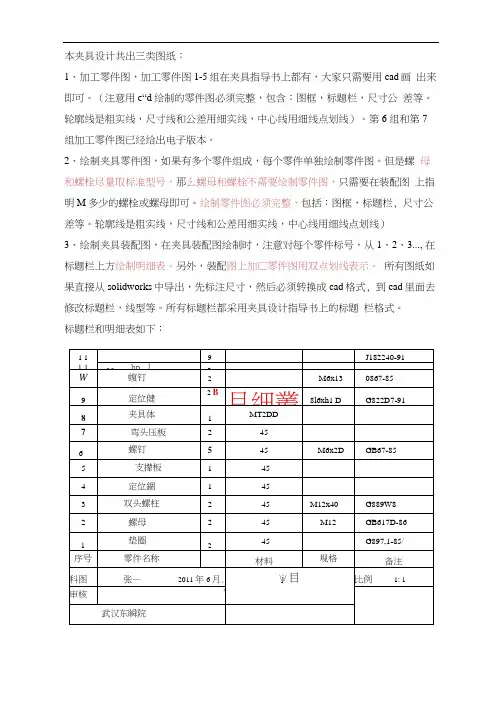
3、绘制夹具装配图,在夹具装配图绘制时,注意对每个零件标号,从1、2、3..., 在标题栏上方绘制明细表。
另外,装配图上加匸零件图用双点划线表示。
所有图纸如果直接从solidworks中导出,先标注尺寸,然后必须转换成cad格式, 到cad里面去修改标题栏,线型等。
所有标题栏都采用夹具设计指导书上的标题栏格式。
标题栏和明细表如下:
装配图中加工零件双点划线,和每个零件标号如下参考:
12 3 4 5 6 7 8
螺纹画法,螺纹不能直接用solidworks导出来的二维图,一定要用工程图标准画法来画螺纹。
100。

装配图规范设计标准要求装配图是指将产品的零部件、工装夹具、设备等按照一定的排列顺序和关系进行图示表示的工程图,是工业设计、机械制造、设备安装等领域必不可少的重要工具。
为了保证装配图的准确性和一致性,提高工作效率和产品质量,通常会制定装配图规范设计标准来统一装配图的制作和使用。
一、格式规范装配图的格式规范包括图面尺寸、边框和标题栏设计等要求,以确保装配图的整体美观和易读性。
例如,装配图纸的图面尺寸应符合国家标准,边框和标题栏应清晰明确,包含重要的信息如图号、名称、编制人、日期等。
二、符号和图例装配图中使用的符号和图例应符合相关的国家标准,包括零部件图形符号、尺寸标注符号、链接关系符号等,以便工程师和技术人员能够准确理解图纸所表示的信息。
符号和图例的选择应简洁明了,具有通用性,方便在不同场合使用。
三、图件标识装配图中的每个零部件和工装夹具等都需要进行标识,以便进行识别和辨认。
常用的标识方式包括图件编号、名称、数量、材料等,标识应清晰可辨,与图纸中的零部件一一对应。
四、尺寸和公差装配图中的尺寸标注应符合设计要求,并采用适当的公差标注,确保装配图的准确性和一致性。
尺寸和公差的标注应简洁明了,规范中应指明公差的计算方法和表达方式,如线性公差、角度公差、平面公差等。
五、装配关系和顺序装配图需要清晰表示各个零部件之间的关系和顺序,以确保装配过程中的正确性和流畅性。
装配关系可以使用直线连接、箭头表示等方式表示,装配顺序可以使用数字或字母进行标注,同时配合相关的文字说明。
六、工艺要求装配图还需要包含一些工艺要求,如装配工艺、拆卸工艺、定位工艺等,以指导操作人员进行装配和维修。
工艺要求可以通过文字说明、标注和图示等方式进行表示,要求清晰明确,易于理解和操作。
七、图纸审查和修订装配图的设计标准还应包含图纸的审查和修订要求,以保证装配图的准确性和一致性。
图纸审查应根据标准流程进行,审核人员需要具备相关的技术知识和经验。


一般技术要求:1、零件去除氧化皮。
2、零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3、去除毛刺飞边。
热处理要求:1、经调质处理,HRC50~55。
2、零件进行高频淬火,350~370℃回火,HRC40~45。
3、渗碳深度0.3mm。
4、进行高温时效处理。
公差要求:1、未注形状公差应符合GB1184-80的要求。
2、未注长度尺寸允许偏差±0.5mm。
3、铸件公差带对称于毛坯铸件基本尺寸配置。
零件棱角:1、未注圆角半径R5。
2、未注倒角均为2×45°。
3、锐角倒钝。
装配要求:1、各密封件装配前必须浸透油。
2、装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3、齿轮箱装配后应设计和工艺规定进行空载试验。
试验时不应有冲击、噪声,温升和渗漏不得超过有关标准规定。
4、齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
5、装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
6、进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
7、零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
8、装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
9、装配过程中零件不允许磕、碰、划伤和锈蚀。
10、螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
11、规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
12、同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
