锥形砂轮磨齿机工作原理研究
- 格式:pdf
- 大小:178.96 KB
- 文档页数:2
数控螺旋锥齿轮磨齿机技术规格1、机床用途及基本要求:1.1、φ1m数控螺旋锥齿轮磨齿机磨削螺旋锥齿轮设备,此机床采用展成法加工Gleason制弧齿锥齿轮,具备Gleason齿制的收缩齿和等高齿的加工功能,可加工成对啮合的盘齿轮、轴齿轮。
磨齿机适合对强化热处理后的零件进行高精度磨削加工。
机床结构成熟可靠,机床具有足够的静、动刚度,热稳定性和长期的精度保持性,机床具有良好的静态和动态精度。
机床设计和制造技术采用成熟可靠的技术,机床外观设计简洁、实用,并符合工厂使用要求。
机床伺服系统全部采用西门子执行元件,其精度高、可靠性好、抗干扰能力强、响应速度快。
机床设计具备良好的操作性,容易维修,符合工厂安全要求。
机床售后服务良好、在公司内设立培训中心及备件库,对于客户的机床售后问题,公司可在24 内进行响应。
机床采用全封闭式防护的防护罩,适用于长期、连续、高效率的加工,由于采用全封闭式防护设计对机床周围环境的的影响极小。
机床设计制造完全符合《GB15760-2004金属切削机床安全防护通用技术条件》标准。
1.2、加工材质及硬度:材质:渗碳(氮)钢如(17Cr2Ni2Mo、17CrNi3Mo、20CrMnTi)、42CrMo、ZG250~500等黑色金属硬度:调质处理HB200~340渗碳及淬火HRC58~621.3、验收加工典型零件:验收的零件由双方在机床加工精度和加工范围内协商确定。
1.3.1、盘齿轮1.3.2、轴齿轮2、机床使用环境:5.1 机床部件的结构、功能及性能详细描述。
YK20100型全数控螺旋锥齿轮磨齿机是七轴五联动全数控弧齿加工机床,机床采用展成法加工弧齿锥齿轮。
机床防护采用全封闭式结构。
机床配有独立的磨削油冷却过滤系统,高效的油雾收集装置(空气净化装置)及集中润滑系统,同时还带有余量分配规。
机床磨削精度达到锥齿轮和准双曲面齿轮精度标准5级精度的各项技术指标(GB5级),齿面粗糙度为Ra0.8。
第17卷 第2期2009年2月 光学精密工程 Optics and Precision Engineering Vol.17 No.2 Feb.2009 收稿日期:2008205222;修订日期:2008207210. 基金项目:国家863高技术研究发展计划资助项目(No.2008AA042506)文章编号 10042924X (2009)022*******精密、超精密圆柱渐开线齿轮的加工方法王立鼎1,2,凌四营1,马 勇1,王晓东1,2,娄志峰1(1.大连理工大学精密特种加工及微系统教育部重点实验室高精度齿轮研究组,辽宁大连116023;2.大连理工大学微纳米技术及系统辽宁省重点实验室,辽宁大连116023)摘要:研究了精密、超精密圆柱渐开线齿轮的加工方法。
分析比较了锥形砂轮磨齿、蝶形砂轮磨齿、大平面砂轮磨齿、蜗杆砂轮磨齿和成形砂轮磨齿的工作原理及当前国内外精密、超精密圆柱渐开线齿轮的加工现状。
探讨了ISO1328:1997标准中2级以上精度超精密齿轮的加工。
最后,指出大平面砂轮磨齿机Y7125有着结构简单、传动链刚度高、磨齿精度高等优点,具有较大的改装空间。
通过一系列的研究工作,有可能将其改装精化成磨削超精密圆柱渐开线齿轮的加工母机,实现2级到1级精度超精密齿轮的加工。
1级精度超精密齿轮的研制成功,可提高齿轮的传递基准,从而可提高齿轮制造的技术水平。
关 键 词:圆柱渐开线齿轮;超精密齿轮;磨齿原理;精密加工中图分类号:T H132.413 文献标识码:AP rocessing m ethods of precision and u ltra 2precision cylindrical involute gearWAN G Li 2ding 1,2,L IN G Si 2ying 1,MA Y ong 1,WAN G Xiao 2dong 1,2,LOU Zhi 2feng 1(1.Hi g h 2p recision Gear Research Grou p ,Key L aboratory f or Precision &N on 2t ra ditional and M ico S ystem M achining of the Ministry of Education ,Dalian University of Technology ,Dalian 116023,China;2.Key L aboratory f or M ico/N ano Technolog y an d S ystem of L i aoni n g Provi nce ,D ali an U ni versit