成形工艺基础砂型铸造
- 格式:pptx
- 大小:2.25 MB
- 文档页数:70
砂型铸造的特点及应用范围砂型铸造是一种常见的金属铸造工艺,其特点和应用范围非常广泛。
下面我将详细介绍砂型铸造的特点及应用范围。
一、砂型铸造的特点:1. 灵活性强:砂型铸造适用于各种不同材料的铸造,包括铁、钢、铜、铝等多种金属材料。
同时,砂型铸造还能够制造复杂形状的铸件,满足不同行业的需要。
2. 成本低:相比其他金属铸造工艺,砂型铸造的成本相对较低。
砂型铸造所需的原料——砂、石膏等非常常见且廉价,而且制作砂型的工艺也相对简单,降低了制造成本。
3. 生产周期短:砂型铸造的生产周期相对较短。
制作砂型的过程相对简单,可以快速完成,并且对于大批量生产具有较高的效率。
这使得砂型铸造成为一种非常快速的金属成型工艺。
4. 精度较差:相比其他铸造工艺,砂型铸造的精度相对较差。
砂型铸造的铸件表面容易产生砂眼、夹渣等缺陷。
因此,在一些对精度要求较高的行业,如航空、汽车等,砂型铸造应用相对有限。
5. 铸造尺寸范围广:砂型铸造适用于不同尺寸的铸件。
小型铸件可以使用手工制作砂型,而大型铸件可以采用自动化设备制作砂型。
二、砂型铸造的应用范围:1. 机械制造:砂型铸造在机械制造行业中应用广泛。
可以用于生产各种机械零部件,如机床床身、机械箱体、机械零件等。
砂型铸造可以用来制造各种不同材料的金属件,满足机械制造行业的需求。
2. 汽车工业:砂型铸造在汽车工业中也有重要的应用。
可以用来制造发动机缸体、曲轴、活塞、减震器等关键零部件。
砂型铸造具有生产周期短、成本低的优势,适合汽车工业中对大批量生产的需求。
3. 船舶工业:砂型铸造在船舶工业中也有广泛的应用。
可以用来制造船体、推进器、螺旋桨等部件。
船舶工业对于零件的尺寸要求较大,砂型铸造可以满足这一要求。
4. 石油化工:砂型铸造在石油化工行业中也有应用。
可以制造石油钻探设备的关键零部件,如钻井头、套管等。
砂型铸造可以满足对于大尺寸、大负荷的工作环境的要求。
5. 冶金行业:砂型铸造在冶金行业中也有重要的应用。
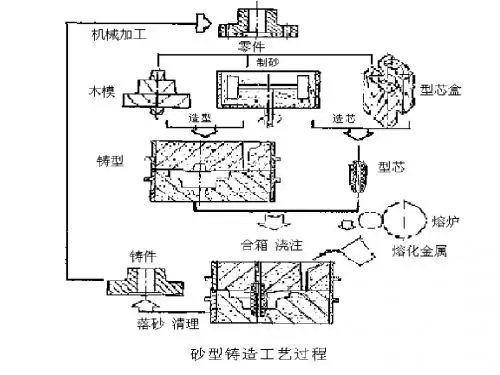
砂型铸造的工艺过程
砂型铸造的工艺过程
砂型铸造是一种制造金属零件的重要工艺,它主要是通过在成型模具中注入熔融金属,浇铸成型件,再经过热处理加工成型。
砂型铸造包括三个基本步骤:模具制作、铸件制作、热处理加工。
下面就来详细介绍下砂型铸造的工艺步骤:
一、模具制作
模具制作是砂型铸造工艺中的第一步,它根据铸件图纸要求而制作出的由砂型铸造砂组成的砂型,用于成型铸件。
由于型腔之间的温度差,因而在型腔内注入的熔融金属就会凝固成所需的形状。
1、首先,根据铸件图纸,设计砂型,这里需要考虑型腔的形状、位置、尺寸、回转角度等。
2、其次,根据砂型的设计图,按照由大而小的尺寸,用砂型铸造砂组合成型腔。
3、最后,将模具的砂型组成的型腔固定位置,制作好模具。
二、铸件制作
铸件制作是砂型铸造工艺中的第二步,其主要是将熔融金属倒入模具内,然后进行铸造,以便形成所需的金属铸件。
1、首先,根据铸件图纸规定的材料,将相应的金属材料加入电熔炉中,加热熔融,获得所需的熔融金属。
2、其次,将熔融金属倒入模具内,使其填满模具内的型腔。