13、圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
14、平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
15、花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
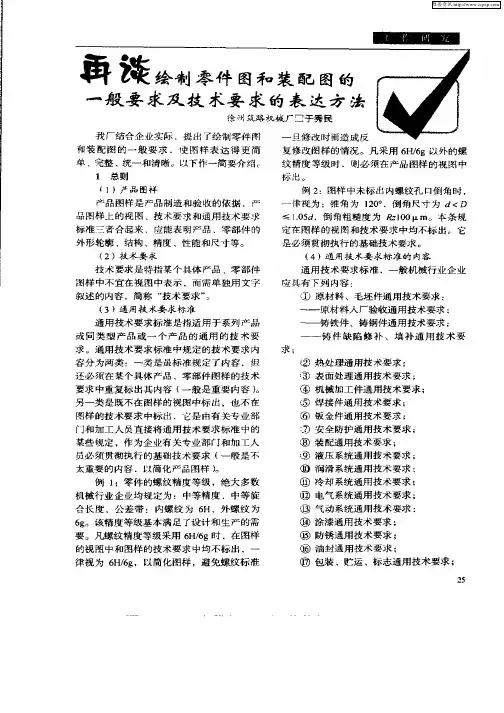
绘制零件图和装配图的一般要求及技术要求的表达方法产品图样产品图样是产品制造和验收的依据,产品图样上的视图、技术要求和通用技术要求标准三者合起来,应能表明产品、零部件的外形轮廓、结构、精度、性能和尺寸等。
技术要求技术要求是特指某个具体产品、零部件图样中不宜在视图中表示,而需单独用文字叙述的内容,简称“技术要求”。
绘制图样的一般要求1. 基本要求⑴图样必须按照有关制图的现行国家标准及企业标准或规定绘制,达到正确、完整、统一和清晰。
⑵图样上的名词、术语、代号、文字、图形符号、结构要素及计量单位等,均应符合有关标准规定。
⑶图样上的视图与技术要求合起来,应能表明产品、零部件的结构、轮廓及制造、检验时所必要的技术依据。
⑷图样在能表达清楚时,视图的数量应尽量减少。
⑸每个产品或零部件应尽量分别绘制在单张图样上,如果必须分布在数张图样上时,主要视图、明细栏和技术要求应置于第一张上。
⑹图样上的产品及零部件名称应符合有关标准或规定,如无规定时应尽量简短、确切。
⑺图样上一般不列入有限制工艺要求的说明,必要时允许标注采用一定加工方法的工艺说明。
如“配钻”、“车削”、“配研”等。
⑻每张图样按规定填写标题栏、在签署栏内必须按规定经有关人员签署。
2. 绘制零件图的一般要求⑴每个专用零件应单独绘制图样。
⑵在如下特殊情况时允许不绘制零件图— 型材垂直切断和板材经裁切后不再机加工的零件;— 形状和最后尺寸均需根据安装位置确定的零件。
⑶零件图一般根据装配时所需要的形状、尺寸和表面粗糙度绘制。
零件在装配过程中加工的尺寸,应标注在装配图上。
如必须在零件图上标注时,应在有关尺寸近旁注明“配作”、“焊后加工”等字样或在技术要求中说明。
装配尺寸链的补偿量,一般标注在有关零件图上。
⑷两个互相对称的零件,一般应分别绘制图样。
对结构较复杂的对称零件,应分别绘制图样,对结构简单的对称零件可绘制在一张图样上,并注明:左件(LH)如图,右件(RH)对称。
⑸必须整体加工的成对或成组使用而又相同的分切零件,允许视为一个零件绘制在一张图样上,标注一个代号,视图上分切处的连线用粗实线连接。
第五章装配图的技术要求
为了保证产品的设计性能和质量,在装配图中需要注明有关机器或部件的性能、装配与调整、试验与验收、使用与运转等方面的指标、参数要求。
合格、正确地制定机器或部件的技术要求是一项专业性的技术工作。
一、技术要求的内容:
1.对材料、毛坯、热处理的要求(如电磁参数、硬度、金相要求);
2.视图中难以表达的尺寸、形状和位置公差;
3.对有关尺寸要素的统一要求(如圆角、倒角、焊接符号);
4.对零、部件表面质量的要求(如涂层、镀层、修饰);
5.对间隙、过盈、个别结构要素的特殊要求;
6.对校对、调整和密封的要求;
7.对产品及零件的性能和质量的要求(如噪音、耐振性、自动制动);
8.试验条件和方法。
二、在装配图中注写技术要求的方法:
1. 技术要求的内容如不便以数字、代号和符号的形式直接在视图中注明时,应用文字注写在明细栏的上方或图纸下方的空白处,在其内容条文的上方应冠以“技术要求”。
若装配图的视图分别绘制在几张图纸上时,技术要求应写在第一页图纸上。
2. 当技术要求不止一项时,应编排序号依次整齐地注写。
3. 当技术要求中引用各类标准、规范、专用的技术条件以及试验方法与验收规则等文件时,应注明引用文件的编号和名称,在不致引起辨识困难的前提下允许只注明编号。
标准零件图及装配图绘制要求
一.零件图要求
1.视图表达正确,有孔和轴的地方必须要求有中心线
2.线条粗细分明,粗实线一定要用2B铅笔加深。
3.完整的尺寸
4.表面粗糙图要求,需要磨的表面粗糙度为0.8,一般加工表面3.2,钻孔
表面12.5
5.技术要求
6.有配合要求的进行公差标注,如主动轴,具体等级装配图上有。
7.标题栏内容需填写:材料、零件名称、代号、比例等
二、装配图要求
1.零件要求有编号,与明细栏对应
2.明细栏内容要与零件图标题栏内容对应,如材料、零件名称、代号等。
三、技术要求内容填写
如:1.未注倒角C1
2.未注圆角R2
3.未注铸造圆角R2~R3
4.轴要求进行调质热处理,240~280HRB
5.铸造件要求时效处理,表面喷漆,不得有铸造缺陷,如夹砂、裂纹等。
最后,如果有不清楚的地方可以查教材或致电663086!。