y of Technolog y ,D ali an 116023,Chi na )Abstract :In order to enhance technological level of gear manufact uring comp rehensively ,t he p rocess 2ing met hods of precision and ult ra 2precision cylindrical involute gears were researched.The work prin 2ciples of several gear 2grindings and machining stat uses of ult ra 2p recision cylindrical involute gears were analyzed and compared.Then ,machining of ult ra 2p recision gear above quality 2(ISO1328:1997)was p robed.Finally ,t he gear grinder Y7125wit h big plan wheel provided wit h t he advantages of st reamline st ruct ure ,high rigidity of t ransmission chain ,high accuracy of gear 2grinding and much room to modify was pointed.Research result s show t hat t he grinder Y7125is probably to be a master grinder of ult ra 2p recision cylindrical involute gear to produce ult ra 2precision gear from quality 2to quality 1.The develop ment of ult ra 2precision wit h quality 1can enhance t he gear normal and techno 2logical level of gear manufact uring.K ey w ords :cylindrical involute gear ;ultra 2precision gear ;principle of gear 2grinding ;precision machining1 引 言 齿轮是机械零件中重要的基础件,尤其是圆柱渐开线齿轮在常规机械、地面交通、船舶、航空航天机械、兵器及精密机床与仪器等领域应用广泛,每年需求量达数亿件之多。
毕业设计(论文)外文资料翻译系别:机电信息系专业:机械设计制造及其自动化外文出处:Int J Adv Manuf Technol附件: 1. 原文; 2. 译文有英文原文,加我Q19856397552013年03月数控锥面砂轮磨齿机研磨椭圆齿轮的研究摘要根据椭圆齿轮啮合理论研究在计算机上磨削椭圆齿轮数值控制(CNC)的锥面砂轮磨齿机。
两种加工方法形成的机器结构和运动,即一个移动砂轮类型和固定砂轮类型。
椭圆齿轮磨削过程中的运动关系建立的数学模型。
由于椭圆齿轮的齿的彼此不同,其产生的长度也是不同的。
基于对生成和索引运动的分析,通用生成长度公式的每个齿被提出。
这两种类型的机器对每个齿的基本加工,计算使用一个实际的例子。
给定生成的动态模拟轨道。
研究结果表明,用数控锥面砂轮磨齿机磨削椭圆齿轮是可行的。
关键词椭圆齿轮齿轮磨床数控机床(CNC) 生成磨削1介绍椭圆齿轮被用来产生非均匀旋转[1]。
相反,和其他不规则的旋转机制,如联动和摄像头相比,椭圆齿轮的一些特性如准确的传输,体积小,便于动态平衡。
这些都可以提高运动学特征的机制和容易再现预定义的功能。
因此,椭圆齿轮已成功地用于自动机械,包装机械,快速回转的机制和仪器[1-3]。
由于节距曲线的椭圆齿轮是椭圆形的(正如其名称所说),它拥有和其他齿轮不同的齿形,即左侧的齿形和其它齿轮的左侧齿形不同。
根据齿廓的形成原理,椭圆齿轮的制造方法,可以分为生成方法和形成方法。
它也可以用齿轮铣齿,插齿,滚齿,或线切割(相对于加工方法)的方法制成。
上述方法大多用于粗加工或半精加工[1]。
堀内[2]提供用椭圆齿轮制造的轮盘赌法架刀。
张等人[3,4]已经调查开发出一种精确利用架刀和模型切椭圆齿轮插齿刀来加工椭圆齿轮的方法。
谭等人[5]提出了一个用简明的数学模型和计算机图形仿真来加工非圆齿轮的滚齿方法。
