X65级薄壁直缝埋弧焊管焊接工艺试验研究
- 格式:pdf
- 大小:249.81 KB
- 文档页数:4




X65级海管钢全自动焊接工艺的应用[摘要]主要介绍了现在广泛使用的海底管线铺设焊接技术——熔化极全自动气体保护焊。
为了适应大管径、厚壁x65钢管的焊接要求,同时保证施工效率,开发了合理的坡口形式以及恰当的焊接参数,此工艺在海底管线的铺设中具有优越的焊接质量和效率。
[关键词]海底管线;大口径厚壁管道;窄间隙坡口;全自动焊;焊接缺陷中图分类号:td424 文献标识码:a 文章编号:1009-914x(2013)12-0319-010.前言随着中国海洋油气工业的快速发展,作为动脉和生命线的海底管线日益引起世界的关注。
焊接质量和焊接速度直接决定着海底管线的铺设效率,所以近几十年来各种高效的焊接工艺在焊接施工中得到了飞速发展和应用。
海管铺设的焊接工艺经历了手工电弧焊工艺、半自动焊工艺和全自动焊工艺,所涉及的焊接方法包含手工电弧焊、药芯自保护焊以及熔化极气体保护焊。
早期的自动焊均为单炬单丝焊接系统,近20年来双头双丝焊接设备和工艺均得到了发展和应用。
与单头单丝系统相比,双头双炬焊接系统效率提高一倍以上;同时由于二丝与一丝的熔池相距50mm,二丝熔池对一丝的焊道有回火作用,降低焊缝硬度的同时增加了焊缝韧性。
本文主要介绍了应用于荔湾3-1油气田的海底管线焊接施工中的gmaw全自动焊焊接工艺,在serimax生产开发的双头双炬焊接设备基础上,对焊接工艺评定、焊工培训和焊工考试精心准备和组织实施。
接下来主要对x65级别钢的全自动焊工艺及易见缺陷进行介绍。
1.试验管材试验管材为国产的直缝埋弧焊管,尺寸为762mm×28.6mm的api 5l x65级钢。
其化学成分及力学性能详见表1。
钢材的化学成分对焊接热影响区的淬硬及冷裂倾向有直接影响,通常使用碳当量衡量钢材的焊接性。
对于中、高强度的非调质钢,国际焊接学会(iiw)采用公式:ceq=c+mn/6+(ni+cu)/15+(cr+mo+v)/5经计算试验用x65钢的碳当量ceq=0.31%,较低的含碳量使得x65钢具有良好的焊接性,可以看出x65钢具有较低的淬硬性,产生冷裂纹的倾向较低。
摘要:本文依据工艺管道的施工特点,分析研究了油气处理终端段塞流捕集器设备制作所采用的X65管线钢的焊缝返修的焊接工艺。
根据JB/T4730-2021《承压设备无损检测》的有关规定和业主的相关要求,结合现场施工的实际情况,项目组对段塞流捕集器本体不合格焊缝进行了返修。
通过施工实践证明,射线探伤和管口外观检查合格,各项性能指标均能满足相关要求,取得了良好的实施效果。
关键词:管线钢返修根焊现代焊接技术的快速进步(珠海高栏终端段塞流捕集器项目采用了埋弧自动焊),在一定程度上为国内外专业输送管道的建设提供了保证,虽然焊接的技术不断提高,但一次合格率还无法达到100%。
焊缝出现的缺陷超标情况,对管道的使用寿命产生了严重的影响,还导致管道中的输送介质出现泄露、爆炸或燃烧等事故,使人民和国家生命财产遭受极大的损失。
所以,焊接返修必须引起高度重视。
本文重点探讨了返修要求、焊材与焊材性能、坡口设计、焊道的返修要点、潮湿环境下的焊接工艺、建议等,以供参考。
