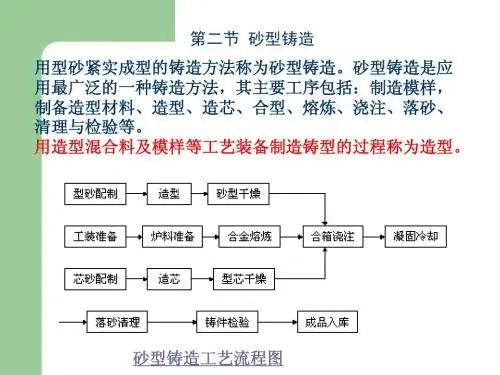
砂型铸造工艺流程图
- 格式:pdf
- 大小:997.67 KB
- 文档页数:1

砂型铸造工艺流程砂型铸造工艺流程图制作木模-造型-熔化-浇注-落砂-冒口拆除-检验入库熔模铸造工艺失蜡铸造现在称为熔模铸造。
这是一种很少切割或不切割的铸造工艺,是铸造行业的一项优秀技术。
它被广泛使用。
它不仅适用于各种类型和合金的铸造,而且可以生产出比其他铸造方法具有更高尺寸精度和表面质量的铸件,甚至复杂的、耐高温的、难以加工的、其他铸造方法难以铸造的铸件也可以通过熔模精密铸造来铸造。
熔模铸造是在古代蜡模铸造的基础上发展起来的。
作为一个古老的文明,中国是最早使用这项技术的国家之一。
早在公元前几百年,中国古代劳动人民就创造了这种失传的铸蜡技术,用来铸造钟鼎和具有各种精美图案和文字的器皿,如春秋时期曾侯乙墓的青铜板。
曾侯乙墓雕像板的底座是多条龙缠绕在一起,首尾相连,上下交错,形成一个中间镂空的多层云纹图案。
这些图案很难用普通的铸造工艺来制作,而失蜡法的铸造工艺可以利用石蜡无强度、易雕刻的特点,用普通的工具雕刻出与曾侯乙墓的雕像板相同的石蜡工艺品,然后加入浇注系统,经过上漆、脱蜡、浇注,得到精美的曾侯乙雕像板现代熔模铸造法在20世纪40年代实际应用于工业生产当时,航空喷气发动机的发展要求制造具有复杂形状、精确尺寸和光滑表面的耐热合金部件,如叶片、叶轮和喷嘴。
由于耐热合金材料难以加工,零件形状复杂,因此不可能或难以用其他方法制造。
因此,需要找到一种新的精确的成型工艺。
因此,现代熔模铸造法借鉴了古代传下来的失蜡铸造法,通过对材料和工艺的改进,在古代工艺的基础上取得了重要的发展。
因此,航空工业的发展促进了熔模铸造的应用,熔模铸造的不断改进也为航空工业进一步提高性能创造了有利条件。
中国在20世纪50年代和60年代开始将熔模铸造应用于工业生产此后,这种先入为主的铸造技术得到了极大的发展,并已广泛应用于航空、汽车、机床、船舶、内燃机、燃气轮机、电信仪器、武器、医疗器械、切割工具等制造业,以及工艺品的制造。
所谓的熔模铸造工艺简单地指用易熔材料(如蜡或塑料)制作易熔模型(称为熔模或模型),在其上涂覆几层特殊的耐火涂层,干燥并硬化形成整体外壳,然后用蒸汽或温水将外壳上的模型熔化,然后将外壳放入砂箱中,在其周围填充干砂,最后将模具放入穿透式烘烤器中进行高温烘烤(例如,当使用高强度外壳时,脱模后的外壳可以不造型直接烘烤)、模具或外壳熔模铸件尺寸精度高,一般可达CT4-6(砂型铸造CT10~13,压铸CT5~7)。
砂型铸造工艺流程(砂型铸造的8个基本步骤)砂型铸造工艺是以砂为主要造型材料制备铸型的一种铸造方法。
砂型铸造是最传统的铸造方法。
由于砂型铸造的自身特点(不受零件形状、大小、复杂程度及合金种类的限制,生产周期短,成本低),因此砂型铸造依旧是铸造生产中应用最广泛的铸造方法,尤其是单件或小批量铸件!传统砂型铸造工艺的基本流程有以下几步:配砂、制模、造芯、造型、浇注、落砂、打磨加工、检验等步骤砂型铸造工艺流程图砂型铸造工艺示意图1,混砂阶段,制备型砂和芯砂,供造型所用,一般使用混砂机放入旧图和适量黏土就行搅拌。
