发那科宏程序ppt课件
- 格式:ppt
- 大小:536.00 KB
- 文档页数:48


发那科椭圆圆周打孔宏程序
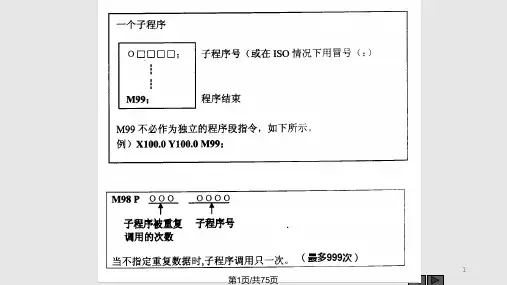
使用格式:多余的就不说了就直接从打孔开始固定循环开始了
G98G81Z_R_F_K0;(K0必须要加哦,不然圆中心会打个孔哦
G65P0001X_Y_A_B_C_H_Q_R_;
G80
----------------
O0001(宏子程序)
G52X#24Y#25 ;
G68X0Y0R#18;
#7=0;
WHILE[#7LT#11]DO1;
G90X[#1*COS[#3+#7*#17]]Y[#2*SIN[#3+#7*#17]];
#7=#7+1;
END1;
G69;
G52X0Y0;
M99;
%
------------------------------------
G65P0001X_Y_A_B_C_H_Q_R_;变量解释
X:X轴圆心坐标(绝对值哦)
Y:Y轴圆心坐标(绝对值哦)
A:长轴半径
B:短轴半径
C:第一个孔与长轴X正方向的夹角(顺负逆正,与G68里的R值使用方法相同)H:孔的个数
Q:孔之间的间隔角
R:椭圆长轴与X轴正方向的夹角,(顺负逆正,和平时使用G68时一样)
你是30°一个孔,就是Q30 H12了
像上面一样把你需要的数据填入X_Y_A_B_C_H_Q_R_这些变量里面就可以了。
就是这么简单。
---------------------------------
授人以鱼不如授人以渔
---------------------------------。
15.用户宏程序用户宏程序允许使用变量、算术和逻辑运算及条件转移,使得编制相同加工操作的程序更方便,更容易。
可将相同加工操作编为通用程序,使用时,加工程序可用一条简单指令调出宏程序,和调用子程序完全一样。
15.1变量变量值可用程序或MDI面板上的操作改变。
#1=#2+100;G01 X#1 F300;说明:➢变量的表示变量用符号(#)和后面的变量号指定,例如:#1表达式可以用于指定变量号,例如:#[#1+#2-12]➢变量号变量类型功能#0 空变量该变量总是空,没有值能赋给该变量#1—#33 局部变量只能用于宏程序存储数据,断电后初始化为空#100—#199 #500—#999 公共变量在不同的宏程序中意义相同,断电为空,断电保存#1000—系统变量用于读和写CNC运行时各种数据的变化,如刀具的当前位置和补偿值➢~-10或~10如果计算结果超出则发出P/S报警No.111 ➢小数点的省略#1=123 相当于#1=123.000➢变量的引用G01 X[#1+#2] F#3G00 X-#1当引用未定义的变量时,变量及地址号都被忽略,如#1=0,#2为空时,G00 X#1 Y#2; == G00 X0;➢限制程序号、顺序号和任选程序段跳转号不能使用变量。
如下面情况不能使用变量:O#1; 1#2 G00 X100.0; N#3 Y200.015.2系统变量(略)15.3算术和逻辑运算表算术和逻辑运算说明:➢角度单位函数SIN,COS,ASIN,ACOS,TAN,ATAN的角度单位是度。
➢ARCSIN #i=ASIN[#j] 取值范围如下:当参数(No.6004#0)NAT位设为0时,270°~90°当参数(No.6004#0)NA T位设为0时,-90°~90°当#j超出-1到1的范围时,发出P/S报警No.111常数可替代变量#j➢ARCCOS #i=ACOS[#j] 取值范围从180°~0°当#j超出-1到1的范围时,发出P/S报警No.111常数可替代变量#j➢运算次序 1.函数 2.乘除运算 3.加碱运算➢括号嵌套括号可以使用5级,包括函数内部使用的括号。