机械工程基础第七章 极限与配合
- 格式:ppt
- 大小:3.47 MB
- 文档页数:37
【机械制图】极限与配合的基本知识及举例1、互换性互换性是指按同一零件图生产出来的零件,不经任何选择或修配,就能顺利地同与其相配的零部件装配成符合要求的成品的性质。
零件具有互换性,既便于装配和维修,也有利于组织生产协作,提高生产率。
2、尺寸公差的概念在实际生产中,受各种因素的影响,零件的尺寸不可能做得绝对精确。
为了使零件具有互换性,设计零件时,根据零件的使用要求和加工条件,对某些尺寸规定一个允许的变动量,这个变动量称为尺寸公差,简称公差。
如图1所示。
孔的公差为0.025,轴的公差为0.016。
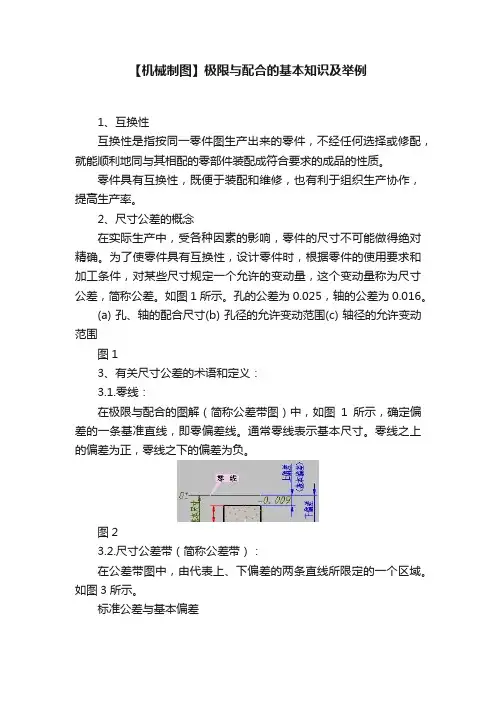
(a) 孔、轴的配合尺寸(b) 孔径的允许变动范围(c) 轴径的允许变动范围图13、有关尺寸公差的术语和定义:3.1.零线:在极限与配合的图解(简称公差带图)中,如图1所示,确定偏差的一条基准直线,即零偏差线。
通常零线表示基本尺寸。
零线之上的偏差为正,零线之下的偏差为负。
图23.2.尺寸公差带(简称公差带):在公差带图中,由代表上、下偏差的两条直线所限定的一个区域。
如图3所示。
标准公差与基本偏差图3标准公差:国家标准表列的,用来确定公差带大小的任一公差。
基本偏差:国家标准表列的,用来确定公差带相对于零线位置的上偏差或下偏差,一般为靠近零线的那个偏差,如图3所示。
国家标准规定由标准公差和基本偏差来确定公差带。
标准公差确定公差带的大小,基本偏差确定公差带相对于零线的位置。
4、公差等级与标准公差系列公差等级是用来确定尺寸的精确程度的。
国家标准将公差等级分为20级,即IT01、IT1、IT2……IT18。
IT表示标准公差,数字表示公差等级。
IT01级的精确度最高,以下逐级降低。
标准公差的数值取决于公差等级和基本尺寸,其选取请参考有关国家标准。
5、基本偏差系列基本偏差一般是指上、下偏差中靠近零线的那个偏差。
国家标准规定了基本偏差系列,如图4所示。
根据不同的基本尺寸和基本偏差代号可以确定轴与孔的基本偏差数值(见有关国家标准)。
极限与配合极限与配合的基本概念标准公差与基本偏差配合公差与配合在图样上的标注极限与配合的基本概念为什么要制定极限与配合的标准?1. 零件的互换性在相同规格的一批零件或部件中,不需选择,不经修配就能装在机器上,达到规定的性能要求,零件的这种性质就称为互换性。
零件的互换性是现代化机械工业的重要基础,既有利于装配或维修机器又便于组织生产协作,进行高效率的专业化生产。
极限与配合制度,是实现互换性的一个基本条件。
零件的互换性2. 尺寸公差为保证零件的互换性,必须将零件的尺寸控制在允许的变动范围内,这个允许的尺寸变动量称为尺寸公差。
1)基本尺寸D(d)30基本尺寸设计给定的尺寸。
2)实际尺寸零件制成后,通过测量所得的尺寸。
3)极限尺寸允许零件实际尺寸变化的两个极限值,其中较大的一个尺寸称为最大极限尺寸,较小的一个称为最小极限尺寸。
