数控车床复合循环指令编程
- 格式:ppt
- 大小:1.82 MB
- 文档页数:56
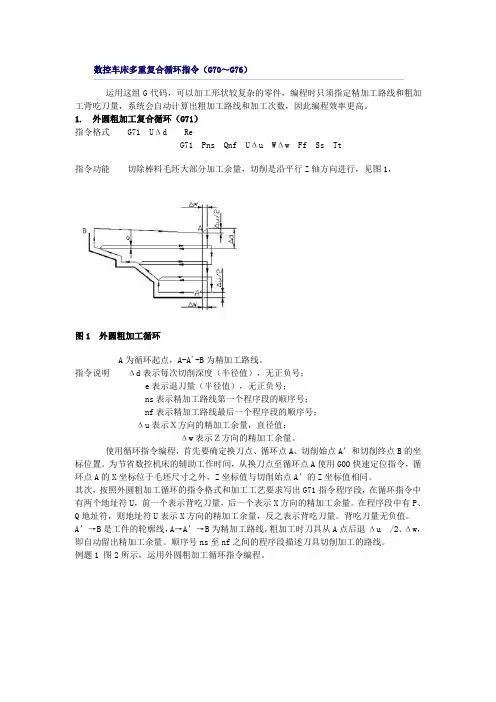
数控车床多重复合循环指令(G70~G76)运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
1. 外圆粗加工复合循环(G71)指令格式G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值。
A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu/2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线。
例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0 Z0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 端面粗加工复合循环(G72)指令格式G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。

数控车G71,G70指令的编程加工实例数控车 G71、G70 指令的编程加工实例在数控车床加工中,G71 和 G70 指令是非常常用且重要的编程指令。
它们能够大大提高加工效率和精度,让复杂的零件加工变得更加简单和高效。
接下来,我将通过一个具体的加工实例,为您详细介绍这两个指令的应用。
我们要加工的零件是一个轴类零件,其图纸尺寸如图所示。
该零件由外圆柱面、圆锥面、圆弧面和螺纹等部分组成,材料为 45 号钢。
首先,让我们来了解一下 G71 指令。
G71 指令是外圆粗车复合循环指令,适用于对零件轮廓进行粗加工。
其格式为:G71 U(Δd) R(e)G71 P(ns) Q(nf) U(Δu) W(Δw) F(f) S(s) T(t)其中,Δd 表示每次切削深度(半径值),e 表示退刀量,ns 表示精加工程序段中开始程序段的段号,nf 表示精加工程序段中结束程序段的段号,Δu 表示 X 方向精加工余量(直径值),Δw 表示 Z 方向精加工余量,f 表示进给速度,s 表示主轴转速,t 表示刀具号。
在这个实例中,我们设定粗车时每次切削深度为 2mm,退刀量为1mm。
以下是使用 G71 指令编写的粗加工程序:O0001 (程序名)G99 (每转进给)M03 S800 (主轴正转,转速 800r/min)T0101 (调用 1 号刀具,1 号刀补)G00 X52、 Z2、(快速定位到循环起点)G71 U2、 R1、(G71 指令,切削深度 2mm,退刀量 1mm)G71 P10 Q20 U05 W01 F02 (精加工程序段从 N10 到 N20,X 方向余量 05mm,Z 方向余量 01mm,进给速度 02mm/r)N10 G00 X0 (精加工程序开始)G01 Z0 F01 (直线插补,进给速度 01mm/r)X10、Z-10、X20、 Z-20、Z-30、X30、X40、 Z-40、Z-50、X50、N20 X52、(精加工程序结束)粗加工完成后,接下来使用 G70 指令进行精加工。
.指令集(X向如x、u等的编程量均采用直径量)G00:快速定位指令。
格式为GOO X (U) Z (W , X、Z为绝对编程时的目标点,U W 为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如GOO X W。
G01:直线插补指令。
格式为G01 X(U) Z(W F ,X、Z为绝对编程时的目标点,U W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G9 9。
G02:顺圆插补指令。
格式为G02 X (U) Z (W R (I K ) F , X、Z为绝对编程时的目标点,U W为相对编程时的目标点,R为半径(仅用于劣弧编程) ,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G9 8还是G9 9。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03 X (U) Z (W R (I K ) F , X、Z为绝对编程时的目标点,U W为相对编程时的目标点,R为半径(仅用于劣弧编程) ,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G9 8还是G9 9。
注:I采用半径量,I、K始终为相对量编程。
G04:暂停指令。