3、最后,将模具放入电熔炉中,进行熔炼,当金属凝固时,就
可以取出模具,打开模具,拆出金属铸件。
三、热处理加工
热处理加工是砂型铸造工艺中的第三步,它主要是利用加热和冷却等技术,对砂型铸件进行处理,改变其物理性能,以满足使用要求。
1、首先,将打磨干净的金属铸件放入热处理炉内。
2、其次,根据铸件所需的性能要求,设定加热温度、保温时间、冷却速度等参数。
3、最后,将热处理完成的金属铸件拆出热处理炉,进行粗抛光处理,完成砂型铸造工艺。
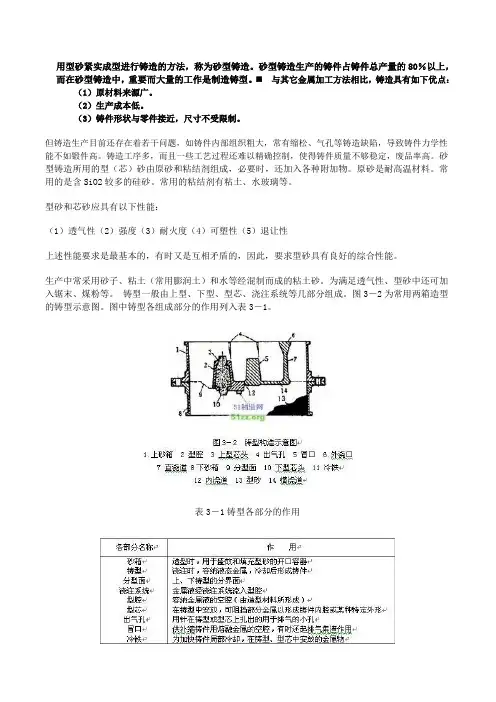
用型砂紧实成型进行铸造的方法,称为砂型铸造。
砂型铸造生产的铸件占铸件总产量的80%以上,而在砂型铸造中,重要而大量的工作是制造铸型。
与其它金属加工方法相比,铸造具有如下优点:(1)原材料来源广。
(2)生产成本低。
(3)铸件形状与零件接近,尺寸不受限制。
但铸造生产目前还存在着若干问题,如铸件内部组织粗大,常有缩松、气孔等铸造缺陷,导致铸件力学性能不如锻件高。
铸造工序多,而且一些工艺过程还难以精确控制,使得铸件质量不够稳定,废品率高。
砂型铸造所用的型(芯)砂由原砂和粘结剂组成,必要时,还加入各种附加物。
原砂是耐高温材料。
常用的是含SiO2较多的硅砂。
常用的粘结剂有粘土、水玻璃等。
型砂和芯砂应具有以下性能:(1)透气性(2)强度(3)耐火度(4)可塑性(5)退让性上述性能要求是最基本的,有时又是互相矛盾的,因此,要求型砂具有良好的综合性能。
生产中常采用砂子、粘土(常用膨润土)和水等经混制而成的粘土砂。
为满足透气性、型砂中还可加入锯末、煤粉等。
铸型一般由上型、下型、型芯、浇注系统等几部分组成。
图3-2为常用两箱造型的铸型示意图。
图中铸型各组成部分的作用列入表3-1。
表3-1铸型各部分的作用型芯的作用及形成3、型芯是砂型中的重要组成部分,在制造中空铸件或有妨碍起模的凸台铸件时,往往要使用型芯。
常用的型芯有:(1)水平型芯,(2)垂直型芯,(3)悬臂型芯,(4)悬吊型芯,(5)引伸型芯(有利于取模),(6)外型芯(可使三箱造型变为两箱造型)等。
图3-3是上述几种型芯的示意图。
造型方法按砂型紧实方式分为手工造型和机器造型两大类。
手工造型手工造型是全部用手工或手动工具紧实型砂、制成砂型的造型方法。
其优点是操作方便,灵活性强,特别适合于单件小批生产。
用机器全部完成或至少完成紧砂操作的造型方法称为机器造型。
按紧砂和起模方式不同,有多种不同类型的机器造型方法及相应的造型机。
手工造型工序流程。
根据铸件结构、生产批量和生产条件,可选用不同的手工造型方法。
简述铸造成型的工艺特点铸造成型是一种重要的制造工艺,采用这种工艺可以制造出大量高质量的零部件和组件。
不同的铸造成型工艺有着各自独特的特点,本文将按照工艺类别对其各自的特点进行简述。
一、砂型铸造砂型铸造是应用最广泛的一种铸造成型工艺。
其工艺特点主要有以下几个方面:1. 砂型制作灵活,能够适应各种形状、大小、结构的铸件制作。
2. 砂型材料便宜,易得,能够降低成本,提高生产效率。
3. 砂型铸造适用于各种铸造材料,包括铸铁、铸钢、铝合金等材料。
4. 砂型铸造的表面质量较差,需要进行后续处理和加工,才能达到要求。