拜尔[6]使用的圆弧齿机架切割机产生的椭圆形齿轮齿廓曲线,其中有一个凹凸齿。
李等人[7]用一个插齿刀得到准确数字的方法来计算一个非圆齿轮的齿廓曲线。
第21卷第13期 系统 仿 真 学 报© V ol. 21 No. 132009年7月 Journal of System Simulation Jul., 2009·4171·Phoenix Ⅱ螺旋锥齿轮磨齿机加工仿真系统的研究王志永,曾 韬(中南大学机电工程学院,长沙 410075)摘 要:分析了螺旋锥齿轮磨齿加工的基本原理,以AutoCAD 为开发平台,利用AutoCAD 内嵌的VBA 编程语言,建立了基于尺寸驱动的齿坯和砂轮的实体模型,将Phoenix 二型数控螺旋锥齿轮磨齿机的各轴运动转化为砂轮和齿坯的相对位置调整,通过砂轮与齿坯之间的相减布尔运算模拟磨齿加工过程,通过仿真实例验证了仿真算法的正确性。
所开发的磨齿加工仿真系统,为精确生成齿轮的三维实体模型以及验证机床调整参数提供了解决方法。
通过将传统机械式机床的调整参数转化为基本机床调整参数,也可以利用该仿真系统生成齿轮的实体模型。
关键词:螺旋锥齿轮;磨齿机;加工仿真;系统中图分类号:TP391.9 文献标识码:A 文章编号:1004-731X (2009) 13-4171-03Research on Machining Simulation Systemof Phoenix Ⅱ CNC Spiral Bevel Gear Grinding MachineWANG Zhi-yong, ZENG Tao(College of Mechanical and Electrical Engineering, Central South University, Changsha 410075, China)Abstract: The general machining principle of spiral bevel gear grinding process was analyzed. Based on AutoCAD development platform and made use of VBA programming language embedded in AutoCAD, the dimension-driven solid model of the workpiece and grinding wheel was created. By transforming the motion of CNC axes of Phoenix grinding machine into the relative position adjustment between the workpiece and grinding wheel, the grinding process was simulated by subtraction Boolean operation. Comparing simulation result with practical machining workpieces validated the correctness of simulation algorithm. The machining simulation system provides a solution for generating precise 3D solid model and verifying machine settings. It also can generate the gear solid model by transforming the machine settings of traditional cradle-style machine into the basic machine settings.Key words: spiral bevel gear; grinding machine; machining simulation; system引 言螺旋锥齿轮是机械工业中传递相交轴或交错轴回转运动的基础元件,具有重迭系数大、承载能力高、运转平稳、噪音低等优点,广泛应用在各种高速重载的机械传动中,特别是航空、汽车、农业机械、工程机械、矿山机械等行业中。
第33卷 第12期 2011-12(下)【105】0 引言弧齿锥齿轮是螺旋锥齿轮的一种,其轮齿节线是圆弧的一部分。
在齿轮副的啮合过程中,轮齿由一端至另一端逐渐而平稳地进入啮合,同时啮合的齿数多,与直齿锥齿轮相比,弧齿锥齿轮具有重迭系数较大、齿面比压较低、传动平稳、冲击和噪音比较小、承载能力高和寿命长等优点。