混砂机2,制模阶段,根据零件图纸制作模具和芯盒,一般单件可以用木模、批量生产可制作塑料模具或金属模(俗称铁模或钢模),大批量铸件可以制作型板。
现在模具基本都是用雕刻机所以制作周期大大缩短,制模一般需要2~10天不等。
铸造木模型板3,造型(制芯)阶段:包括了造型(用型砂形成铸件的形腔)、制芯(形成铸件的内部形状)、配模(把坭芯放入型腔里面,把上下砂箱合好)。
造型是铸造中的关键环节。
制芯造型4,熔炼阶段:按照所需要的金属成份配好化学成份,选择合适的熔化炉熔化合金材料,形成合格的液态金属液(包括成份合格,温度合格)。
熔炼一般采用冲天炉或者电炉(由于环保要求,冲天炉现在基本取缔,基本使用电炉)。
电炉熔炼铁水5,浇注阶段:用铁水包把电炉里融化的铁水注入造好的型里。
浇注铁水需要注意浇注的速度,让铁水注满整个型腔。
另外浇注铁水比较危险需要注意安全!铁水浇注6,清理阶段:浇注后等融熔金属凝固后,拿锤子去掉浇口并震掉铸件的砂子,然后使用喷砂机进行喷砂,这样铸件表面会显得很干净!对要求不严格的铸件毛坯经过检查基本就可以出厂了。
浇口去除机处理铸件喷砂机喷砂后的铸件7,铸件加工,对于一些有特别要求的铸件或一些铸造无法达到要求的铸件,可能需要简单加工。
一般使用砂轮或磨光机进行加工打磨,去掉毛刺,让铸件更光洁。
铸件简单打磨加工8,铸件检验,铸件检验一般在清理或加工阶段过程中,不合格的一般就已经发现挑出来了。
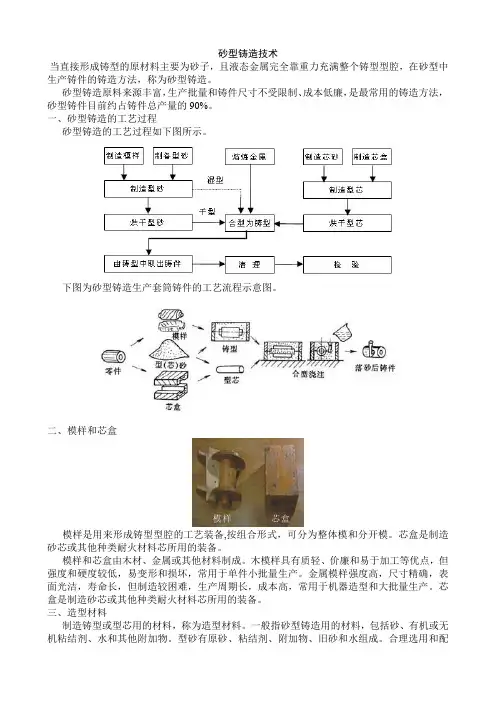
砂型铸造技术当直接形成铸型的原材料主要为砂子,且液态金属完全靠重力充满整个铸型型腔,在砂型中生产铸件的铸造方法,称为砂型铸造。
砂型铸造原料来源丰富,生产批量和铸件尺寸不受限制、成本低廉,是最常用的铸造方法,砂型铸件目前约占铸件总产量的90%。
一、砂型铸造的工艺过程砂型铸造的工艺过程如下图所示。
下图为砂型铸造生产套筒铸件的工艺流程示意图。
二、模样和芯盒模样是用来形成铸型型腔的工艺装备,按组合形式,可分为整体模和分开模。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
模样和芯盒由木材、金属或其他材料制成。
木模样具有质轻、价廉和易于加工等优点,但强度和硬度较低,易变形和损坏,常用于单件小批量生产。
金属模样强度高,尺寸精确,表面光洁,寿命长,但制造较困难,生产周期长,成本高,常用于机器造型和大批量生产。
芯盒是制造砂芯或其他种类耐火材料芯所用的装备。
三、造型材料制造铸型或型芯用的材料,称为造型材料。
一般指砂型铸造用的材料,包括砂、有机或无机粘结剂、水和其他附加物。
型砂有原砂、粘结剂、附加物、旧砂和水组成。
合理选用和配制造型材料,对提高铸件质量,降低成本具有重要意义。