1、返修要求按照非裂纹性缺陷在填充焊道及焊道中产生的状况,实施的返修焊接规程必须符合相关规定且经过评定合格并取得业主同意后才能够采用。
可直接返修产生在盖面焊焊道中的非裂纹缺陷,一旦返修工艺与原始的焊接工艺存在差异,或者进行返修的位置是在原来返修过的地方,使用的返修焊接规程应能够保证韧性要求和焊缝力学性能,并通过力学性能试验确定、评定是合格的,这样才能保证施工质量满足相关要求。
2、焊材与焊材性能用于返修焊口的焊材有一定的要求,必须严格按照业主和监理批准的返修焊接工艺技术文件实施,不可以随意变动。
通常选用的焊材必须相匹配于管口焊接时的焊材,且需具有较好的抗裂性能。
因段塞流捕集器制作采用较大壁厚(THK=28.6mm)和较大管径(φ=1422mm)的管线,所以焊接量也比较大,从常用的管道焊接工艺进行充分考虑,为了提高焊接效率,整个管口焊接施工采用如下的焊接工艺:①地面预制焊接采用以E5016(焊材厂商牌号LB-52U)焊条手工打底,然后用H08MnMoA(焊材厂商牌号CHW-S9)埋弧焊丝通过半自动焊进行填充、盖面。
X65阿布扎比原油管道现场焊接前言:长距离、大管径、高压输送已成为现代油、气输送管线的主体,为确保输送管线建设的经济性、运行的安全性和可靠性,X65等高性能的管线钢在管线建设上营运就越来越普遍了。
我公司施工的阿布扎比原油管道项目所采用钢管材质为X65、管线直径DN1219、壁厚为15.9-25.4mm,外防腐采用3层PE,管线设计压力约10Mpa。
气体保护焊方法由于其效率高,焊接质量好等优点,获得了广泛的应用。
阿布扎比原油管道主线路采用自动气体保护电弧焊,气体保护电弧焊是利用电弧作为热源,气体作为保护介质的熔化焊。
在焊接过程中,保护气体在电弧周围造成气体保护层,将电弧、熔池与空气隔开,防止有害气体的影响,并保证电弧稳定燃烧。
X65化学成分及机械性能(API SPEC 5L 、ISO 3183、GB/T 9711)焊材的化学成分及机械性能(ER70S-G气体保护焊丝)1、焊接工艺及现场评定试验1、1焊接工艺在阿布扎比原油管道施工中,根据ASME规范2001版的规范进行焊接工艺评定。
焊接方法为自动气体保护电弧焊,母材为API 5L X65 PSL 2,管子内径为1219 mm ,壁厚为15,9 mm ≤ T ≤25.4mm 接头形式为“U”型坡口对接;焊接位置为水平固定;焊材采用ER70S-G 气体保护焊丝。
1.2现场焊接工艺评定试验根焊: AWS A5.18, ER70S-G Group 5, 生产厂家:伯乐牌号:BOHLER TS-6, Wire Diameter 0.9mm,热焊:AWS A5.18, ER70S-G Group 5, 生产厂家:伯乐牌号:BOHLER SG3-P, Wire Diameter 0.9mm,填充:AWS A5.18, ER70S-G Group 5, 生产厂家:伯乐牌号:BOHLER SG3-P, Wire Diameter 0.9mm, 盖面:AWS A5.18, ER70S-G Group 5, 生产厂家:伯乐牌号:BOHLER SG3-P, Wire Diameter 0.9mm,焊接遍数:6-9遍电源类型:直流焊接位置:水平固定5G 焊接方向:下向焊接焊工数量:2导电嘴直径:0.9mm ~1.6mm摆动:最大14度焊丝干深长度:1/3” to 3/4”焊缝形式和尺寸:按照下图的接头形式层间时间间隔:根焊及热焊之间最多5分钟,其它层之间可间隔24小时。
