基于ASME标准的焊接工艺管理系统
- 格式:pdf
- 大小:481.56 KB
- 文档页数:3


ASME标准与《焊接工艺评定规程》DLT868对比分析发表时间:2020-11-26T05:48:06.982Z 来源:《中国电业》(发电)》2020年第18期作者:孟正发[导读] 此外ASME标准中对其未收录的材料在焊接工艺评定记录方面要求更加的严格。
中国能源建设集团湖南火电建设有限公司湖南长沙 410015摘要:通过ASME标准和国标在焊接工艺评定记录进行对比分析表明,ASME标准在母材分组、母材评定厚度、评定的母材范围方面要求均高于DLT868标准,但ASME标准在母材管径的评定适用范围并不限制。
此外ASME标准中对其未收录的材料在焊接工艺评定记录方面要求更加的严格。
关键词:焊接工艺评定记录;对比分析;国标。
Abstract: The ASME and GB standard for welding procedure qualification record of the comparative analysis shows that ASME has higher requirement in standard in regarding base material grouping, qualified base material thickness, range of qualified base material than of the DLT868 standard. However, the ASME standard doesn’t limit the range of diameter of qualified base material. In addition, the ASME standard has much more rigorous requirement for testing of the material that not included in the welding procedure qualification. Keywords: welding procedure qualification record; comparison and analysis; GB standard.1 前言目前,锅炉、压力容器等行业对焊接工艺主要采用美国标准、欧洲标准、国际通用标准、国标或行业标准。
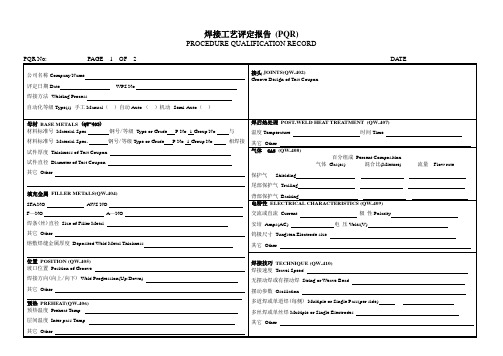
PROCEDURE QUALIFICATION RECORDPROCEDURE QUALIFICATION RECORDPQR No:PAGE 2OF 2DA TE拉伸试验 Tensile Test (QW-150)试件号SPEC. NO.宽Width厚Thickness面积Area极限载荷Ultimate Total Load抗拉强度MPaUltimate Unit Stress破坏性质及位置Type of Failure & Location弯曲试验 Guided—Bend Tests (QW-160)试件号SPEC. NO. 类型TYPE弯曲直径(mm)BEND DIATER结论Results 韧性试验Toughness Tests(QW-170)试件号SPEC. NO.试验位置Test Location试样尺寸(mm)Specimen Size试样型式Specimen type试验温度(℃)Test Temp.冲击值(J)Impact Values侧向膨胀 Lateral Exp. 落锤试验Drop Weight剪切面 %Shearmils 断裂Break不断 NoBreak焊工姓名Welder’s Name钢印号Stamp No.试验执行人Test conducted by试验编号Laboratory Test No.We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirement of Section Ⅸ of ASME Boiler and Pressure Vessel code.兹证明本报告所述均属正确,并且试验是根据ASME规范第Ⅸ卷的要求进行试件的准备、焊接和试验的。


