三角螺纹刀具及安装
- 格式:ppt
- 大小:1.67 MB
- 文档页数:12
刀具安装方法夹具安装引言在生产和制造过程中,刀具的安装是非常重要的环节。
正确的刀具安装可以保证切削工具的性能和切削质量,并且有助于延长刀具的使用寿命。
本文将介绍刀具的常见安装方法和夹具安装的注意事项。
刀具安装方法刀具的安装方法各不相同,具体的选择应根据切削过程和刀具类型来决定。
以下是几种常见的刀具安装方法。
夹紧式安装夹紧式安装是最常见的刀具安装方法之一。
它通过夹持刀具的刀柄或刀片,将其固定在刀夹或夹头上。
夹紧式安装适用于绝大多数刀具,包括铣刀、车刀、钻头等。
夹紧式安装的具体步骤如下:1. 准备合适的夹具,根据刀具尺寸选择合适的夹口。
2. 将刀具插入夹具,并使用夹头或刀夹夹紧刀具。
夹头应尽可能均匀地夹住刀具,确保刀具固定牢靠。
3. 使用扳手或扳手钩调整夹具,确保刀具的夹紧力适中,既不会滑动,也不会损坏刀具。
压接式安装压接式安装适用于一些特殊的刀具,例如刀片和刮刀。
它通过利用压接力将刀具固定在夹具上。
压接式安装的具体步骤如下:1. 准备合适的夹具,确保夹具与刀具的形状和尺寸匹配。
2. 将刀具放置在夹具上,并适当调整刀具位置。
3. 使用压接工具将刀具和夹具结合在一起。
注意要均匀施加压力,确保刀具牢固固定。
螺纹式安装螺纹式安装适用于某些特殊的刀具,例如螺旋刀、攻丝刀等。
它通过螺纹连接的方式将刀具安装在机床主轴或刀柄上。
螺纹式安装的具体步骤如下:1. 准备合适的螺纹刀具和螺纹接口。
2. 将刀具的纹路与螺纹接口对齐,并将刀具插入接口。
3. 顺时针转动刀具,直至螺纹接口紧固,注意不要用过大的力气,以免损坏刀具或接口。
夹具安装注意事项夹具是安装刀具的关键部件,正确的夹具安装能够确保切削过程的稳定性和准确性。
以下是夹具安装的一些注意事项。
1. 选择合适的夹具和夹口尺寸,确保与刀具形状和尺寸相匹配。
使用过小或过大的夹具都会对刀具的安装产生负面影响。
2. 夹具的夹持力要适中,既不能太松,以免刀具滑动或掉落,也不能太紧,以免损坏刀具。
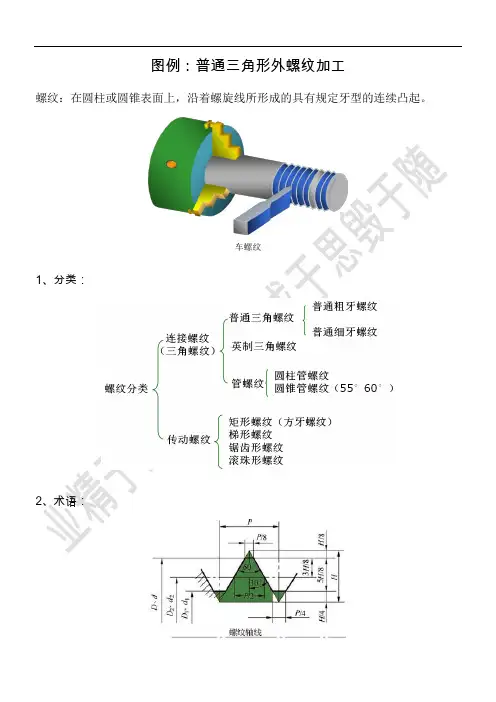
图例:普通三角形外螺纹加工
螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
车螺纹
1、分类:
2、术语:
3、标注:
一、螺纹车削原理
车床主轴与刀具之间必须保持严格的运动关系:即主轴(工件)每旋转一周,刀具均匀地移动一个导程的距离。
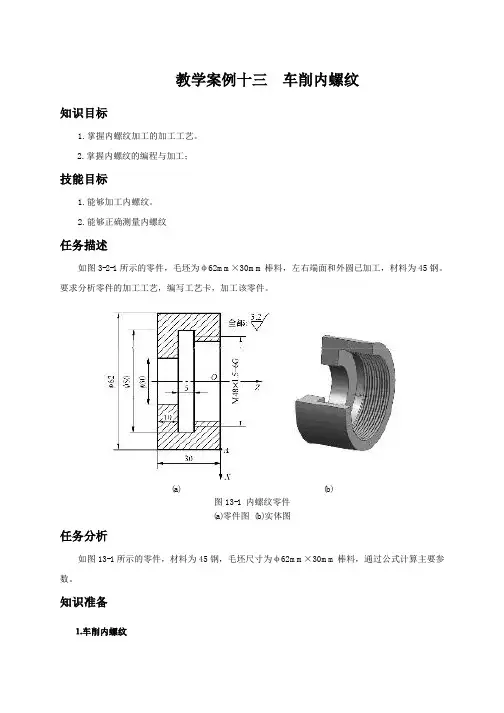
二、普通外螺纹的车削加工工艺流程
三、分析零件图
五、刀具安装
1、安装要点:刀尖分角线垂直于工件轴线
六、机床调整
mm、是车公制螺纹、(含梯形螺纹);mπ、是车蜗杆的(模数螺纹或公制蜗杆);DP/1"π、是车径节螺纹的(英制蜗杆);n/1"、是车英制螺纹(每英吋多少牙);
2、主轴箱调整
3、交换齿轮箱调整:调整交换齿轮
5、开合螺母调整