因此弧齿锥齿轮在传递相交轴间的运动中得到相当广泛的应用,尤其是在汽车、飞机、机床、石油、化工、冶金、矿山机械等行业应用更为广泛。
由于齿形结构、加工方法和齿轮工作安装结构上的复杂性,对于传统的机械结构的机床,调整参数特别多,费时费力,且质量难以保证。
国内外现有的数控弧齿锥齿轮加工机床,大多采用五轴、六轴数控系统,成本高,编程、维护、维修复杂。
本文用三轴数控系统代替复杂的机械结构,而保留了简单的机械结构的调整,使机床结构简单、造价低廉、操作维护方便。
同时,又将铣齿与磨齿结合在一起,扩大了机床的功能,提高了工艺范围,降低了企业的购置成本。
1 弧齿锥齿轮加工原理展成法加工弧齿锥齿轮是基于一假想的齿轮与工件齿轮切齿啮合。
加工机床上的摇台机构模拟一个假想的齿轮,安装在摇台上的刀盘的切削面是假想齿轮的一个轮齿。
当被加工齿轮与假想齿轮以一定的传动比切齿啮合时,刀盘就会在工件毛坯上切出一个齿槽。
刀盘的切削面与被加工出的轮齿曲面是一对完全共轭的齿面。
这个假想的齿轮称为铲形轮,其齿面由机床摇台上的刀盘刀刃相对于机床摇台运动的轨迹表面所代替。
铲形轮可以是平面齿轮或者平顶齿轮[1],其加工过程对应了两种不同的加工方法。
1.1 平面齿轮图1所示为一对啮合的直齿锥齿轮,其中一个锥齿轮的半锥角δ2 /2=90°,节锥面为中心与锥顶重合的圆形平面,这种锥齿轮称为平面齿轮。
平面齿轮的背锥面为一圆柱面,其当量圆柱齿轮为一齿条,节圆半径r ′=∞,因而齿形为直线齿形。
由于平面齿轮的齿形是直线齿形,如果用它作为铲形齿轮,则所用刀具的刀刃也是直线形的,因而刀具制造容易,精度较高。

磨齿机技术论文磨齿机技术是制造业中非常重要的一项技术,它被广泛应用于齿轮加工和制造过程中。
随着工业的发展和进步,磨齿机技术的研究和应用越来越受到关注。
重要性:磨齿机技术能够生产高精度、高质量的齿轮,对于各种工业领域中的齿轮传动系统至关重要。
确保齿轮与其他机械部件之间的协调运转,提高整个机械系统的效率和可靠性。
磨齿机技术能够实现精细加工,满足不同行业对齿轮尺寸、几何形状和表面质量的要求。
它具有高精度、高效率的特点,能够提高生产效率和产品质量。
磨齿机技术还能够减少齿轮的噪音和振动,提高机械系统的运行平稳性,降低设备的故障率和维修成本。
本论文将深入探讨磨齿机技术的背景及其重要性,为相关领域的研究和应用提供理论基础和实践指导。
磨齿机是一种用来磨削齿轮的机械设备,它可以使齿轮的表面更加光滑,提高齿轮的质量和效率。
下面将详细解释磨齿机的工作原理。
能源和动力磨齿机通常需要通过电力供给来运作。
电力会驱动磨盘(也被称为磨石),使其旋转。
这种旋转运动创建了磨齿机的磨削能力。
工具和材料磨齿机主要使用两个主要工具:磨盘和工件夹具。
磨盘是一个环形的工具,其表面覆盖着磨粒。
当磨盘旋转时,磨粒与齿轮表面接触并磨削齿轮的表面。
工件夹具用于将齿轮固定在磨齿机上,确保其稳定性和准确性。
磨齿机所使用的材料主要是磨粒。
磨粒可以是不同种类的磨料,如金刚石或氧化铝。
这些磨料具有硬度和尖锐度,可以有效地磨削齿轮表面。
工作过程磨齿机的工作过程可以简述为以下几个步骤:将齿轮固定在工件夹具上,确保其稳定性。
打开磨齿机的电源,启动磨盘的旋转。
将磨盘缓慢地移动到齿轮表面,使磨粒与齿轮表面接触。
通过控制磨盘的移动和旋转速度,逐渐磨削齿轮的表面。
持续移动磨盘,直到齿轮的整个表面得到充分磨削。
关闭磨齿机的电源,停止磨盘的旋转。
取下磨削后的齿轮,进行质量检查和测试。
磨齿机的工作原理以及所需的能源、工具和材料使其成为一种有效的磨削齿轮的机械设备。
通过掌握磨齿机的工作原理,可以更好地理解齿轮制造技术的应用。
圆锥齿轮研究报告
圆锥齿轮是一种常见的传动装置,广泛应用于机械设备中。
本报告将对圆锥齿轮的结构、工作原理以及应用进行研究和分析。
首先,圆锥齿轮由一个锥面和齿面组成,齿轮的齿面与锥面相切。
圆锥齿轮的结构主要包括齿数、齿型和模数等。
齿数是指一个圆锥齿轮上齿的数量,通常用Z表示;齿型是指齿面曲
线的形状,常用的齿型有直齿和斜齿两种;模数是指齿轮的齿距与齿数之比,通常用m表示。
其次,圆锥齿轮的工作原理是通过齿轮之间的啮合来实现传动的。
当圆锥齿轮旋转时,齿轮的齿槽与齿面相互啮合,从而实现转速和力的传递。
圆锥齿轮常用于变速器中,可以通过改变啮合齿轮的齿数和模数来实现不同的变速比。
最后,圆锥齿轮广泛应用于机械设备中。
由于其结构简单、传动效率高、运行平稳可靠等优点,圆锥齿轮被广泛应用于汽车、飞机、船舶、工程机械等领域。
例如,汽车的差速器采用了圆锥齿轮来实现两个轮胎的差速控制。
在工程机械中,圆锥齿轮常被用于旋转机构的传动。
总结起来,圆锥齿轮是一种常见的传动装置,具有结构简单、工作原理清晰和广泛应用等特点。