二、压铸工艺压铸是另一种常见的铸造成型工艺,其工艺特点主要有以下几个方面:1. 压铸制品表面质量高,尺寸精度高,能够生产出复杂、高精度的零部件和组件。
2. 压铸工艺节约原材料,减少成本,提高生产效率。
3. 压铸同时还能够进行镁合金、铝合金、铜合金等各种工程材料铸造,可满足不同领域的需要。
三、熔模铸造熔模铸造是一种相对高级的工艺,其工艺特点主要有以下几个方面:1. 熔模铸造制品的表面质量和尺寸精度都非常高,能够铸造出复杂形状和高精度的铸件,适用于生产高质量的小批量铸件。
2. 熔模铸造适用于铸造高熔点,难加工的合金,如钨合金等。
3. 熔模铸造的模具寿命长,可反复使用,具有较高的经济效益,但是模具的制造成本也较高。
四、连铸工艺连铸是大型铸造工艺中的一种,其工艺特点主要有以下几个方面:1. 连铸生产效率高,适用于大规模、长期稳定的铸造生产。
2. 连铸制品表面质量好,尺寸精度高,适用于生产大量定尺的铸件。
3. 连铸适用于各种合金的铸造生产,包括铝合金、铜合金、钢等。
总体而言,铸造成型是一种非常常用的制造工艺。
不同的工艺具有各自的优缺点,工程师和制造商需要根据铸件特点和生产需要综合选择具体的铸造成型工艺,以平衡成本、质量和生产效率等因素。
粉末冶金成型砂型铸造的工艺流程工艺流程如下:1.设计模具:首先,根据待生产的零部件的形状和尺寸,设计出相应的模具。
模具的设计需要考虑到零部件的几何形状、材料特性以及加工要求等因素。
2.制备粉末:选取适合的金属材料,通过粉末冶金的方法制备所需的金属粉末。
制备过程中需要考虑金属粉末的粒度、成分和形状等因素,以保证最终产品的质量。
3.砂型制备:在模具中放置一层砂子,并将其压实以形成一个砂型。
砂型需要具备一定的强度和稳定性,以承受后续的金属充填和加工过程。
4.充填金属粉末:将事先制备好的金属粉末均匀地充填到砂型中。
充填过程中需要特别注意金属粉末的分布和密度,以确保最终产品的均匀性和密实度。
5.加压成型:在金属粉末充填完成后,对砂型进行加压成型。
加压的力度需要根据具体的工艺要求进行调整,以确保金属粉末的密实度和形状的准确性。
6.烧结工艺:将加压成型完成的砂型置于烧结炉中进行烧结工艺。
烧结的温度和时间需要根据金属粉末的种类和要求进行设定,以使金属粉末颗粒之间发生了扩散和凝聚,形成了致密的金属件。
7.去砂和清理:经过烧结后,待铸造的金属件被固化在砂型中。
这时,需要将砂型进行去砂和清理的工艺处理,以将金属件从砂型中完整地取出,并清除可能残留的砂粒和其他杂质。
8.补修和整形:去砂和清理完成后,对金属件进行补修和整形。
这包括对可能出现的瑕疵、凹凸不平或其他缺陷进行修复和矫正,以达到设计和质量要求。
9.精加工和表面处理:最后,经过补修和整形的金属件需要进行必要的精加工和表面处理。
这包括对尺寸、光洁度、硬度等进行检查和调整,以满足最终产品的要求。
综上所述,粉末冶金成型砂型铸造是一个相对复杂的工艺流程,但它能够制造出具有高质量和复杂结构的金属件。
这一技术在汽车、航空航天、电子等行业中得到了广泛的应用,并为传统铸造工艺的改进和发展提供了强大的技术支持。
粉末冶金成型砂型铸造的工艺流程粉末冶金成型砂型铸造是一种先进的金属制造工艺,它融合了粉末冶金和铸造技术的优势,能够制造出复杂形状、高精度的零部件。
