6.3零件图的尺寸标注资料
- 格式:ppt
- 大小:3.09 MB
- 文档页数:37
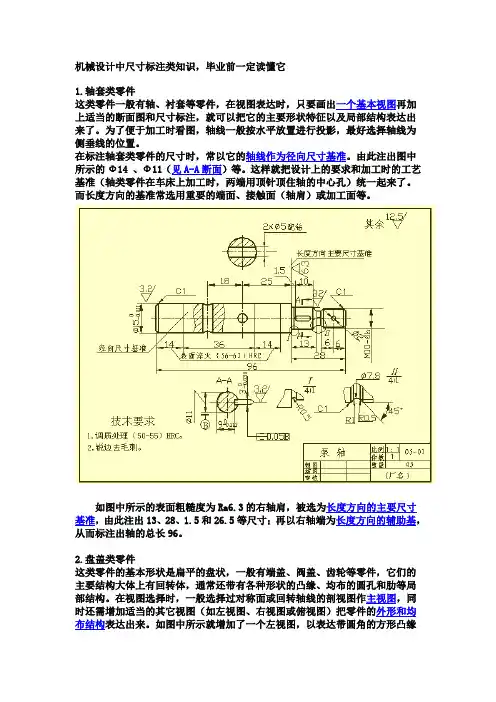
机械设计中尺寸标注类知识,毕业前一定读懂它1.轴套类零件这类零件一般有轴、衬套等零件,在视图表达时,只要画出一个基本视图再加上适当的断面图和尺寸标注,就可以把它的主要形状特征以及局部结构表达出来了。
为了便于加工时看图,轴线一般按水平放置进行投影,最好选择轴线为侧垂线的位置。
在标注轴套类零件的尺寸时,常以它的轴线作为径向尺寸基准。
由此注出图中所示的Ф14 、Ф11(见A-A断面)等。
这样就把设计上的要求和加工时的工艺基准(轴类零件在车床上加工时,两端用顶针顶住轴的中心孔)统一起来了。
而长度方向的基准常选用重要的端面、接触面(轴肩)或加工面等。
如图中所示的表面粗糙度为Ra6.3的右轴肩,被选为长度方向的主要尺寸基准,由此注出13、28、1.5和26.5等尺寸;再以右轴端为长度方向的辅助基,从而标注出轴的总长96。
2.盘盖类零件这类零件的基本形状是扁平的盘状,一般有端盖、阀盖、齿轮等零件,它们的主要结构大体上有回转体,通常还带有各种形状的凸缘、均布的圆孔和肋等局部结构。
在视图选择时,一般选择过对称面或回转轴线的剖视图作主视图,同时还需增加适当的其它视图(如左视图、右视图或俯视图)把零件的外形和均布结构表达出来。
如图中所示就增加了一个左视图,以表达带圆角的方形凸缘和四个均布的通孔。
在标注盘盖类零件的尺寸时,通常选用通过轴孔的轴线作为径向尺寸基准,长度方向的主要尺寸基准常选用重要的端面。
3.叉架类零件这类零件一般有拨叉、连杆、支座等零件。
由于它们的加工位置多变,在选择主视图时,主要考虑工作位置和形状特征。
对其它视图的选择,常常需要两个或两个以上的基本视图,并且还要用适当的局部视图、断面图等表达方法来表达零件的局部结构。
踏脚座零件图中所示视图选择表达方案精练、清晰对于表达轴承和肋的宽度来说,右视图是没有必要的,而对于T字形肋,采用剖面比较合适。
在标注叉架类零件的尺寸时,通常选用安装基面或零件的对称面作为尺寸基准。

