车刀基本知识
- 格式:ppt
- 大小:2.27 MB
- 文档页数:29
车刀基本知识车刀是用于车削加工的、具有一个切削部分的刀具。
以下是由店铺整理关于车刀基本知识的内容,提供给大家参考和了解,希望大家喜欢!1、车刀基本知识——车刀的组成车刀由刀头和刀体两部分组成。
刀头用于切削,刀体用于安装。
刀头一般由三面,两刃、一尖组成。
前刀面是切屑流经过的表面。
主后刀面是与工件切削表面相对的表面。
副后刀面是与工件已加工表面相对的表面。
主切削刃是前刀面与主后刀面的交线,担负主要的切削工作。
副切削刃是前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
刀尖是主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2、车刀基本知识——车刀的结构形式最常用的车刀结构形式有以下两种:(1)整体车刀刀头的切削部分是靠刃磨得到的,整体车刀的材料多用高速钢制成,一般用于低速切削。
(2)焊接车刀将硬质合金刀片焊在刀头部位,不同种类的车刀可使用不同形状的刀片。
焊接的硬质合金车刀,可用于高速切削。
3、车刀基本知识——车刀的主要角度及其作用车刀的主要角度有前角(γ0)、后角(α0)、主偏角(Kr)、副偏角(Kr’)和刃倾角(λs)。
为了确定车刀的角度,要建立三个坐标平面:切削平面、基面和主剖面。
对车削而言,如果不考虑车刀安装和切削运动的影响,切削平面可以认为是铅垂面;基面是水平面;当主切削刃水平时,垂直于主切削刃所作的剖面为主剖面。
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。
其作用是使刀刃锋利,便于切削。
但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。
其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。
车工基本知识一.车削的基本概念:1.切削运动:在切削加工中,为了切去多余的金属,必须使工件和刀具做相对的切削运动。
按照在切削过程中的作用,切削运动分主运动和进给运动。
⑴.主运动:切除工件上的切削层,使之转变为切屑,以形成工件新表面的运动。
⑵.进给运动:使新的切削层不断投入切削的运动。
车削时,工件的旋转是主运动。
通常,主运动的速度较高,消耗的切削功率较大。
车刀沿着所要形成的工件表面的纵向或横向移动是进给运动也叫走刀运动。
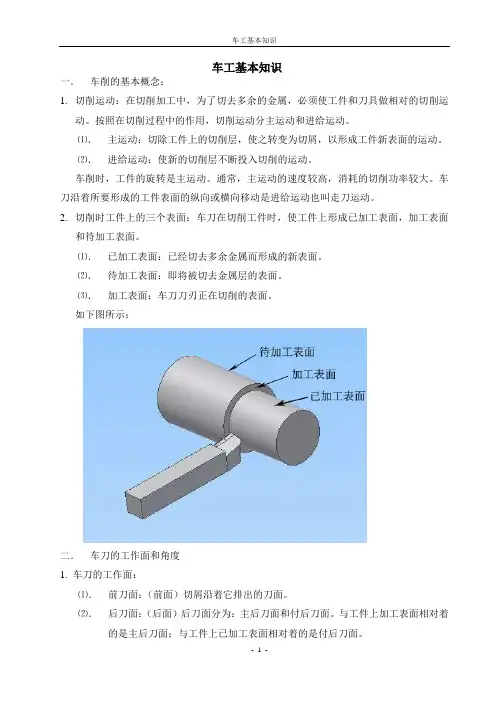
2.切削时工件上的三个表面:车刀在切削工件时,使工件上形成已加工表面,加工表面和待加工表面。
⑴.已加工表面:已经切去多余金属而形成的新表面。
⑵.待加工表面:即将被切去金属层的表面。
⑶.加工表面:车刀刀刃正在切削的表面。
如下图所示:二.车刀的工作面和角度1. 车刀的工作面:⑴.前刀面:(前面)切屑沿着它排出的刀面。
⑵.后刀面:(后面)后刀面分为:主后刀面和付后刀面。
与工件上加工表面相对着的是主后刀面;与工件上已加工表面相对着的是付后刀面。
⑶.主刀刃:(主切削刃)前刀面和主后刀面的相交部位,它担负主要的切削工作。
⑷.付刀刃:(付切削刃)前刀面和付后刀面的相交部位,它配合主刀刃完成切削工作。
⑸.刀尖:主刀刃和付刀刃的交点。
为了提高刀尖强度和延长刀具寿命,很多刀具都在刀尖处磨出圆弧型或直线型过渡刃。
圆弧型过渡刃也称为刀尖圆弧。
一般硬质合金车刀的刀尖圆弧半径为r =0.5-1mm⑹.修光刃:付刀刃近刀尖处一小段平直的刀刃。
如下图:任何车刀都由上述组成部分,但数量不完全相同。
如:典型的外圆车刀有3个刀面,2条刀刃和1个刀尖。
而割刀(切断刀)就有4个刀面(2个付后刀面)3条刀刃和2个刀尖。
此外刀刃可以是直线的,也可以是曲线的。
如车成型面的成型车刀的刀刃就是曲线。
2.车刀的辅助平面为了确定和测量车刀的角度,需要假设以下3个辅助平面作为基准:⑴.切削平面(P): 通过刀刃上某一选定点,切于工件加工表面的平面,即为该点的切削平面。
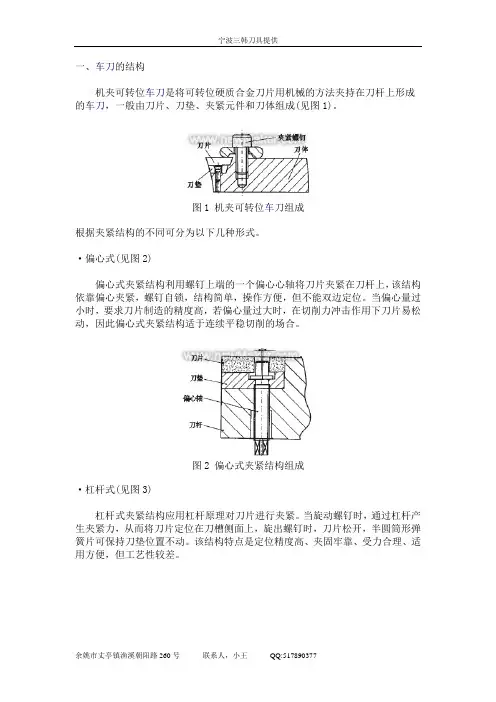
一、车刀的结构机夹可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀体组成(见图1)。
图1 机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
