《车刀基础知识》
- 格式:ppt
- 大小:13.54 MB
- 文档页数:95

《车削刀具基础知识概述》一、引言车削刀具作为机械加工领域中的重要工具,在制造业中发挥着至关重要的作用。
从传统的手工车削到现代的数控加工,车削刀具不断发展和创新,为提高生产效率和加工质量提供了有力支持。
本文将对车削刀具的基础知识进行全面综合的概述,包括基本概念、核心理论、发展历程、重要实践以及未来趋势。
二、基本概念1. 车削刀具的定义车削刀具是用于车削加工的切削工具,通过与工件的相对运动,切除工件上多余的材料,以获得所需的形状、尺寸和表面质量。
2. 车削刀具的组成车削刀具主要由刀杆和刀片组成。
刀杆用于安装刀片并传递切削力,刀片则是直接进行切削的部分。
刀片通常由硬质合金、陶瓷等材料制成,具有高硬度、高耐磨性和高耐热性。
3. 车削刀具的分类(1)按刀具结构分类:可分为整体式刀具、焊接式刀具和机械夹固式刀具。
整体式刀具的刀杆和刀片是一体的,结构简单,但制造难度大;焊接式刀具是将刀片焊接在刀杆上,制造相对容易,但焊接质量对刀具性能影响较大;机械夹固式刀具是通过机械方式将刀片固定在刀杆上,可更换刀片,提高了刀具的使用寿命和加工效率。
(2)按切削刃形状分类:可分为外圆车刀、内孔车刀、螺纹车刀、切断刀等。
不同形状的切削刃适用于不同的加工任务。
三、核心理论1. 切削原理车削刀具的切削过程是一个复杂的物理过程,涉及到力学、热学、摩擦学等多个学科领域。
切削原理主要包括切削力、切削热、切削温度、刀具磨损等方面的研究。
(1)切削力:切削力是车削刀具在切削过程中所受到的力,包括主切削力、进给抗力和背向力。
切削力的大小与切削用量、刀具几何参数、工件材料等因素有关。
(2)切削热:切削热是由于切削过程中的摩擦和变形而产生的热量。
切削热会使刀具温度升高,降低刀具的硬度和耐磨性,影响刀具的使用寿命。
因此,在车削加工中,需要采取有效的冷却措施,降低切削温度。
(3)切削温度:切削温度是指切削区的温度,它是切削热和散热条件共同作用的结果。
车刀的基础知识(总4页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--车刀的基础知识1.认识常用刀具(1)常用车刀的种类和用途1)90°车刀(偏刀)用来车削工件的外圆、阶台和端面。
2)45°车刀(弯头车刀)用来车削工件的外圆、端面和倒角。
3)切断刀用来切断工件或在工件上切出沟槽。
4)车孔刀用来车削工件的内孔。
5)成形刀用来车削工件阶台处的圆角和圆槽或车削成形面工件。
6)车螺纹刀用来车削螺纹。
7)硬质合金可转位车刀(2)车刀的主要组成部分车刀是由刀头(或刀片)和刀杆两部分组成。
刀杆用于把车刀装夹在刀架上;刀头部分担负切削工作,所以又称切削部分。
车刀的刀头由以下几部分组成:1)前刀面刀具上切屑流过的表面。
2)主后刀面同工件上加工表面互相作用和相对着的刀面3)副后刀面同工件上已加工表面互相作用和相对着的刀面。
4)主切削刃前刀面和后刀面的相交部位。
它担负着主要的切削工作。
5)副切削刃前刀面和副后刀面的相交部位。
它配合主功削刃完成切削工作。
6)刀尖主切削刃和副切削刃的连结部位。
为了提高刀尖的强度和使车刀耐用,很多刀在刀尖处磨出圆弧型或直线型过渡刃。
(3)车刀的常用材料车刀切削部分在车削过程中承受着很大的切削力和冲击力,并且在很高的切削温度下工作,连续地经受着强烈的摩檫,所以车刀切削部分的材料必须具备硬度高、耐磨、耐高温、强度好和坚韧等性能。
目前常用的车刀材料有高速工具钢和硬质合金两大类。
1)高速工具钢高速工具钢是一种含有高成分钨和铬、钒的合金钢。
高速工具钢刀具制造简单,刃磨方便,容易磨得锋利,而且韧性较好,能承受较大的冲击力,因此常用于加工一些冲击力较大、形状不规则的工件。
高速工具钢也常作为精加工车刀(如宽刃大进给的车刀、梯形螺纹精车刀等)以及成型车刀的材料。
但高速工具钢的耐热性较差,因此不能用于高速切削。
常用的高速工具钢牌号是W18Cr4V(每个化学元素后面的数字,系指材料中含该元素的平均百分数)。