Electric Welding Machine·100·第51卷 第3期2021年3月Electric Welding MachineVol.51 No.3Mar. 2021本文参考文献引用格式:孙强,段英新,苏衍福,等. X65钢管焊接工艺分析及质量控制[J]. 电焊机,2021,51(3):100-102.X65钢管焊接工艺分析及质量控制0 前言 X65钢管海洋工程应用极为广泛,管道焊接技术不断发展、更新,但气体保护焊及手工焊仍然有不可替代的地位。
在海洋服役环境中对X65钢管要求更为苛刻,严格保证焊接质量的同时还要具备一定抗腐蚀能力。
下面将介绍对于X65钢管,相同管径壁厚及焊接标准下,通过对E81T1-NI1M、E8018-C3 H4R 二种牌号焊材试件进行检测,分析其焊接性并提出焊接质量控制要点。
1 焊接方法及焊接材料的选择 本工艺采用宝钢生产X65级别钢管,其化学成分和力学性能的实测结果见表1、表2。
考虑到生产效率、焊缝质量和设备的应用实际情况等因素,故选择手工焊条和药芯焊丝对钢管分别进行焊接。
X65作为低碳钢应选用与母材相匹配的焊接材料,为形成具有良好低温韧性的返修焊接接头,选用低氢型焊条及药芯焊丝,扩散氢含量<5 mL/100 g。
本研究选取以下2种牌号焊材:E81T1-NI1M (AWS A5.29)、E8018-C3 H4R (AWS A5.5)。
焊材金属的化学成分见表1。
焊接前采用密封包装状态,便于焊工收稿日期:2020-10-09作者简介:孙 强(1985—),男,学士,工程师,主要从事焊接设备及工艺的研究。
E-mail:****************。
操作施焊。
2 焊接工艺试验 试验管尺寸为φ610 mm×厚20.6 mm,采用30°坡口,组对坡口如图1所示。
焊件组对避免出现错边,焊前使用砂轮打磨清理坡口边缘15 mm 范围内的铁锈等杂质,直至露出金属光泽。
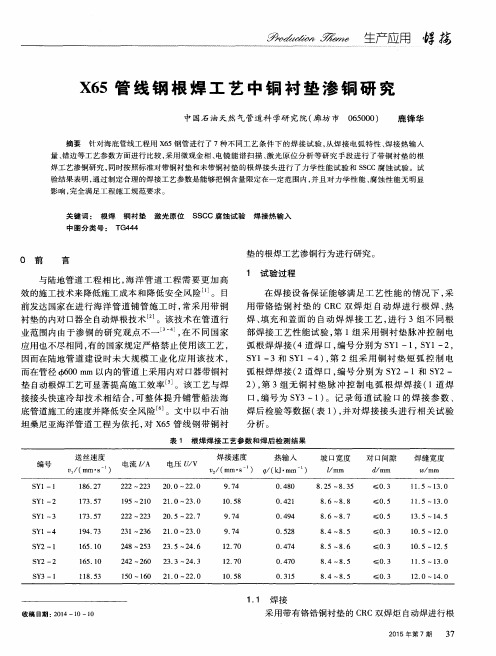
低Mn高Nb抗酸性X65MS直缝埋弧焊管研制黄晓辉;牛辉;张冬冬;户志国;李颖;张超【摘要】采用低Mn和Nb-Cr合金化设计理念和超洁净化冶炼技术制造的X65MS抗酸性钢板具有优异的抗HIC腐蚀能力,选用自主研发的Mn-Ni-Mo-Ti-B 抗酸焊丝,结合SJ101G焊剂,得到了以细小IAF为主的焊缝组织,有效降低了焊接接头硬度,提高了焊接接头韧性,开发出了低锰高铌X65 MS抗酸性直缝埋弧焊管,并对焊管管体和焊缝组织性能进行了研究.研究结果表明,管体和焊缝的维氏硬度均小于250HV10,焊管具有优异低温韧性,-80℃下母材冲击功370J,-80℃焊接接头冲击功116J;按照NACE-0284标准进行HIC试验,采用A溶液,管母和焊接接头表面均未发现氢鼓泡,试样剖面也无裂纹,裂纹敏感率(CSR)、裂纹长度率(CLR)、裂纹厚度率(CTR)均为零;按照NACE-0177标准进行SSCC试验,采用A溶液,在90% SMYS 应力载荷下,管母和焊接接头均未出现断裂,管材表现出良好的力学性能和抗酸性.