6、倒顺车车削
7、进刀方式
七、检测
八:小结:直进法车削螺纹
1、重点
“一”:一个方向进刀;“二”:二刀刃同时切削;“大”:刀具受力大;“小”适用于小螺距加工。
2、难点
正反车:车削螺纹时,双手协调动作
右手:操纵横向手柄,控制进退刀;
左手:操纵主轴手柄,控制正反车。
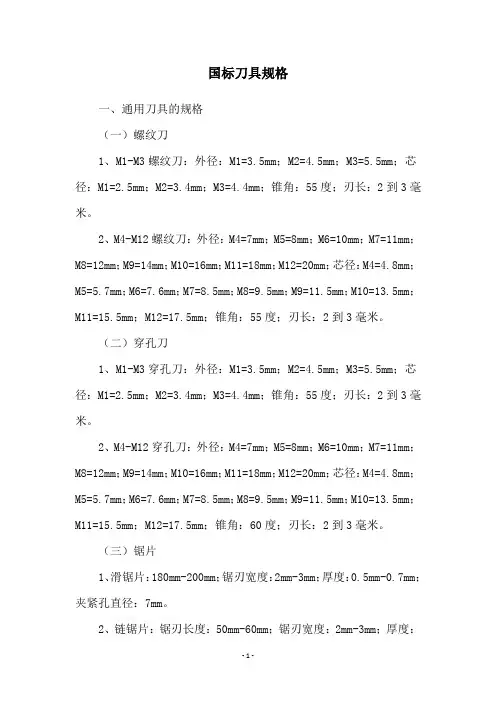
国标刀具规格一、通用刀具的规格(一)螺纹刀1、M1-M3螺纹刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12螺纹刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:55度;刃长:2到3毫米。
(二)穿孔刀1、M1-M3穿孔刀:外径:M1=3.5mm;M2=4.5mm;M3=5.5mm;芯径:M1=2.5mm;M2=3.4mm;M3=4.4mm;锥角:55度;刃长:2到3毫米。
2、M4-M12穿孔刀:外径:M4=7mm;M5=8mm;M6=10mm;M7=11mm;M8=12mm;M9=14mm;M10=16mm;M11=18mm;M12=20mm;芯径:M4=4.8mm;M5=5.7mm;M6=7.6mm;M7=8.5mm;M8=9.5mm;M9=11.5mm;M10=13.5mm;M11=15.5mm;M12=17.5mm;锥角:60度;刃长:2到3毫米。
(三)锯片1、滑锯片:180mm-200mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
2、链锯片:锯刃长度:50mm-60mm;锯刃宽度:2mm-3mm;厚度:0.5mm-0.7mm;夹紧孔直径:7mm。
(四)锯片安装座1、滑锯片:外径:14mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。
2、链锯片:外径:16mm-20mm;内径:7mm;长度:40mm-50mm;厚度:6mm-8mm。

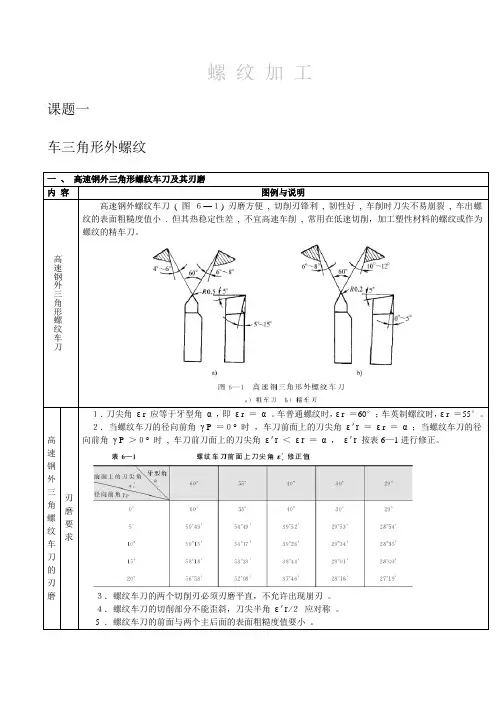
螺纹加工课题一车三角形外螺纹一、高速钢外三角形螺纹车刀及其刃磨内容图例与说明高速钢外三角形螺纹车刀高速钢外螺纹车刀( 图6—1) 刃磨方便, 切削刃锋利, 韧性好, 车削时刀尖不易崩裂, 车出螺纹的表面粗糙度值小. 但其热稳定性差, 不宜高速车削, 常用在低速切削,加工塑性材料的螺纹或作为螺纹的精车刀。
高速钢外三角螺纹车刀的刃磨刃磨要求1.刀尖角ε r 应等于牙型角α ,即ε r =α 。
车普通螺纹时,ε r =60°;车英制螺纹时,ε r =55°。
2.当螺纹车刀的径向前角γ P =0°时,车刀前面上的刀尖角ε ′ r =ε r =α ;当螺纹车刀的径向前角γ P >0°时, 车刀前刀面上的刀尖角ε ′ r <ε r =α ,ε ′ r 按表6—1进行修正。
3.螺纹车刀的两个切削刃必须刃磨平直,不允许出现崩刃。