刀具基础知识第一节刀具的种类刀具种类大概有车铣刨磨钻镗等床子上用到的刀具,其中经常涉及到的刀具有,车刀、铣刀等。
由于工作范围等因素,下面主要介绍一下车刀。
一、车刀种类:外圆车刀(90度)、端面车刀(45度)、切断刀、内孔车刀、圆头刀、螺纹刀等。
二、车刀用途1、外圆车刀(又称偏刀)用于车削工件的外圆、台阶和端面。
2、端面车刀(又称弯头车刀)用于车削工件的外圆、端面和倒角。
3、切断刀用于切断或在工件上开槽。
4、内孔车刀用于车削工件的内孔。
5、圆头刀用于车削工件的圆弧面或成型面。
6、螺纹车刀用于车削螺纹。
三、车刀几何角度与切削性能关系(用于工人的磨刀,理论基础)车刀切削部分有六个独立的基本角度:前角、主后角、副后角、主偏角、副偏角、刃倾角。
两个派生角度:楔角、刀尖角。
一)辅助平面为了确定和测量车刀角度,需要假象三个辅助平面1、切削平面通过切削刃上某一选定点与工件上过渡表面相切的平面。
2、基面通过切削刃上某一选定点,并与该点切削速度方向相垂直的平面。
3、截面主截面副截面二)车刀角度1、前角前刀面和基面间的夹角。
前角增大,能使刃口锋利,减小切削变形,切削省力,排屑顺利;前角减小,可增加刀头强度、改善刀头散热条件。
2、后角后刀面和切削平面间的夹角。
后角主要作用是减少车刀后刀面与工件的摩擦。
3、主偏角主切削刃在基面上的投影与进给方向间的夹角。
主要作用是改变主切削刃和刀头的受力和散热情况。
4、副偏角副偏角为副切削刃在基面上的投影与进给方向间的夹角。
主要作用是减少副切削刃和工件已加工表面的摩擦。
5、刃倾角主切削刃与基面间的夹角。
主要作用是控制排屑方向,并影响刀头强度。
当刀尖位于主切削刃上的最高点时,刃倾角为正值,切屑排向工件的待加工表面,切屑不易拉伤已加工表面;当刀尖位于主切削刃上的最低点时,刃倾角为负值,切屑排向已加工表面,易拉伤已加工表面,但刀尖强度好;当主切削刃与基面平行时,刃倾角为零度,切屑向垂直于主切削刃的方向排除。
车削加工车刀知识点总结一、车刀的分类根据不同的加工方式和加工目的,车刀可以分为不同的类型。
常见的车刀分类包括外圆车刀、内孔车刀、切槽车刀、车削刀具、车刀夹具等。
外圆车刀主要用于车削外圆形零件,内孔车刀用于车削内孔,切槽车刀则用于切割槽道。
而车削刀具则是一种通用的车刀,可以适用于各种不同形状的零件。
车刀夹具则是用于夹持车刀的工具,可以根据不同的需求选择合适的车刀夹具,以保证车刀的稳定性和精度。
二、车刀的结构车刀的结构包括刀片、刀柄和接口。
刀片是车刀的主要部件,它直接与工件接触并进行切削加工。
刀片的形状和刀尖的角度会直接影响加工表面的粗糙度和精度。
刀柄则用于连接刀片和机床,其材料和结构会影响车刀的刚性和稳定性。
接口则是连接刀柄和机床的部件,其稳定性和精度直接影响了车刀的加工质量和效率。
三、车刀的材料车刀的刀片材料通常有高速钢、硬质合金、陶瓷和CBN等。
高速钢刀片具有良好的强度和韧性,适用于一般的车削加工。
硬质合金刀片则具有良好的耐磨性和切削性能,适用于高速切削和加工硬质工件。
陶瓷刀片具有优良的抗热性和耐磨性,适用于高速切削和精密加工。
CBN刀片则具有良好的硬度和耐磨性,适用于加工高硬度材料和高速切削。
四、车刀的选择选择合适的车刀需要考虑加工材料、加工方式、加工精度和加工表面要求等因素。
对于一般的车削加工,高速钢刀片是一个经济实用的选择。
对于高硬度和难加工材料,如高锰钢、硬质合金等,可以选择硬质合金或CBN刀片。
对于需要高精度和光洁度的零件,可以选择陶瓷刀片。
此外,还需要考虑刀片的刀尖角度、刀片的刃尖半径、刀片的切削角度、刀片的刃尖后角等参数,以确保选择合适的车刀进行加工。
五、车刀的维护车刀的维护对于保证加工质量和延长车刀使用寿命非常重要。
车刀的维护包括定期清洁、定期磨削和定期更换。
定期清洁可以去除刀片表面的切屑和油污,保持刀片的切削性能。
定期磨削可以修复刀片的切削刃,恢复刀片的切削性能。
定期更换可以根据车刀的使用寿命和磨损程度,及时更换老化和损坏的刀片,以保证加工质量和安全生产。
一、实训背景随着我国制造业的快速发展,数控车床在机械加工领域的应用越来越广泛。
