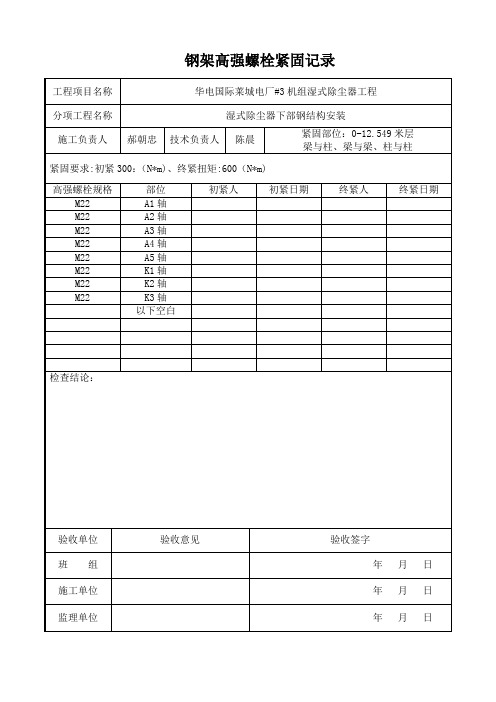
磨煤机螺栓紧固记录表
- 格式:doc
- 大小:49.00 KB
- 文档页数:1




3421-29目录1 设备的储放1.1 磨机的大齿轮1.2 其它设备1.3 参考文件2 主中心线的布置3 地基的检测3.1 中心线和水平面的确定3.2 安装人员的检查范围4 支承轴承的底板4.1 底板原始垫片4.2 底板的水平调整4.3 底板的调平4.4 检查5 安装主轴承下半部分5.1 注意事项5.2 定位5.3 调整传动侧主轴承5.4 拆卸5.5 轴承定位方法5.6 装配轴瓦5.7 下部轴承的调平5.8 调整非传动侧的主轴承6 安装大齿轮罩下部分7 安装液力螺栓预紧器8 磨机筒体的装配9 磨机中空轴的安装9.1 说明9.2 安装原则10 磨机本体和主轴承上半部的安装10.1 注意事项10.2 安装10.3 检查和调平10.4 检查轴向间隙10.5 轴向间隙调整的原则11 安装主轴承盖11.1 注意事项11.2 定位和紧固12 固定主轴承底板13 临时用旋转钢丝绳和润滑系统14 安装衬板14.1 注意事项14.2 定位和紧固14.3 衬板的紧固14.4 检查15 安装大齿轮15.1 准备和注意事项15.2 安装半个大齿轮15.3 检查15.4 最后调整15.5 特殊情况15.6 最后紧固16 传动轴的安装16.1 原始垫片16.2 底板的调整和检查16.3 注意事项16.4 安装传动轴16.5 检查自由侧轴承的轴向间隙16.6 检查自由侧和固定侧轴承的径向间隙16.7 把轴承紧固在底板上16.8 自由侧和固定侧轴承安装和紧固后,检查径向间隙16.9 向轴承加润滑脂16.10 轴承闭合17 在冷态条件下调整和检查大齿轮和小齿轮之间的啮合间隙17.1 采用塞尺检查方法17.2 采用铅丝检查方法18 检查大齿轮和小齿轮对正性18.1 原理18.2 测量检查19 大齿轮罩19.1 所有部件的装配19.2 检查间隙19.3 大齿轮上安装毛毡20 安装带有传动轴的主减速机和联轴器20.1 调整底板20.2 检查底板20.3 安装联轴器20.4 减速机的定位20.5 轴向间隙和径向间隙的控制20.6 调整公差20.7 减速机与传动轴定位20.8 最后检查21 在主减速机侧安装主电机和联轴器21.1 安装主电机21.2 安装联轴器21.3 在主减速机侧检查轴向间隙和径向间隙21.4 调整公差21.5 最后检查22 安装慢速传动装置22.1 原始垫片22.2 慢速传动装置的定位22.3 调整并检查23 最终检查整个传动组联轴器的安装和对正性23.1 对正性最终检查23.2 安装主减速机与传动轴之间的联轴器’23.3 安装主减速机与主电机之间的联轴器24 安装中空轴管、输送装置本体和热风箱24.1 输送装置本体的原始垫片的预埋24.2 输送装置本体原始垫片的定位和检查24.3 预装输送装置本体24.4 中空轴管的安装24.5 安装栓送装置本体24.6 轴向调整24.7 检查中心管的同心度24.8 安装导向板和入口侧衬板24.9 安装输送装置绞笼24.10 安装热风箱24.11 安装输送装置的轴承部24.12 滚动轴承的检查24.13 绞笼同心度的检查和调整24.14 检查输送装置绞笼的轴向间隙24.15 输送装置的连接和固定25分离器、输送装置连接管、煤粉管路的安装25.1 紧凑型分离器的安装25.2 分离型分离器的安装26 安装隔音罩27 主轴承润滑站27.1 安装主轴承润滑站27.2 安装连接管道28 主减速机润滑29 大齿轮润滑设备的安装30 安装主轴承热电偶31 空载试验期间和之后所做的操作附录1 BBD双进双出筒式磨煤机储放技术规范附录2 BBD双进双出筒式磨煤机大齿轮和小齿轮安装技术规范附录3 BBD双进双出筒式磨煤机安装程序——混凝土基座的总高度,地脚螺栓应在基座中正确地定位——混凝土基座两点间表面的水平度注意:当必须校正时,安装人员要保证以后不对混凝土基座和地基孔产生影响。
2. 当天安装的高强螺栓应在当天终拧完毕,检验应在终拧完毕1 h后、48 h内完成。
SG—T057填写说明
一、本记录为钢结构高强螺栓连接分项工程检验批质量验收记录的支撑表。
二、施拧和检验所用的扭矩扳手应经计量检定合格,其精度误差应不大于3%。
三、计算扭矩时,扭矩系数(k)应为现场见证取样检验结果值。
四、高强螺栓连接副的储运、保管、安装应符合《钢结构高强螺栓连接的设计、施工
及验收规范》的要求。
五、初拧扭矩为终拧扭矩的50%。
六、本记录一式两份,施工单位、建设单位各存一份。
母线搭接螺栓的拧紧力矩施工记录
说明
当母线的各类搭接采用螺栓搭接连接时,应用力矩板手紧固。
母线接触面经锉平除净氧化膜后,涂一薄层电力复合脂,并用力矩扳手按《建筑电气工程施工质量验收规范》(GB50303---2002)附录D规定的力距值紧固后,可不用塞尺检查。
1.环境温度:安装地点当时的温度。
2.序号:应将所有螺栓按施工图编号或按母线线路接点(组)编号。
3.部位:按柜、盘、屏、设备、线路相序填写。
4.螺栓规格:按实填写。
5.规定力矩值:按设计或规范填写。
6.实际力矩值:按实填写。
7.结论:当实际值满足设计或规范要求应填符合设计或符合规范。
8.。