·偏心式(见图2)偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
图2 偏心式夹紧结构组成·杠杆式(见图3)杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。
当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。
该结构特点是定位精度高、夹固牢靠、受力合理、适用方便,但工艺性较差。
图3 杠杆式夹紧结构组成·楔块式(见图4)刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。
该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
图4 楔块式夹紧结构不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。
②刀片周边尺寸定位需满足三点定位原理。
③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。
夹紧力的作用原理如表1所示。
表1可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形和圆形等,是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一切削刃,即可进行切削,当所有切削刃都磨损后再取下,换上新的同类型的刀片。

一、车刀的结构机夹可转位车刀就是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件锪刀体组成(见图1)。
图1 机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
·偏心式(见图2)偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。
当偏心量过小时,要求刀片制造的精度高,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
图2 偏心式夹紧结构组成·杠杆式(见图3)杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。
当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。
该结构特点就是定位精度高、夹固牢靠、受力合理、适用方便,但工艺性较差。
图3 杠杆式夹紧结构组成·楔块式(见图4)刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。
该结构的特点就是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
图4 楔块式夹紧结构不论采用何种夹紧方式,刀片在夹紧时必须满足以下条件:①刀片装夹定位要符合切削力的定位夹紧原理,即切削力的合力必须作用在刀片支承面周界内。
②刀片周边尺寸定位需满足三点定位原理。
③切削力与装夹力的合力在定位基面(刀片与刀体)上所产生的摩擦力必须大于切削振动等引起的使刀片脱离定位基面的交变力。
夹紧力的作用原理如表1所示。
表1ISO符号(车刀) C P M S说明顶面夹紧圆柱孔夹紧顶面与圆柱孔夹紧沉孔夹紧可转位车刀片的形状有三角形、正方形、棱形、五边形、六边形与圆形等,就是由硬质合金厂压模成形,使刀片具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一切削刃,即可进行切削,当所有切削刃都磨损后再取下,换上新的同类型的刀片。
车工刃磨操作口诀:车刀的刃磨是切削加工中一项具有较高技术含量的基本操作,操作者需要熟悉相关理论知识和刃磨原理,熟练掌握刃磨方法及操作技巧。
为便于初学者尽快熟悉和记忆车刀刃磨的概念、方法与技巧,笔者特将相关内容编写为以下口诀:(1)常用车刀种类和材料,砂轮的选用常用车刀五大类,切削用途各不同,外圆内孔和螺纹,切断成形也常用;车刀刃形分三种,直线曲线加复合;车刀材料种类多,常用碳钢氧化铝,硬质合金碳化硅,根据材料选砂轮;砂轮颗粒分粒度,粗细不同勿乱用;粗砂轮磨粗车刀,精车刀选细砂轮。
(2)车刀刃磨操作技巧与注意事项刃磨开机先检查,设备安全最重要;砂轮转速稳定后,双手握刀立轮侧;两肘夹紧腰部处,刃磨平稳防抖动;车刀高低须控制,砂轮水平中心处;刀压砂轮力适中,反力太大易打滑;手持车刀均匀移,温高烫手则暂离;刀离砂轮应小心,保护刀尖先抬起;高速钢刀可水冷,防止退火保硬度;硬质合金勿水淬,骤冷易使刀具裂;先停磨削后停机,人离机房断电源。