下面将介绍这一工艺的具体流程。
粉末冶金成型砂型铸造的工艺流程包括原料准备、模具制造、粉末充填、压实成型、烧结、浸渍、热处理和后续加工等步骤。
在进行这一工艺之前,首先需要准备好金属粉末、粘结剂、砂型等原料。
模具制造是整个工艺流程的第一步。
模具的设计和制造直接影响到最终产品的质量和形状。
通常情况下,模具可以采用3D打印或传统加工工艺制造而成。
在模具制造完成后,就可以进行粉末充填的工序了。
粉末冶金是将金属粉末和粘结剂混合,然后填充到模具中,经过压实成型后得到所需形状的零件。
压实成型是通过高压使粉末颗粒之间产生变形和结合,从而形成密实的零件。
这一步是整个工艺中最关键的环节之一。
接下来是烧结工艺。
在高温下,粉末中的粘结剂会烧结成为一种固体结构,从而使得粉末颗粒之间结合更加牢固。
烧结后的零件具有一定的强度和硬度,但还需要进行后续处理才能得到最终的产品。
浸渍工艺是将烧结后的零件浸入液态金属中,使其表面形成一层金属皮。
这样可以提高零件的密封性和耐腐蚀性。
浸渍后的零件还需要进行热处理,以消除内部应力和提高材料的性能。
经过热处理和后续加工,粉末冶金成型砂型铸造的零件就可以得到最终的形态。
这些零件通常具有高精度、复杂形状和良好的性能,可以广泛应用于航空航天、汽车制造、电子设备等领域。
总的来说,粉末冶金成型砂型铸造是一种高效、精密的制造工艺,能够满足复杂零件的生产需求。
通过粉末冶金成型砂型铸造,可以实现金属材料的高效利用,提高生产效率,降低成本,推动制造业的发展。
希望通过不断的技术创新和工艺改进,粉末冶金成型砂型铸造能够为各行各业带来更多的惊喜和发展机遇。
砂型铸造的工艺流程砂型铸造是一种常见的铸造工艺,用于制造各种金属零件。
下面,我将介绍一下砂型铸造的工艺流程。
首先,选择适合的铸造砂料。
铸造砂料通常由一种或多种天然或人工砂料组成,如石英砂、膨胀砂和粘土等。
这些砂料具有良好的耐火性和流动性。
接下来,准备铸型。
铸型通常由两部分构成,一部分是上模,一部分是下模。
上模是用于形成零件外表面的模具,下模用于形成零件的内部和底部。
根据零件的设计要求,将上下模制作成相应的几何形状。
然后,将上下模合并成一个完整的铸型。
上模和下模之间通常需要设有进料和排气系统。
进料系统用于将熔融金属引导到模腔,并填满整个零件。
排气系统用于排除模腔内的气体,以防止产生气泡。
接着,将铸型充填粘土砂料。
通过在铸型中加入一定量的濕砂,并使用振动或敲击方法使砂料均匀分布和密实,形成一个坚固的砂型。
这个过程被称为砂型充填。
然后,将砂型进行整型和整平。
使用各种工具和设备对砂型进行加工,以确保其与零件的设计要求一致。
去除不必要的砂块和砂角,并确保砂型表面平整。
接下来,进行预烘干和烘干。
将砂型放入烘炉中进行预烘干,以去除砂型中的残留水分。
然后,将砂型放入更高温度的烤箱中进行烘干,以确保砂型具有足够的强度和耐火性。
最后,进行金属浇注和冷却。
将预热的金属液体倒入铸型中,填满整个模腔,并保持一定的冷却时间,以确保熔融金属凝固成型。
一旦金属凝固,就可以取出铸件。
总的来说,砂型铸造是一种简单而有效的铸造工艺,适用于制造各种形状和大小的金属零件。