4.螺纹车刀的切削部分不能歪斜,刀尖半角ε ′ r ∕2应对称。
5 .螺纹车刀的前面与两个主后面的表面粗糙度值要小。
高速钢外三角螺纹车刀的刃磨刃磨注意事项1.粗磨有径向前角的螺纹车刀时,应使刀尖角略大于牙型角,待磨好前角后,再修磨两刃夹角。
2.刃磨高速钢螺纹车刀时, 应选用细粒度砂轮( 如粒度号80的氧化铝砂轮)。
3.刃磨时车刀对砂轮的压力应小于一般车刀,并常浸水冷却,以防过热引起退火。
4.螺纹车刀在刃磨过程中,应在砂轮表面水平方向缓慢移动,这样容易使车刀刃口刃磨平直,表面粗糙度值小。
5.刃磨车削窄槽或高台阶螺纹的螺纹车刀时,应将螺纹车刀进给方向一侧的刀刃磨短些( 图6—2), 以有利于车削时退刀。
图6-2 车削窄槽、高台阶螺纹的车刀高速钢外三角螺纹车刀的刃磨刃磨步骤以6×16×200mm高速钢刀片刃磨图6—1精车刀为例1.刃磨左侧进给方向后刀面,控制刀尖半角εr/2 及后角αOL(αO+ψ)。
此时刀杆与砂轮圆周夹角约εr/2,刀面向外侧倾斜α+ψ,刀头上翘5°。
车工教学:三角螺纹刀刃磨引言车工是机械加工中非常重要的一项工艺,它包括许多不同的技巧和工具的使用。
其中,对于三角螺纹刀刃的磨削是车工过程中必不可少的一环。
本文将向大家介绍如何正确地对三角螺纹刀刃进行磨削。
准备工具在开始磨削三角螺纹刀刃之前,我们需要准备以下工具:1.磨刀石2.精密尺3.螺纹规4.透明标尺5.磨刀机或手工磨削设备步骤下面是对三角螺纹刀刃进行磨削的基本步骤:1.第一步是确定加工对象的尺寸和要求。
使用精密尺和螺纹规来测量加工对象的直径、螺距和刀刃的角度等参数。
将这些参数记录下来,以便后续磨削时参考。
2.将三角螺纹刀具固定在磨刀机上。
如果没有磨刀机,可以使用手工磨削设备,如手持磨石。
确保刀具牢固地固定在磨刀机上,以免在磨削过程中产生意外。
3.开始粗磨刀刃。
使用磨刀石进行粗磨,注意保持一定的角度和方向,以保证刀刃的整体形状和角度。
磨削时可以根据需要反复测量刀具,并将其与加工对象进行对比,以确保达到所需尺寸和形状。
4.进行细磨刀刃。
在粗磨后,使用磨刀石进行细磨,将刀刃的表面进行光滑处理。
细磨时需要特别注意保持刀刃的整体形状和角度,并不断检查和测量,以确保达到所需的精度要求。
5.检查和修正刀刃的角度和形状。
完成磨削后,使用透明标尺和螺纹规再次测量刀刃的角度、尺寸和形状,与加工对象进行对比。
如果发现任何偏差或不符合要求的地方,需要进行修正。
修正时可以使用细磨或重新磨削的方式,直到刀刃满足要求为止。
6.结束磨削过程。
完成磨削后,检查刀刃的整体质量和外观。
清洁刀具,并将其放置在安全的位置,以防止损坏或刀刃变钝。
注意事项在进行三角螺纹刀刃磨削时,需要注意以下事项:•确保工作环境安全和整洁,避免发生意外。
•磨削时保持稳定的手势和动作,以免误伤自己或其他人。
•保持磨刀石的湿润,以防止过热和磨削效果降低。
•注意磨削的角度和方向,以确保刀刃的整体形状和角度。
•运用透明标尺和螺纹规等工具进行测量,以确保刀刃满足要求。
三角形螺纹的加工方法