φ30.020φ30本尺寸φ29.980小极限尺寸大极限尺寸零件合格的条件:最小极限尺寸≤实际尺寸≤最大极限尺寸4)尺寸偏差某一尺寸减去基本尺寸所得的代数差。
上偏差= 最大极限尺寸—基本尺寸。
上偏差代号:孔为ES,轴为es下偏差= 最小极限尺寸—基本尺寸。
下偏差代号:孔为EI,轴为ei实际偏差= 实际尺寸—基本尺寸。
上偏差与下偏差统称为极限偏差。
4)尺寸偏差最小极限尺寸最大极限尺寸φ30.020φ30基本尺寸φ29.980+0.020上偏差–0.020下偏差5)尺寸公差允许的尺寸变动量。
公差= 最大极限尺寸—最小极限尺寸= 上偏差—下偏差5)尺寸公差最小极限尺寸最大极限尺寸φ30.020φ30基本尺寸φ29.980+0.020上偏差–0.020上偏差0.016公差6)尺寸公差带公差带表示公差范围和相对零线位置的一个区域。
6)尺寸公差带为简化起见,一般只画出孔和轴的上、下偏差围成的方框简图,称为公差带图。
其中零线是表示基本尺寸的一条直线。
6)尺寸公差带下偏差公差带+0.008-0.008+0.008+0.024-0.006-0.022公差带图可以直观地表示出公差的大小及公差带相对于零线的位置。



《极限与配合》基础知识前言国家标准《极限与配合》是一项涉及面广、影响深远的重要基础标准。
它的应用几乎涉及国民经济的各个部门,特别对于机械工业具有更重要的作用。
现代化的机械工业要求机器散件具有互换性,以便在装配时不经选择和修配就能达到预期的的配合性能,从而有利于机械工业广泛地组织协作、进行高效率的专业化生产。
为使散件具有互换性,必须保证散件的尺寸、几何形状和相互位置以及表面粗糙度技术要求的一致性。
就尺寸而言,互换性要求尺寸的一致性,但并不是要求散件都准确地制成一个指定的尺寸,而只是要求在某一合理的范围之内。
对于相互结合的散件,这个范围既要保证相互结合的尺寸之间形成一定的关系,以满足不同的使用要求;又要在制造上是经济合理的,这样就形成了“极限与配合”的概念。
由此可见,“极限”是用于协调机器散件使用要求与制造经济性之间的矛盾;“配合”则是反映散件组合时相互之间的关系。
因此,极限与配合决定了机器散件相互配合的条件和状况,直接影响到产品的精度、性能和使用寿命,它是评定产品质量的重要技术指标。
极限与配合的标准化,是使机械工业能广泛组织专业化协作生产、实现互换性的一个基本条件,对发展我国机械工业起着极为重要的作用。
由于极限与配合标准应用广泛,影响深远,涉及到各个工业部门,所以国际标准化组织(ISO)和世界各主要工业国家对它都给予高度的重视,并认为它是特别重要的基础标准之一。
东江科技(深圳)有限公司目前正在积极推行从设计、制造、试模、运输、保养、品检等一系列环节上的标准化工作,《极限与配合》则是我们建立所有这些标准的一个基础性工作。
一、极限与配合的发展与现状1.极限与配合制的萌芽极限与配合制的萌芽出现在资本主义机器大工业生产代替手工业生产的历史变革中。
机器的产生是工业革命的起点,而工业革命则大大促进了机器制造业的发展。
机器的制造由初期的单件生产发展到小批、大批量生产,散件的加工由效率很低的“配件”方式发展到高效率的“互换性”生产,即按分工协作的原则组织生产。