通过对圆锥齿轮的研究和分析,我们可以更好地理解和应用它在机械设备中的作用。
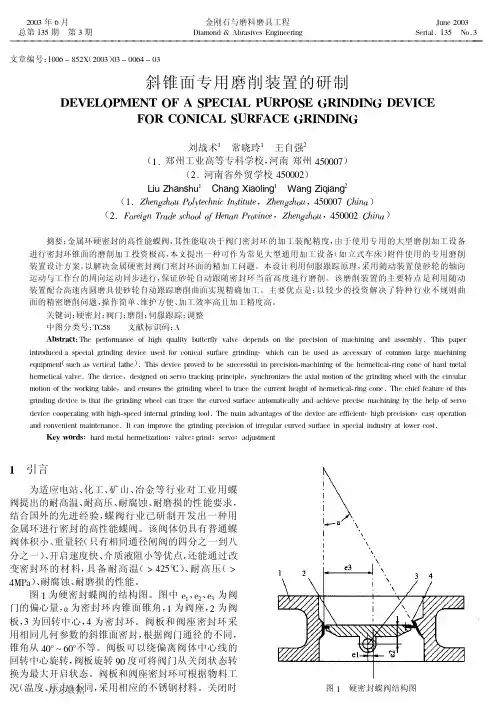
齿轮修形原理及方法研究摘要:本文从齿轮修形的原理入手,分析了齿轮修形的原因和齿轮修形对齿轮啮合的影响,同时介绍了几种常见的齿轮修形方法,并对齿轮修形的进展进行了浅述。
根据实例及几何关系提出了齿轮修形量和修形高度的计算公式。
关键词:齿轮;修缘;齿向修形;齿廓修形;修缘量一、概述在我国机械行业中,齿轮传动是使用最广泛的传动形式,它具有速比恒定、承载能力高和传动效率高的优点,但由于不可避免的制造、安装误差的影响(以齿轮基节误差的影响等尤为突出),以及齿轮受力时的变形使齿轮基节产生变化(从动轮基节增大,主动轮基节减小),以至在齿轮传动中产生顶刃啮合现象,可对齿轮进行齿高方向修形,这就是齿轮修缘。
齿轮修缘是提高齿轮传动质量的重要措施之一,尤其对高速齿轮及高速重载齿轮传动更为重要。
二、修形原理1、齿廓修形原理在一对齿的啮合过程中,由于参与啮合的轮齿对数变化引起了啮合刚度变化,在极短的时间内,啮合刚度急剧变化将引起严重的激振,为使啮合刚度变化比较和缓,为减小由于基节误差和受载变形所引起的啮入和啮出冲击,或为了改善齿面润滑状态防止胶合发生,而把原来的渐开线齿廓在齿顶或接近齿根圆角的部位修去一部分,使该处的齿廓不再是渐开线形状,这种措施或方法就是所谓的齿廓修正(齿廓修形)。
2、齿向修形原理齿轮轴或齿轮轮体受载后会发生弯曲及扭转弹性变形,此外,制造中的齿向误差、箱体轴承座孔的误差和受载后的变形所引起轴线不平行,以及高速齿轮因为离心力引起的变形和温差引起的热变形等,他们都会使齿面负荷沿齿宽方向发生变化,情况严重时造成载荷局部集中,引起高负荷区的齿面破坏或折断。
高速重载齿轮运转时温度较高,热弹变形更使负荷沿齿宽的分布复杂化,特别是小齿轮因转速高,温度高,热变形更为显著,其影响也更大,亦应注意,齿向修形也包括鼓形修形和齿端修形,其目的是相同的。
三、几种齿廓修形工艺方法及修形技术进展1、利用修形滚刀滚齿实现齿廓修形这种方法最为简便,无需调整计算。
500毫米锥形砂轮磨齿机砂轮修整结构设计摘要锥形砂轮磨齿机砂轮修整机构是对机床上磨损的砂轮进行修整的机构。
锥形砂轮磨齿机是用锥形砂轮的侧面形成假象的齿条一个齿侧来磨削齿轮的。
磨削过程是点接触,砂轮易磨损,磨削效率低,加工精度达到5-6级。
由于砂轮易磨损,这严重影响到机床的加工精度,所以砂轮在磨损后要进行修整。
这就需要砂轮修整机构。
砂轮修整机构安装在机床的滑座上,通过燕尾槽导轨与滑座相连,并且能在滑座移动,以实现砂轮直径变小后对砂轮的修整。
砂轮修整机构是靠金刚笔修砂轮的。
砂轮修整机构的主要传动路线是这样的。
当转动蜗杆手柄时,蜗轮随蜗杆转动,和蜗轮同在轴Ⅰ上的齿轮也随之转动,这个齿轮又带动分别安装在轴Ⅱ轴Ⅲ两个同样大小的齿轮转动,轴Ⅱ上另一个齿轮带动齿条上下移动,安装在齿条上的金刚笔走一条直线,由于砂轮的转动,金刚笔就修出了一个面。
同理,轴Ⅲ上的齿轮带动齿条作与另一齿条方向相反的直线运动,金刚笔移动也就修出了另一个面。
在这部分中,我对各个零部件形状和尺寸进行了设计,并对一些主要零部件进行了校核。
其中包括:蜗杆传动的设计与校核、齿轮传动的设计与校核、轴的设计与校核等。
关键字:磨齿机,金刚笔,蜗杆,齿轮,加工精度。
THE WHEEL DRESSING BODY DESIGN OF THE 500 MILLIMETERS TAPERED-WHEEL GEAR GRINDINGMACHINE TOOLABSTRACTThe wheel dressing body of the tapered gear grinding machine is an organ that dresses the worn wheel of the machine. The tapered wheel grinding machine uses a side of an imaginary rack to grinding gears, which is formed by the side of the tapered wheel. Since the grinding process is point contact,the grinding wheel wears easily , and the grinding efficiency is low. The grinding accuracy requires reaching 5 to 6 degrees. The wheel wear seriously affects the processing