嘿,朋友们!今天咱就来好好聊聊三角形螺纹的加工方法。
你知道吗,三角形螺纹就像是一件精巧的艺术品等待被雕琢。
加工它可不简单哦,就好比要打造一件专属的礼物。
首先,准备工作得做好呀!就像出征前要整理好装备一样。
选好合适的刀具,这可不能马虎,不然怎么能做出漂亮的螺纹呢?“工欲善其事,必先利其器”嘛!然后呢,调整好机床的参数,这就像是给机床注入了灵魂,让它能和咱默契配合。
开始加工啦!刀具就像一位勇敢的战士,冲向那坚硬的材料,一点一点地刻画出螺纹的形状。
看着那材料在机床上旋转,螺纹慢慢显现出来,哇,那种成就感简直爆棚!“嘿,这不就有了嘛!”就好像看着自己亲手培育的花朵绽放了一样惊喜。
在加工过程中,可得时刻关注着,不能有一丝马虎。
就像照顾一个小婴儿,稍有不慎可能就出问题啦。
如果不小心刀具磨损了,那可不得了,得赶紧换,可不能让它影响了咱们的“大作”呀!
加工三角形螺纹,需要耐心和细心。
这可不是一朝一夕就能掌握的技能,得不断地练习,不断地摸索。
“哎呀,这不就是个技术活嘛”,但是一旦掌握了,那可就牛啦!
总之,三角形螺纹的加工方法虽然有挑战性,但只要咱用心去学,用心去做,就一定能做出漂亮的螺纹来。
所以啊,大家可别害怕困难,勇往直前地去尝试吧!。
国标3分螺纹【原创实用版】目录1.国标 3 分螺纹的定义和标准2.国标 3 分螺纹的特点和应用3.国标 3 分螺纹的测量方法和安装注意事项正文一、国标 3 分螺纹的定义和标准国标 3 分螺纹,又称为 M3 螺纹,是按照我国国家标准 GB/T193-1981《普通螺纹》所规定的一种螺纹标准。
它是一种广泛应用的螺纹类型,主要用于连接和固定零件,传递力和运动。
在机械制造、仪器仪表、汽车、摩托车等行业中均有应用。
二、国标 3 分螺纹的特点和应用1.特点国标 3 分螺纹的主要特点如下:(1)螺距:国标 3 分螺纹的螺距为 1mm,即每旋转一圈,螺纹前进1mm。
(2)牙型:国标 3 分螺纹的牙型为三角形,其顶角为 60°,牙根圆角半径为 0.5mm。
(3)公差:国标 3 分螺纹的公差等级为 A、B、C 三级,其中 A 级公差最小,C 级公差最大。
2.应用国标 3 分螺纹广泛应用于各种机械设备的连接和固定,如螺纹孔、螺纹轴、螺母、螺栓等。
此外,它还可用于制作螺纹孔的刀具和量具,如丝锥、板牙、螺纹量规等。
三、国标 3 分螺纹的测量方法和安装注意事项1.测量方法测量国标 3 分螺纹的方法主要有以下几种:(1)使用螺纹量规:螺纹量规是一种专门用于测量螺纹尺寸的量具,可测量螺纹的外径、内径、螺距、牙高等参数。
(2)使用三针测量法:三针测量法是一种常用的螺纹测量方法,通过三个测量针的相互配合,可测量螺纹的直径、螺距、牙高等参数。
2.安装注意事项(1)在选择螺纹连接件时,应根据被连接零件的材料、厚度、强度等因素,选择合适的螺纹规格和公差等级。
(2)在安装螺纹连接件时,应确保螺纹的清洁和润滑,以减少摩擦和磨损。
(3)在拧紧螺纹连接件时,应按照规定的扭矩进行拧紧,以保证连接件的紧固力达到设计要求。