格式为G04 P(X U ),采用P时(不能用小数点),时间单位为ms, X、U时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20 G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27X ( U) Z (W T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
复合形状固定循环G71一.应用场合用于切削非一次加工即能达到加工规定尺寸的场合,利用复合形状固定循环功能,只要编写出最终加工路线,给出每次的背吃刀量等加工参数,车床即能自动地对工件重复切削,直到加工完成。
圆柱毛坯料粗车和圆筒毛坯料粗镗加工。
外轮廓加工只能加工从小到大递增的工件。
内孔加工只能加工从大到小递减的工件。
1.粗车格式:G71U 1—R —;G71P —Q —U 2—W —F —;X ,Z :循环的起点坐标。
X :加工前工件尺寸大1—2mm Z :距离工件右端面2-3mm 处U 1:背吃刀量R :径向退刀量P :循环开始的程序段号Q :循环结束的程序段号U 2:X 轴方向的精加工余量W :Z 轴方向的精加工余量F :进给速度半径值,单位:mm直径值,单位:mm G00X —Z —;二.粗车:思考:定位点能否定得很远?有什么样的现象?a. X 向进刀b. Z 向切削c. 45度角退刀d. Z 向快速返回循环起点循环起点abcd45度2.走刀轨迹分析:RU循环起点4.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
(错例)2.循环开始的第一程序段必须为单轴移动,必须先移动X轴. (错例)3.G71中的两个程序段不能合并也不缺少.(错例)4.在单步状态下执行G71程序时,需要按三下循环启动才开始加工.例题:按照图纸进行编程O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U2R1;G71P10Q20U0.5W0.5;N10G00X0;G01Z0;G03X30Z-15R15;X40Z-17;Z-45;N20G01Z-65;G00X100Z100; M30;工艺分析:形状指令相关点坐标X60圆弧G03 (30,-15)………………毛坯尺寸:ф65X100G01X36;三.1.精车格式:G00X—Z—;G70P—Q—F—;P:循环开始的程序段号Q:循环结束的程序段号F:进给速度2.精车的作用:去除粗车留下的余量,提高表面加工质量.注意:G70中的循环开始和结束的程序段号G71的循环开始和结结束的程序段号要相同循环起点O0001;N1(外轮廓粗加工)G99G97M03S500T0101F0.2;G00X67Z5;G71U1.0R0.5;G71P10Q20U0.5F0.2;N10G00X0;G01Z0;G03X30Z-15R15;G01X36;Z-45;N20G01Z-70;G00X100Z100; M05;M00;N2(外轮廓精加工)G99G97M03S800T0101F0.1; G00X67Z5;G70P10Q20F0.1;G00X100Z100;M30;X60M30;分析:形状指令相关点坐标圆弧G03 (30,-15)………………X40Z-17小结:一.粗车格式:G00X—Z—;G71U—R—;G71P—Q—U—W—F—;二.精车格式:G00X—Z—;G70P—Q—F—;三.定位点的确定:X:加工前工件的最大尺寸大1-2mmZ:工件的右端面2-5mm处四.使用G71时的注意事项:1.程序中的程序段号必须与G71的循环开始段号和循环结束段号对应。
数控车床复合命令(G71、G72、G73、G74、G75、G76)经常用到,适合加工余量较大及锻件、铸件的加工编程。
复合命令不需要编写精加工的程序段落,不仅程序段落少,而且有效地缩短了编程的辅助时间。
复合命令都是粗加工的循环,需要用G70命令进行精加工。
下面就对常用的复合命令G71、G72、G73的使用方法及加工路线进行分析(以下都是以FANUC系统为例)。
1.G71—内、外圆的粗精加工循环G71粗车循环命令主要用于径向尺寸要求比较高、轴向尺寸大于径向尺寸的毛坯工件进行粗车循环。
(1)格式G7l U(△d) R(e);G71 P(ns)Q(n?)u(△u)W(△ω)F(?)S(s)T(t);G70 P(ns)Q(n?);格式中,△d为切削深度(半径值指定,不带正负符号,且为模态指令);e为退刀量(模态指令);ns为精车程序段的开始段落号;n?为精车程序段的结束段落号;△u为x轴方向的精车余量(有正负符号,直径指令);△ω为z 轴方向的精车余量(有正负符号);?、s、t为粗加工循环中的进给速度、主轴转速及刀具功能;G70为精车循环,该命令不能单独使用,需跟在粗车复合循环指令之后。
(2)图示说明循环轨迹如图1所示,AB为工件轮廓线,刀具从C点开始快速移动到D点,移动的距离为精车留量,然后根据给定的切削深度x轴进刀,进行轴向车削,退刀时按退刀量e进行45。
退刀后快速移动到循环起点,完成一个粗车循环,依次根据切削深度进行多次循环,粗车的最后一个循环是根据精车留量完成的一次成形车削循环。