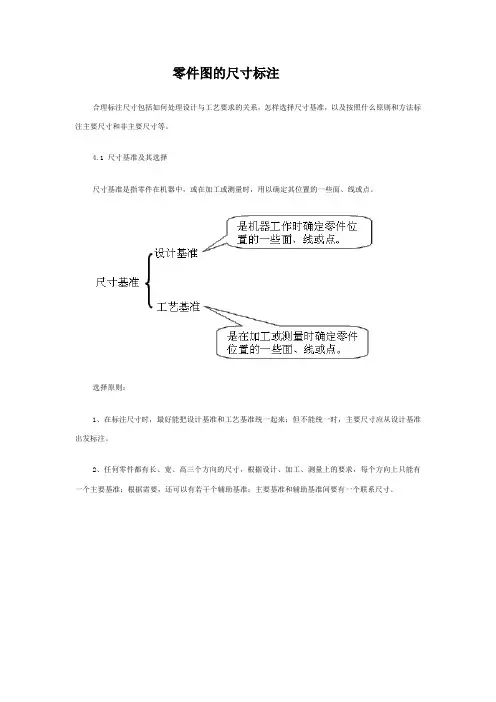
零件图的尺寸标注合理标注尺寸包括如何处理设计与工艺要求的关系,怎样选择尺寸基准,以及按照什么原则和方法标注主要尺寸和非主要尺寸等。
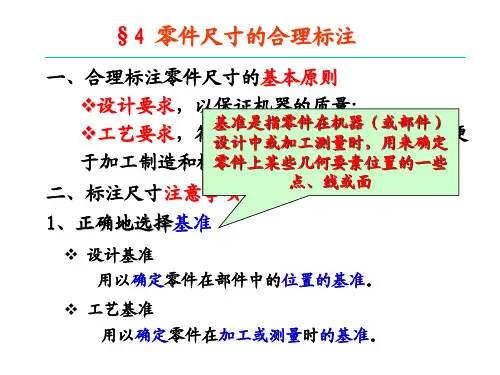
4.1 尺寸基准及其选择尺寸基准是指零件在机器中,或在加工或测量时,用以确定其位置的一些面、线或点。
选择原则:1、在标注尺寸时,最好能把设计基准和工艺基准统一起来;但不能统一时,主要尺寸应从设计基准出发标注。
2、任何零件都有长、宽、高三个方向的尺寸,根据设计、加工、测量上的要求,每个方向上只能有一个主要基准;根据需要,还可以有若干个辅助基准;主要基准和辅助基准间要有一个联系尺寸。
底座长度方向的尺寸基准:底座在左右方向上具有对称性,因此在左右方向上的结构尺寸(如螺栓孔长圆孔的定位尺寸65、140,凹槽的配合尺寸70H8,以及180、20等),都选择零件左右方向的对称面(对称中心线)为基准,它是底座左右方向的主要基准。
这一方向上的辅助基准为两螺拴孔的轴线,长圆孔的对称中心线,底板的左右端面等。
尺寸 12、R14、45、6和R13是分别从这些辅助基准出发标注的。
底座高度方向的尺寸基准:根据底座的设计要求,底座半圆孔的轴线到底面距离的尺寸50±0.3为重要的性能尺寸。
底面又是底座的安装面,因此选择底面作为底座高度方向上的主要基准。
高度方向的辅助基准为凹槽I的底面,用它来定出凹槽I的深度尺寸6。
底座前后方向的尺寸基准:底座前后方向具有对称平面,选择该对称平面作为前后方向的主要基准。
前后方向的结构尺寸50f7、40、20、25均以此为基准标注。
由于齿轮轴为回转体,所以其径向尺寸的基准是它的轴线,以轴线为基准注出Φ34.5f7、Φ16h6、M14等尺寸。
齿轮的左端面是确定齿轮轴在泵体中轴向位置的重要结合面,所以它是轴向尺寸的主要基准,以此面为基准注出尺寸2、Φ12和25f7。
齿轮轴的左端面为第一个辅助基准,由此基准注出轴的总长112,它与主要基准之间注有联系尺寸12。
右端面是轴向的第二辅助基准,由此注出了尺寸30。