ASME规范产品焊接管理的探讨摘要:ASME规范产品的建造是一项系统化的工作,焊接作为特殊工序是ASME规范产品中十分关键的控制环节。
本文对ASME规范产品建造过程中的焊接管理从质量体系建立、人员管理、焊接文件、焊材控制、焊接过程控制、焊缝返修等方面进行了分析和探讨。
关键词:ASME 钢印产品焊接管理质量控制1 ASME质量体系的建立公司根据ASME要求建立了ASME质量体系,编制了ASME质量手册及程序文件,首版2011年正式发布执行。
ASME质量控制手册是该质量控制体系的书面文字叙述,是ASME钢印产品质量控制的纲领性文件,公司员工在安装及制造规范产品时,必须严格遵照执行ASME规范、ASME质量手册和美国锅炉压力容器检验师总部检验规范的要求,不得违反。
ASME质量手册中包含“焊接管理”和“热处理”两个章节,程序文件中包含6个焊接相关的管理程序,内容涵盖了焊缝识别、缺陷返修、热处理、焊材管理、目视检验等工作。
工欲善其事必先利其器,ASME质量手册和程序文件的编制发布为钢印产品的建造奠定了坚实的管理基础。
2 人员管理ASME标准中对三种人员的有资质要求,即NDT检验人员、VT目视检验人员和焊工/焊接操作工。
NDT检验人员资质外部取证,VT检验人员的培训及授权由QC部负责。
焊工技能评定和焊工资质管理成为焊接管理的一项重要工作。
焊工技能评定需严格按照ASME IX执行。
ASME标准相对于国内标准而言焊工评定的适用范围是比较宽的,但是进行ASME焊工评定时需要注意焊接变素的限制。
在实际的焊工评定中,可依据规范要求,综合考虑各焊接变素及评定范围,合理的选取焊工评定(操作)方法、母材试件的尺寸、母材P-No.及焊材F-No.,尽可能的扩大焊工技能评定覆盖范围。
ASME规范产品的焊工资质管理是一项严谨而且持久的工作,焊工资质需严格控制并由专人进行管理维护。
每个合格焊工分配一个唯一焊工钢印号来识别。
依据焊工评定记录WPQ编制“已有资格焊工及焊接操作工一览表”,并定期根据焊工的实际操作活动更新和完善“焊工和焊接操作工资格连续操作记录”,以确保焊工资质有效。
ASME第Ⅸ卷与NB/T47014焊接工艺评定对比作者:胡广泽来源:《科技视界》 2013年第15期胡广泽(山东核电设备制造有限公司,山东海阳 265118)【摘要】2011年10月1日国家能源局正式发布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T 4708《钢制压力容器焊接工艺评定》。
新规范在很大程度上借鉴了ASME第Ⅸ卷。
本文对两者的不同之处进行了举例、对比,为工程技术人员在标准使用过程中给出笔者的见解。
【关键词】ASME第Ⅸ卷;压力容器;焊接工艺评定0引言2011年10月1日,国家能源局正式颁布了NB/T47014-2011《承压设备焊接工艺评定》,取代了之前的机械部所发布的JB/T4708。
其新的规范在很大程度上借鉴了ASME第Ⅸ卷,但其中又有很多不同点。
现在,很多企业在同时使用这两个标准,在使用过程中,对于一些细节很有可能互相串用,导致最终焊接工艺评定不能满足应用要求。
1 版本适用性对比ASME第Ⅸ卷对于版本的控制有固定的修订周期,并对旧版本进行焊接工艺评定进行认可。
一般情况是在每年的7月份做一次修订,每三年进行升版一次,中间年份使用增补的方式对规范进行修订。
我国国内压力容器焊接工艺评定规范没有固定的修订周期,且对旧版本的焊接工艺评定是否认可,要求不明确。
从JB/T4708-2000到目前的NB/T47014-2011,跨度11年,升版时间长,且不明确升版周期。
在执行过程中,可能会因为监管人员或企业技术人员各自理解不同,而造成要求不一致。
2 焊接工艺评定检验对比ASME第Ⅸ卷对于焊接工艺评定及焊工考试的要求是分开的,焊接工艺评定是考察的焊缝接头的力学、冲击等性能,焊工考试是考察焊工是否能够按照规范在缺陷限制范围内完成接头的焊接。
因此,对于焊接工艺评定接头,只规定了需要进行相关的理化试验,只要理化试验合格了,该工艺也就满足产品要求了,未要求焊缝表面检测及体积检测。