(铸型是指用型砂、金属或其他耐火材料制成,包括形成铸件形状的空腔、型芯和浇冒口系统的组合整体。
)造型材料应具有良好的流动性,以便于造出轮廓完整、清晰而准确的砂型(芯);足够的强度,可保证铸型在制造、搬运及浇注时,不致变形或毁坏;良好的透气性,可保证气体及时从液态金属中排出,避免铸件产生气孔缺陷;高的耐火度,可保证型砂在高温液态金属作用下不熔化,避免铸件产生粘砂缺陷。
四、造型和制芯造型是指用型砂、模样、砂箱等工艺装备制造砂型的过程。
制芯是将芯砂制成符合芯盒形状的砂芯的过程。
1 造型1)手工造型手工造型是全部用手工或手动工具完成的造型工序,主要有以下几种方法:(1)整体模造型特点:模样为一整体,分型面为一平面,型腔在同一砂箱中,不会产生错型缺陷,操作简单。

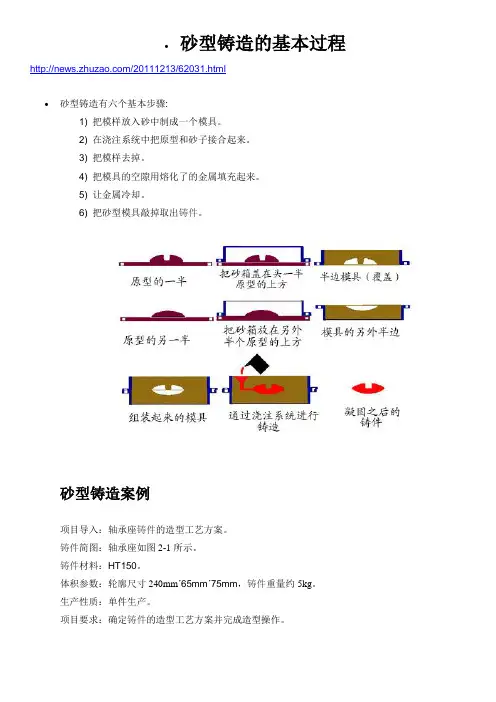
•砂型铸造的基本过程/20111213/62031.html•砂型铸造有六个基本步骤:1) 把模样放入砂中制成一个模具。
2) 在浇注系统中把原型和砂子接合起来。
3) 把模样去掉。
4) 把模具的空隙用熔化了的金属填充起来。
5) 让金属冷却。
6) 把砂型模具敲掉取出铸件。
砂型铸造案例项目导入:轴承座铸件的造型工艺方案。
铸件简图:轴承座如图2-1所示。
铸件材料:HT150。
体积参数:轮廓尺寸240mm´65mm´75mm,铸件重量约5kg。
生产性质:单件生产。
项目要求:确定铸件的造型工艺方案并完成造型操作。
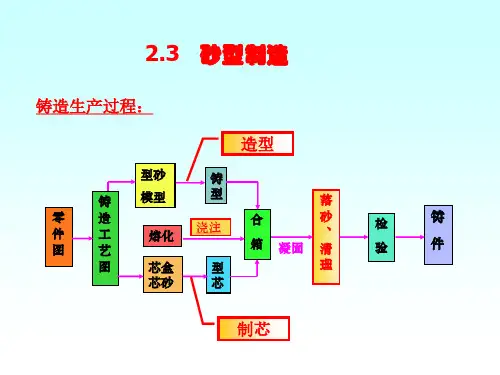
图2-1 轴承座将液体金属浇入用型砂捣实成的铸型中,待凝固冷却后,将铸型破坏,取出铸件的铸造方法称为砂型铸造。
砂型铸造是传统的铸造方法,它适用于各种形状、大小及各种常用合金铸件的生产。
套筒的砂型铸造过程如图2-2所示,主要工序包括制造模样型芯盒、制备造型材料、造型、制芯、合型、熔炼、浇注、落砂、清理与检验等。
图2-2 套筒的砂型铸造过程铸件生产前需根据零件图绘制出铸造工艺图,铸造工艺图是在零件图上用各种工艺符号及参数表示出铸造工艺方案的图形。
其中包括:浇注位置,铸型分型面,型芯的数量、形状、尺寸及其固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和布置等。
铸造工艺图是指导模样(型芯盒)设计、生产准备、铸型制造和铸件检验的基本工艺文件。
砂型铸造主要工序包括:(1) 根据零件图制造模样和型芯盒;(2) 配制性能符合要求的型(芯)砂;(3) 用模样和型芯盒进行造型和造芯;(4) 烘干型芯(或砂型)并合型;(5) 熔炼金属并进行浇注;(6) 落砂、清理和检验。
2.1.1 常用造型工模具1. 砂箱制造砂型时,需要用一种无底、无盖并围绕砂型的框架,以防型砂捣实时向外挤出,这种框架就叫做砂箱,砂箱的作用是便于造型,便于翻转砂型及搬运砂型。
砂箱可紧固着在它里面所捣实的型砂,它的四壁可承受金属液对型砂的侧压力,砂箱附有合型时的对准装置及吊运翻箱和夹紧装置,如图2-3所示。