车刀作为数控车床的切削工具,其性能直接影响着加工质量和生产效率。
为了提高自身对车刀的认识和应用能力,我参加了车刀的基本知识实训。
二、实训内容本次实训主要围绕车刀的组成、结构形式、几何角度及选择等方面展开。
1. 车刀的组成车刀由刀头和刀体两部分组成。
刀头用于切削,刀体用于安装。
刀头一般由三面、两刃、一尖组成。
(1)前刀面:切屑流经过的表面。
(2)主后刀面:与工件切削表面相对的表面。
(3)副后刀面:与工件已加工表面相对的表面。
(4)主切削刃:前刀面与主后刀面的交线,担负主要的切削工作。
(5)副切削刃:前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
(6)刀尖:主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2. 车刀的结构形式(1)整体车刀:刀头的切削部分是靠刃磨得到的,整体车刀的材料多用高速钢制成,一般用于低速切削。
(2)焊接车刀:将硬质合金刀片焊在刀头部位,不同种类的车刀可使用不同形状的刀片。
焊接的硬质合金车刀,可用于高速切削。
3. 车刀的几何角度及选择(1)切削平面:切于主切削刃某一点并垂直于刀杆底平面的平面。
(2)基面:过主切削刃的某一选定点并垂直于刀杆底平面的平面。
(3)正交平面:垂直于切削平面又垂直于基面的平面。
主要几何角度包括:(1)前角:前刀面与基面之间的夹角。
其中前角又分正前角和负前角。
刀具前刀面在基面之下时为正前角。
刀具前刀面在基面之上时为负刀面。
前角的选择原则:前角的大小主要与刀头的坚固性与锋利性有关系,两者之间是相互矛盾的。
我们应该根据加工的材料和性质来选择前角的大小。
如果加工材料硬度高,则前角应取小值,此时刀头不锋利,适合粗加工。
如果硬度低前角可以取大值,此时刀头锋利,可以进行精加工。
前角一般在-5~25之间选取。
(2)后角:主后刀面与切削平面间的夹角。
需要注意,后角不能为零度或负值,一般在6~12之间选择。
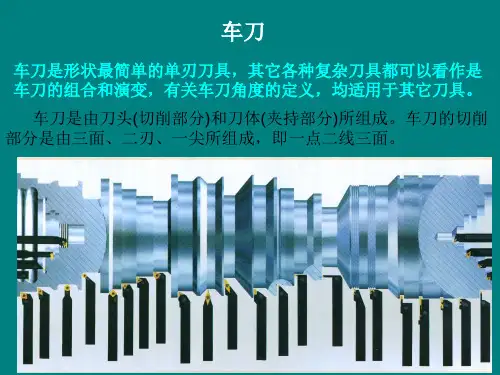
车刀基本知识车刀是用于车削加工的、具有一个切削部分的刀具。
以下是由店铺整理关于车刀基本知识的内容,提供给大家参考和了解,希望大家喜欢!1、车刀基本知识——车刀的组成车刀由刀头和刀体两部分组成。
刀头用于切削,刀体用于安装。
刀头一般由三面,两刃、一尖组成。
前刀面是切屑流经过的表面。
主后刀面是与工件切削表面相对的表面。
副后刀面是与工件已加工表面相对的表面。
主切削刃是前刀面与主后刀面的交线,担负主要的切削工作。
副切削刃是前刀面与副后刀面的交线,担负少量的切削工作,起一定的修光作用。
刀尖是主切削刃与副切削刃的相交部分,一般为一小段过渡圆弧。
2、车刀基本知识——车刀的结构形式最常用的车刀结构形式有以下两种:(1)整体车刀刀头的切削部分是靠刃磨得到的,整体车刀的材料多用高速钢制成,一般用于低速切削。
(2)焊接车刀将硬质合金刀片焊在刀头部位,不同种类的车刀可使用不同形状的刀片。
焊接的硬质合金车刀,可用于高速切削。
3、车刀基本知识——车刀的主要角度及其作用车刀的主要角度有前角(γ0)、后角(α0)、主偏角(Kr)、副偏角(Kr’)和刃倾角(λs)。
为了确定车刀的角度,要建立三个坐标平面:切削平面、基面和主剖面。
对车削而言,如果不考虑车刀安装和切削运动的影响,切削平面可以认为是铅垂面;基面是水平面;当主切削刃水平时,垂直于主切削刃所作的剖面为主剖面。
(1)前角γ0在主剖面中测量,是前刀面与基面之间的夹角。
其作用是使刀刃锋利,便于切削。
但前角不能太大,否则会削弱刀刃的强度,容易磨损甚至崩坏。
加工塑性材料时,前角可选大些,如用硬质合金车刀切削钢件可取γ0=10~20,加工脆性材料,车刀的前角γ0应比粗加工大,以利于刀刃锋利,工件的粗糙度小。
(2)后角α0在主剖面中测量,是主后面与切削平面之间的夹角。
其作用是减小车削时主后面与工件的摩擦,一般取α0=6~12°,粗车时取小值,精车时取大值。
(3)主偏角Kr在基面中测量,它是主切削刃在基面的投影与进给方向的夹角。