它具有成本低、生产周期短、适用范围广等优点,在各个行业中得到了广泛应用。
砂型铸造的工艺流程
砂型铸造是一种将熔化金属倒入预先制作好的砂型中,待金属冷却后,将砂型拆卸,得到所需零件的生产工艺。
以下是砂型铸造的一般工艺流程:
1. 设计制作模型:根据所需零件的图纸,设计制作一个模型,通常由木材、塑料或金属制成。
2. 铸型制备:将模型放置在砂箱中,砂箱一般由两块砂箱板组成,通过螺栓固定。
然后,在砂箱中铺一层薄沙作为分型剂。
3. 模型放置:将模型放置在一侧的砂箱板上,并且在其周围铺设砂料。
4. 砂料填充:缓慢倾倒砂料,使之填满砂箱,砂料应该充分振实。
5. 压实:用压实器将砂料压实,并确保与模型紧密贴合,排除气泡。
6. 砂箱封盖:将另一侧的砂箱板放置在上方,用螺栓固定好整个砂箱。
7. 翻模:将砂箱背面朝上放置,并小心地将砂箱板分离,即可取出模型。
8. 地宝制备:在砂箱上方留下一定的容积,用于接收金属液并形成零件的液态金属引流系统。
9. 浇注金属:将预先熔化的金属倒入地宝中,让金属充分流入所有的空腔部分。
10. 冷却固化:等待金属冷却,使之固化成型。
11. 拆模:将整个砂型放入震动机中,以震落砂粒,并将砂型拆开,得到铸件。
12. 修整加工:进行切割、打磨等加工工序,将铸件加工至最终形态。
13. 检验和清洁:对铸件进行质量检验和清洁处理。
14. 热处理:如果需要,对铸件进行热处理,以改变其物理性质。
15. 表面处理:进行喷砂、喷漆等表面处理工序,以增加铸件的美观度。
16. 完工入库:最终将铸件完成并入库。
请注意,以上的工艺流程可以针对不同的砂型铸造方法进行调整和修改。
(或无箱造型)造型方法(3)铸型的组成下砂箱上砂箱下砂型分型面上砂型型芯座型芯头型芯型腔型心通气孔通气孔出气孔内浇口横浇口直浇口外浇口61217①铸件的重要加工面应朝下如图,床身导轨平面朝下,卷筒内外圆表面侧立。
2.浇注位置的选择原则三浇注位置和分型面的选择§1.2造型工艺床身的浇注位置(铸铁)起重机卷筒的浇注位置上中下中上下18②铸件的大平面应朝下浇注位置和分型面的选择19③铸件的薄壁部分应放在下部浇注位置和分型面的选择上下起重机卷筒的浇注位置④应保证铸件实现定向凝固(如右图)20⑤应便于型芯的固定、安装和排气,并便于合型浇注位置和分型面的选择a)不合理b)合理榨油机缸体的浇注位置下上下上21分型面:指砂箱间的接触表面。
分型面一般只有一个,常为平面,有时为曲面。
三浇注位置和分型面的选择3.分型面的选择原则§1.2造型工艺起重臂的分型面上下①分型面应尽量采用平面22②分型面数量尽量少浇注位置和分型面的选择上中下上下a)b)绳轮分型面的选择23③尽量使铸件全部或大部分放在同一砂箱内(如下图)浇注位置和分型面的选择车床床身铸件分型面的选择12.51.62512.512.51.6下上a)不合理12.512.51.61.62512.5下上b)合理26③型芯头尺寸四工艺参数的选择§1.2造型工艺S/2HR3~R52SHad+sdSaR3~R5L+Sa)垂直芯头b)水平芯头型芯头的构造282.绘制铸造工艺图四工艺参数的选择§1.2造型工艺四工艺参数的选择图2-13衬套铸造工艺图(b)加工余量型芯头分型面起模斜度型芯上下2930四工艺参数的选择铸造圆角。