需要注意以下两点:①G71循环命令只在轮廓外形是递增时使用,不可以用在有递减时,否则会出现递减部分进行一次分层车削,车削深度过大。
②程序段的移动命令只能是x轴移动,不可以出现Z轴移动,否则出现报警。
(2)图示说明循环轨迹如图3所示,AB为工件轮廓,刀具从C开始点快速移动到,),移动量为精车留量,按Ad值z轴方向进刀,进行径向车削,按e值进行45。
一.指令集(X向如X、U等的编程量均采用直径量)G00:快速定位指令。
格式为G00 X(U) Z(W),X、Z为绝对编程时的目标点,U、W 为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如G00 X W。
G01:直线插补指令。
格式为G01 X(U) Z(W) F ,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
G02:顺圆插补指令。
格式为G02 X(U) Z(W) R(I K ) F ,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03 X(U) Z(W) R(I K ) F ,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径(仅用于劣弧编程),I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G04:暂停指令。
格式为G04 P(X U ) ,采用P时(不能用小数点),时间单位为ms,X、U时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序若不指定G20、G21,则采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27 X(U) Z(W) T0000,本指令执行前必须使刀架回零一次。
若指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,则说明机床零点正确。
否则,机床定位误差过大。
G28:返回参考点指令。
格式为G28 X(U) Z(W) T0000,若机床启动后回过零点,则本指令的执行使刀架经过指定点回零,否则经过指定点移动至系统加电时的位置。
运用复合型车削循环指令对内、外轮廓的编程加工摘要:通过分析复合型车削循环指令G71、G73 、G70的用法,并利用这些命令完成外轮廓的编程加工,使程序简化、效率提高。
关键字:循环指令外轮廓编程加工1、引言数控车床使用G90、G92、G94指令,可以完成单步循环,遇到复杂零件,程序长且麻烦,采用复合型车削循环指令,它能进一步简化程序,大大提高效率,学习者也容易理解和接受。
加工中常用的是:粗车循环G71、多重复合循环G73、精车循环G70,在加工中根据图形要求和它们的区别选择合适的指令。
2、G71、G73 、G70指令的优势1、便于编程和缩短加工时间。
车削复合固定循环指令只要按着格式输入简短的几段程序,机床就能按着编程要求自动完成循环和多次重复循环。
2、保证安全,提高质量采用单一编程指令进行编程加工,程序长,在输入过程中容易出错,从而易引发不必要的安全事故和产品质量问题。
而G71、G73 、G70在程序中规定了机床每次切削循环中的进、退刀量,且程序短、输入校对方便,可减少错误的概率,从而提高安全性和保证质量。
3、G71、G73及G70指令编程加工1.外径、内径粗车循环指令G71N20 G00 X55 Z2;(起刀点)N30 G73 U12 R11;(X方向的单边余量为12,循环次数为11次)N40 G73 P50 Q180 U0.3 W0 F0.4;(X方向的精加工余量为0.3、Z方向为0)N50 G01 X16 F0.25;(进刀点)N60 Z0; (O点)N70 G01 X20 Z-2;(倒角)N80 G01 Z-15; (C点)N90 G02 X30 Z-20 R5;(D点)N100 G01 X36 ;(E点)N110 G01 X40 Z-22;(F点,倒角的加工)N120 G01 Z-26.34;(G点)N130 G02 X40 Z-43.66 R10;( H点,R10的圆弧加工)N140 G01 Z-50; (I点)N150 G01 X45; (J点)N160 G01 X50 Z-70; (K点)N180 G01 Z-80; (L点)N190 G70 P50 Q180;(精车循环)N200 G00 X100;(刀具沿X方向退刀)N210 G00 Z100;(刀具沿Z方向退刀)N220 M30;(程序结束)5、结语运用内、外轮廓循环指令G70、G71、和G73进行零件的粗车和精车,在不同程度上都能显现它们的优势,必须正确理解它们的含义、特点和用途,才能达到预想的效果。
