A—A
α0
2.后角及形状的选择 (1)后角的选择
①、后角的作用 : A、减小刀具后刀面与加工表面的摩擦; B、当前角固定时,后角的增大与减小能增大和减小刀刃的锋利程 度,改变刀刃的散热,从而影响刀具的耐用度。
后角的选择主要根据以下原则: (1)加工硬度高、机械强度大及脆性材料时,应选较小的后角。加工硬度
γ0
前角和前刀面形状的选择
(1) 前角的选择: 在选择刀具前角时首先应保证刀刃锋利,同时也要兼顾刀刃的强度 与耐用度。 刀具前角的合理选择,主要由刀具材料和工件材料的种类与性质决 定。
前角的选择主要遵循以下原则: (1)加工塑性材料时,前角应取较大值;加工脆性材料时,应选用较小的前角。 (2)工件材料的强度、硬度较低时,选用较大的前角;反之,选用较小的前角。 (3)刀具材料坚韧性好时,前角应选大些(如高速钢车刀);刀具材料
进给方向
Kr
Kr’
K向
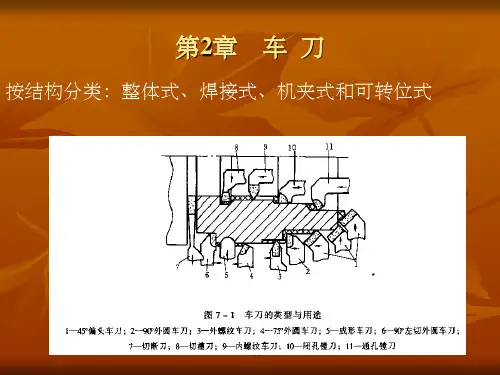
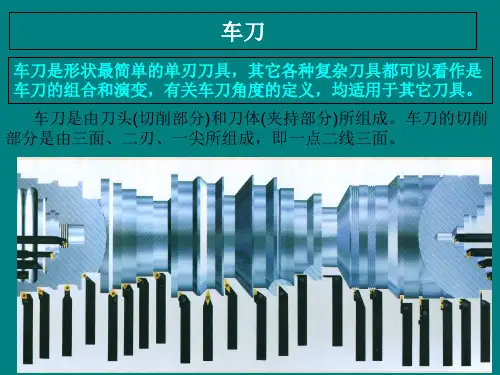
车刀的主要几何角度
5)刃倾角(λS ) 在切削平面内测 量的主切削刃与基面间的夹角。当主切
削刃呈水平时, λS =0°;刀尖为主切刃 上最高点时, λS >0°;刀尖为主切削 刃上最低点时, λS <0°。刃倾角一般 在-10°~5°之间选取。
K向
λS
基面
刀尖为主切刃上最高点,所以λS >0°
(c)修光刃
1、工件材料强度或硬度较高时,为加强切削刃,一般采用较小后角。
2、对于塑性较大材料,已加工表面易产生加工硬化时,后刀面摩擦 对刀具磨损和加工表面质量影响较大时,一般取较大后角。
3、工艺系统刚性较好时(工件长径比< 6),主偏角κr可以取小值。 4、当车阶梯轴时,κr =90o;同一把刀具加工外圆、端面和倒角时,