【期刊名称】《石油化工腐蚀与防护》【年(卷),期】2015(032)002【总页数】5页(P6-10)【关键词】X65MS;抗酸性;直缝埋弧;焊管【作者】黄晓辉;牛辉;张冬冬;户志国;李颖;张超【作者单位】国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008;中国石油西北销售宝鸡分公司陕西宝鸡721300;宝鸡石油钢管有限责任公司,陕西宝鸡721008;中油宝世顺(秦皇岛)钢管有限公司,河北秦皇岛066206;宝鸡石油钢管有限责任公司,陕西宝鸡721008;中油宝世顺(秦皇岛)钢管有限公司,河北秦皇岛066206;国家石油天然气管材工程技术研究中心,陕西宝鸡721008;宝鸡石油钢管有限责任公司,陕西宝鸡721008【正文语种】中文硫化氢(H2S)是石油和天然气中最具有腐蚀性的有害介质之一,严重影响着油气输送管线的使用寿命,其中氢致开裂(HIC)和硫化物应力腐蚀开裂(SSCC)是酸性腐蚀的主要形式,制约着油气输送管道的安全服役[1]。
X65MS耐酸性埋弧焊管的研制毕宗岳;黄晓辉;牛辉;张锦刚;刘海璋;张君;李海涛【期刊名称】《焊管》【年(卷),期】2013(000)012【摘要】采用低C、低Mn、微合金化设计和洁净化冶炼、控轧控冷工艺制造的X65MS耐酸性热轧卷板,通过优化焊接工艺参数、采用耐酸性焊接材料、控制焊接热输入、控制钢管成型残余应力等,开发出了X65MS耐酸性埋弧焊管,并对焊管管体和焊缝组织性能进行了研究。
研究结果表明,焊管管体的屈服强度为460~465 MPa,抗拉强度为555~565 MPa,焊缝抗拉强度为605~610 MPa,管体和焊缝的硬度均小于250HV10,0℃下母材冲击功大于230 J,焊缝冲击功大于130 J;按照NACE-0284标准进行HIC测试,母材、焊缝和热影响区裂纹敏感率(CSR)、裂纹长度率(CLR)和裂纹厚度率(CTR)均为零;按照NACE-0177标准进行SSCC测试,采用A溶液,在72%,80%和90%三种载荷下,均未出现断裂,管材表现出良好的力学性能和耐酸性。
【总页数】5页(P10-14)【作者】毕宗岳;黄晓辉;牛辉;张锦刚;刘海璋;张君;李海涛【作者单位】国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008;国家石油天然气管材工程技术研究中心,陕西宝鸡 721008; 宝鸡石油钢管有限责任公司钢管研究院,陕西宝鸡 721008【正文语种】中文【中图分类】TE973【相关文献】1.高钢级耐酸性X70MS钢螺旋埋弧焊管的生产工艺及组织性能 [J], 毕宗岳;黄晓辉;牛辉;张锦刚;赵红波;刘海璋;张万鹏;牛爱军2.低Mn高Nb耐酸性X65MS HFW焊管性能研究 [J], 黄晓辉;毕宗岳;张永青;刘海璋;牛辉;王晰;徐小刚;陈长青3.低Mn高Nb抗酸性X65MS螺旋埋弧焊管组织性能研究 [J], 赵勇;黄晓辉;李超;张鹏;程逞;张文韬;蔡文利4.低Mn高Nb抗酸性X65MS直缝埋弧焊管研制 [J], 黄晓辉;牛辉;张冬冬;户志国;李颖;张超5.埋弧焊车结构探讨及新型自动埋弧焊车的研制 [J], 杨国栋;张乃键;高艺松因版权原因,仅展示原文概要,查看原文内容请购买。