(3)JIZ、K(Z、’(Z等外圆车刀刃磨步骤粗磨先磨主后面,杆尾向左偏主偏;刀头上翘
车工工艺的基础知识
车工工艺是金属加工领域中常见且重要的一种加工方式,通过车床等设备来对
工件进行切削加工,以达到一定形状、尺寸和表面粗糙度要求。
下面将介绍车工工艺的基础知识。
1. 车工原理
车工是利用车刀在旋转工件上切削形成所需形状的一种加工方法。
车刀在工件
上的移动由车床主轴和横移设备控制。
车刀相对于工件的移动方式包括纵向进刀和横向进给。
2. 车刀类型
常见的车刀类型有外圆刀、内孔刀、切槽刀等。
外圆刀用于车削外表面,内孔
刀用于车削内孔,切槽刀用于切槽等特定形状的加工。
3. 车床种类
根据加工方式和工件形状的不同,车床可分为平面车床、立式车床、数控车床等。
数控车床通过数控系统实现自动化加工,提高了生产效率和加工精度。
4. 车削工艺步骤
车削一般包括确定加工工艺、装夹工件、选择车刀、确定切削参数、进行粗车、半精车、精车等步骤。
操作人员需根据工件的要求和加工精度逐步进行车削加工。
5. 车削质量检验
车削完成后需要进行质量检验,包括尺寸检验、表面质量检验、形状偏差检验等。
通过检验结果判断加工是否符合要求,保证产品质量。
结语
车工工艺作为金属加工的重要方法,广泛应用于机械制造、航空航天等领域。
掌握车工工艺的基础知识对于提高加工效率、保证产品质量具有重要意义。
希望通过本文的介绍,能够帮助读者更深入了解车工工艺的基本概念和流程。
普通外圆车刀的组成
普通外圆车刀是一种工具,用来铣平、开槽、切割圆柱面工件。
它包括基本部件、主轴、车刀杆和调整装置。
1、基本部件:主要由机床床身、车刀架、支撑轮、前轮及其调整装置、后轮及其调整装置和安全保护装置组成。
2、主轴:用于安装车刀杆,必须保证主轴的准确性和回转中心的稳定性。
3、车刀杆:由两把夹头和若干个车刀片组成,夹头上有固定车刀片的方法,决定了车刀片的刃口尺寸及夹头轴心与机床主轴轴心的连接形式,以及夹头间距等。
4、调整装置:用于调整车刀杆的高度,放置了三个调整轮,以及切削力大小安装在机床上,调整方式可以由升降法、旋转法和管道螺栓调整三种。
普通外圆车刀的正常使用要求机床床身的工作稳定、主轴的准确性高,车刀杆的夹头位置正确,调整装置的调整轮存在一定的分度,能够满足夹头与主轴间的距离及车刀片刃口之间维持一定的距离。
车削加工车刀知识点总结一、车刀的分类根据不同的加工方式和加工目的,车刀可以分为不同的类型。
常见的车刀分类包括外圆车刀、内孔车刀、切槽车刀、车削刀具、车刀夹具等。
外圆车刀主要用于车削外圆形零件,内孔车刀用于车削内孔,切槽车刀则用于切割槽道。
而车削刀具则是一种通用的车刀,可以适用于各种不同形状的零件。
车刀夹具则是用于夹持车刀的工具,可以根据不同的需求选择合适的车刀夹具,以保证车刀的稳定性和精度。
二、车刀的结构车刀的结构包括刀片、刀柄和接口。
刀片是车刀的主要部件,它直接与工件接触并进行切削加工。
刀片的形状和刀尖的角度会直接影响加工表面的粗糙度和精度。
刀柄则用于连接刀片和机床,其材料和结构会影响车刀的刚性和稳定性。
接口则是连接刀柄和机床的部件,其稳定性和精度直接影响了车刀的加工质量和效率。
三、车刀的材料车刀的刀片材料通常有高速钢、硬质合金、陶瓷和CBN等。
高速钢刀片具有良好的强度和韧性,适用于一般的车削加工。
硬质合金刀片则具有良好的耐磨性和切削性能,适用于高速切削和加工硬质工件。
陶瓷刀片具有优良的抗热性和耐磨性,适用于高速切削和精密加工。
CBN刀片则具有良好的硬度和耐磨性,适用于加工高硬度材料和高速切削。
四、车刀的选择选择合适的车刀需要考虑加工材料、加工方式、加工精度和加工表面要求等因素。
对于一般的车削加工,高速钢刀片是一个经济实用的选择。
对于高硬度和难加工材料,如高锰钢、硬质合金等,可以选择硬质合金或CBN刀片。
对于需要高精度和光洁度的零件,可以选择陶瓷刀片。
此外,还需要考虑刀片的刀尖角度、刀片的刃尖半径、刀片的切削角度、刀片的刃尖后角等参数,以确保选择合适的车刀进行加工。
五、车刀的维护车刀的维护对于保证加工质量和延长车刀使用寿命非常重要。
车刀的维护包括定期清洁、定期磨削和定期更换。
定期清洁可以去除刀片表面的切屑和油污,保持刀片的切削性能。
定期磨削可以修复刀片的切削刃,恢复刀片的切削性能。
定期更换可以根据车刀的使用寿命和磨损程度,及时更换老化和损坏的刀片,以保证加工质量和安全生产。