precision of the machine, so the wheel need to be dressed after worn, and this requires the wheel dressing body.The wheel dressing body is installed on the slide carriage of the machine tool, connected with it through the swallow tail, and it can move on the wheel dressing body to dress the wheel after its diameter diminishes. The wheel dressing body works with a diamond pen,and its primary transmission route is as follows. When the worm handle is being turned, the worm wheel turns with the worm. And the gear together with the worm wheel on the shaft Ⅰwill it. Then this gear drives two gears that have the same size installed individually on the shaft Ⅱand the shaft Ⅲ, and another gear on the shaftⅡdrives the rack to move up and down. As the diamond pen installed on the rack goes a straight line, with the rotation of the grinding wheel, the diamond pen dresses a surface. Similarly,the gear on the shaft Ⅲdrives the rack goes a straight line, whose direction is opposite to the other rack's, and then the diamond pen dresses the other surface.In this section, the shape and the size of the components were designed, and the primary parts were checked, including the worm organ, the gear system andthe shafts.KEY WORDS:gear grinding machine, diamond pen,worm,gear,processing precision目录前言 (1)第1章 Y7150型锥形砂轮磨齿机概述 (2)§1.1机床的用途和使用范围 (2)§1.2 机床的主要规格 (2)§1.3 机床的简要说明 (3)§1.3.1机床介绍 (3)§1.3.2机床的工作原理 (3)§1.3.3传动系统说明 (5)§1.3.4机床主要结构和主要组成部件的说明 (5)第2章砂轮修整机构的设计 (7)§2.1 蜗轮、蜗杆设计 (8)§2.1.1蜗杆传动的主要失效形式 (8)§2.1.2蜗杆蜗轮的材料选择 (9)§2.1.3普通圆柱蜗杆传动的强度计算 (9)§2.1.4蜗杆传动的效率 (10)§2.1.5蜗杆蜗轮的结构 (10)§2.2 砂轮修整机构的进给设计 (14)§2.2.1齿轮传动设计 (14)§2.2.2 轴的设计与校核 (21)第3章砂轮修整机构的功用及操作说明 (24)§3.1砂轮修整机构的功用 (24)§3.2砂轮修整机构的操作说明 (25)结论 (26)参考文献 (27)致谢 (28)前言毕业设计为学生提供了自主学习、自主选择、自主完成的机会。
磨齿机的工作原理及应用领域分析磨齿机是一种常见的机械设备,用于加工和修整齿轮和齿条。
它通过削去工件表面的材料,以达到改善齿轮和齿条的质量和精度的目的。
磨齿机广泛应用于许多领域,包括汽车制造、航空航天、机械工程等。
磨齿机的工作原理可以简单描述为:在机床上进行工作的齿轮工件与砂轮之间形成磨削运动,通过摩擦和研磨作用,将工件表面的材料去除,从而形成所需形状和精度的齿轮。
磨削过程中,工件和砂轮保持一定的相对运动,通常砂轮以高速旋转,工件则被固定在磨齿机的工作台上。