1、罗纹切削复合循环(G76)之袁州冬雪创作G76 X274.8 Z*** P2600 Q800 F4诠释:第一行的P01、00、6001 :代表的是精加工循环次数00 : Z方向的退尾量60 :罗纹角度普遍都是60°的第二行的X、Z为终点坐标P2600:是罗纹牙高 0.65*螺距Q800 :第一刀的切深量同上Q算法一样,F4 :螺距2、罗纹切削复合循环(G76)指令格式 : G76 Pmr a QΔdmin RdG76 X(U)_ Z(W)_Ri Pk QΔd Ff指令功能:该罗纹切削循环的工艺性比较合理,编程效率较高,罗纹切削循环道路及进刀方法如图32所示.图32 罗纹切削复合循环道路及进刀法指令说明:①m暗示精车重复次数,从1—99;②r暗示斜向退刀量单位数,或罗纹尾端倒角值,在0.0f—9.9f之间,以0.1f为一单位,(即为0.1的整数倍),用00—99两位数字指定,(其中f为罗纹导程);③a暗示刀尖角度;从80°、60°、55°、30°、29°、0°六个角度选择;④Δdmin:暗示最小切削深度,当计算深度小于Δdmin,则取Δdmin作为切削深度;⑤d:暗示精加工余量,用半径编程指定;Δd :暗示第一次粗切深(半径值);⑥X 、Z:暗示罗纹终点的坐标值;⑦U:暗示增量坐标值;⑧W:暗示增量坐标值;⑨I:暗示锥罗纹的半径差,若I=0,则为直罗纹;⑩k:暗示罗纹高度(X方向半径值);3、G76罗纹车削实例图33所示为零件轴上的一段直罗纹,罗纹高度为3.68,螺距为6,罗纹尾端倒角为1.1L,刀尖角为60°,第一次车削深度1.8,最小车削深度0.1,精车余量0.2,精车削次数1次,罗纹车削前先精车削外圆柱面,其数控程序如下:图33 罗纹切削多次循环G76指令编程实例O0028 /程序编号N0 G50 X80.0 Z130.0; /设置工件原点在左端面N2 G30 U0 W0; /返回第二参考点N4 G96 S200 T0101 M08 M03; /指定切削速度为200m/min,调外圆车刀N6 G00 X68.0 Z132.0; /疾速走到外圆车削起点(68.0,132.0)N7 G42 G01 Z130.0 F0.2;N8 Z29.0 F0.2; /外圆车削N9 G40 G00 U10.0;N10 G30 U0 W0;N12 G97 S800 T0202 M08 M03; /取消恒切削速度,指定主轴转速800r/min,调罗纹车刀N14 G00 X80.0 Z130.0; /疾速走到罗纹车削循环始点(80.0,130.0)N16 G76 P011160 Q0.1 R0.2; /循环车削罗纹N18 G76 X60.64 Z25.0 P3.68 Q1.8 F6.0;N20 G30 U0 W0 M09;N22 M30;4、附加FANUC系统后台编辑功能BG-EDT 后台编辑O-SRH O搜索(用来调用程序的);SRH ↓ 在本程序段外向下搜索关键字(如程序太长时,要更改进给速度,可按F,然后按个SRH,便可以一下子找到F指令;SRH↑ 在本程序中向上搜索,。
G71内(外径粗车复合循环运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次数。
注意:①G71指令必须带有P 、Q 地址ns 、nf ,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
②ns 的程序段必须有准备功能01组的G00或G01指令,否则产生报警,即从A 到A ′的动作必须是直线或点定位运动。
③在顺序号为ns 到顺序号为nf 的程序段中,可以包含子程序。
④在MDI 方式下,不能运行复合循环指令。
1)无凹槽内(外)径粗车复合循环G71格式:G71 U(△d R(r P(ns Q(nf X(△x Z(△z F(f S(s T(t说明:该指令执行如图1-22所示的粗加工,并且刀具回到循环起点。
精加工路径A →A' →B' →B 的轨迹按后面的指令循序执行。
△d :背吃刀量(每次切削量),指定时不加符号,方向由矢量AA '决定;r :每次退刀量;ns :精加工路径第一程序段的顺序号;nf :精加工路径最后程序段的顺序号;△x :X 方向精加工余量;△z :Z 方向精加工余量;f ,s ,t :粗加工时G71中编程的F 、S 、T 有效,而精加工时如果G71指令到ns 程序段内设定了F 、S 、T ,将在精加工段内有效,如果没有设定则按照粗加工的F 、S 、T 执行。
图1-22 无凹槽内外径粗车复合循环G71G71切削循环下,切削进给方向平行于Z 轴,X(△x 和Z(△z 的符号如图1-23所示。
其中(+表示沿轴正方向移动,(-表示沿轴负方向移动。
图1-23 G71内外径粗车复合循环X(△x 和Z(△z 的符号例1:用外径粗加工复合循环编制如图1-44所示零件的加工程序:毛坯为ф50×120,要求循环起始点在A(52,3 ,背吃刀量为1.5mm(半径量,退刀量为lmm ,X 方向精加工余量为0.6mm ,Z 方向精加工余量为0.1mm 。