磨削运动的速度和方向由磨齿机的控制系统控制,以保证加工的精度和质量。
在齿轮加工领域,磨齿机起着至关重要的作用。
它能够加工各种形状和大小的齿轮,包括直齿轮、斜齿轮、渐开线齿轮等。
与其他加工方法相比,如铣削和切削等,磨齿机具有许多独特的优势。
首先,磨齿机可以实现高精度的齿轮加工。
由于砂轮与工件间的相对运动较小,磨齿机可以达到较高的加工精度和表面质量。
这使得磨齿机非常适合要求高精度齿轮的领域,如航空航天和精密机械制造。
其次,磨齿机能够处理更硬的材料。
与切削方法不同,磨齿机通过研磨的方式去除材料,而不是切割。
因此,磨齿机可以用于加工硬度更高的齿轮材料,如硬质合金和淬火齿轮。
这在汽车制造和机械工程领域中非常重要,因为这些行业对耐磨性和耐用性要求较高。
此外,磨齿机还可以加工更大和更重的齿轮。
由于工件是固定在机床上,而砂轮是高速旋转的,磨齿机可以处理较大尺寸的工件,比如船舶和风力发电机的齿轮。
这使得磨齿机在这些领域中具有重要的地位。
在实际应用中,磨齿机广泛应用于各个制造行业。
首先,汽车制造是磨齿机的主要应用领域之一。
磨齿机能够高效地加工各种汽车齿轮,包括传动齿轮、差速器齿轮和驱动轴齿轮等。
这些齿轮对汽车性能和驾驶体验至关重要,因此需要高精度和高质量的加工。
其次,航空航天是另一个磨齿机的重要应用领域。
在航空发动机和飞机的传动系统中,需要通过磨齿机加工出具有极高精度和可靠性的齿轮。
数控锥面砂轮磨齿机磨削锥形齿轮原理贺敬良,吴序堂(西安交通大学,陕西西安 710049) 摘 要:在分析得到了锥面砂轮包络运动所形成的产形齿条基础上,对渐开线锥形齿轮与产形齿条之间的空间几何关系进行了研究。
通过推导齿条、齿轮及机床调整参数关系的计算公式,提出了适合数控锥面砂轮磨齿机磨削锥形齿轮的原理和加工方法。
理论和试验结果表明,利用数控锥面砂轮磨齿机可以实现渐开线锥形齿轮的正确磨削。
关键词:渐开线锥形齿轮;数控磨齿机;锥面砂轮;磨削中图分类号:TG 61 文献标识码:A 文章编号:1001-196X (2003)03-0015-04The grinding principle of conical involute gears onNC conical wheel gear grinding machineHE Jing 2liang ,W U Xu 2tang(X i ’an Jiaotong University ,X i ’an 710049,China )Abstract :The greatest possibility of the conical inv olute gear is in place of bevel gears.The key point ,however ,is to develop finishing process of conical inv olute gears which have a com paratively large cone angle and helix angle.In the study ,based on the analysis of generating the gear by generating rack ,first the grinding principle of conical in 2v olute gears is NC conical wheel gear grinding machine is studied.Second ,the calculation formulas for machine tool adjustment parameters are deducted and a set of grinding method suitable for conical inv olve gears is presented.Final 2ly ,grinding test and tooth bearing tests are per formed.Measurement of the tooth sur face verifies that in g ood agree 2ment with the theoretical ones.This fact proves that this processing method has the applicability.K ey w ords :conical inv olve gears ;NC gear grinding machine ;conical grinding wheel ;grinding.收稿日期:2003-02-10作者简介:贺敬良(1963- ),男,西安交通大学机械工程学院博士研究生。