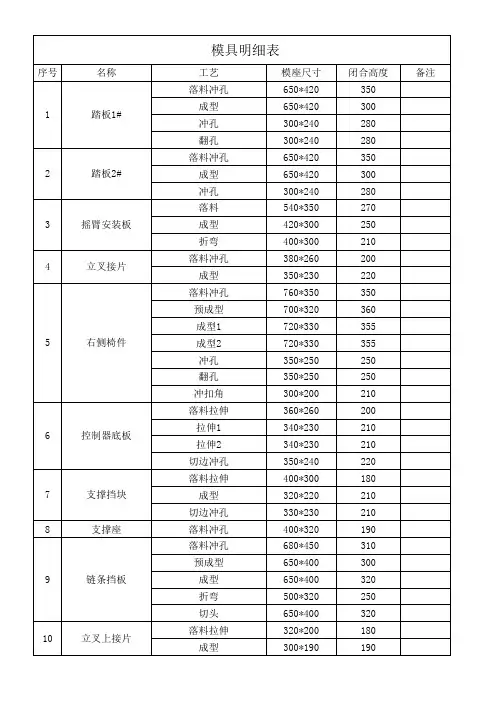
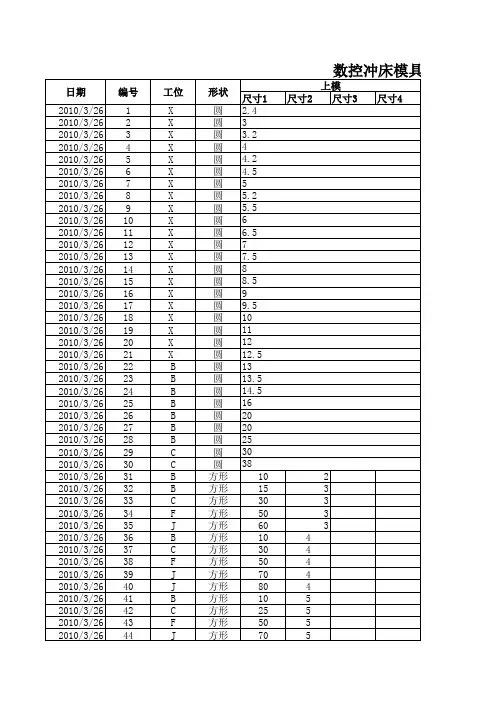
数控冲床模具明细
- 格式:xls
- 大小:39.00 KB
- 文档页数:8
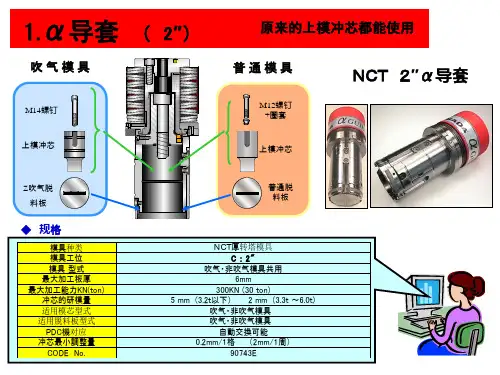
一、数控冲床模具认识1、数冲模具类型分为:厚转塔模具、薄转塔模具、TRUMP专用模具我公司模具为厚转塔模具,按模具结构划分有两大系列:85系列、85组合系列、90系列2、根据模具大小分为四个工位:A、B、C、D A工位模具(1/2 ")直径0---12.7mm B工位模具(1-1/4")直径12.8---31.7mm C工位模具(2")直径30.8---50.8mm D工位模具(3-1/2")直径50.9---88.9mm E工位模具(4-1/2")直径89 ---114.3mm3、模具形状及代码RE—长方刀RO—圆形刀SQ—正方刀OB—长圆刀CR—外圆角刀DD—双D刀SD—单D 刀SP—特殊刀4、模具数据参数①A、B工位冲头整体标准高度为207.5mm,此高度为去除导套的实际尺寸。
②C工位冲头标准高度为96.5mm。
③D工位冲头标准高度为84.5mm。
④所有下模高度为30.2mm。
★当磨损维修后须对模具进行检查、调整;★特殊模具的高度需根据板厚的不同测试出准确的数据;5、下模间隙选择我们公司目前有两种通用间隙下模:CO.2 、CO.4 1.2mm以下材料厚度选择用0.2mm间隙下模1.5mm以上3.00mm以下的材料厚度选择用0.4mm间隙下模6、模具的维护及保养①当模具的刀刃发生磨损时,应即时进行维修,维修时切记不可温度过高,以免使模具退火,可边研磨边加冷却液,研磨深度不是越多越好,要尽可能刚好,以保证模具的正常使用寿命。
②维修完成的模具必须对其进行退磁,以免使用过程中发生带料压伤。
③装配模具时须对模具加油润滑。
必须定期对模具进行清洗,清洗时使用煤油,整套模具须将导套拆开来进行清洗,时间定为一个月一次。
选择是难,更何况是心灵选择。
高渐离为了荆轲,他选择了死;马本斋母亲为了革命,她选择了牺牲;祝英台为了真挚爱情,她选择了化蝶。
在这友情、亲情与爱情之间选择,他们是这样做。


数控冲床模具说明及相关手册1、模具选用的注意事项(一)标准模具的选用(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。
(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。
(3)加工厚板的模具刃口不允许有尖角,所有尖角应改为圆角过渡,否则极易磨损或塌角,推荐在一般情况下,尽可能用R>0.25t的圆角半径来代替清角。
(4)当加工的板材为高Cr材料(如1Cr13等不锈钢)及热轧板材时,由于板材固有的特性而不宜采用国产高Cr模具,否则极易磨损、拉毛以及带料等一系列b、先空冲一下,如无异常,将板料送入冲压,量一下成型高度,如高度不够则将件2松开,件1逆时针旋转(旋转一圈一般为2mm,具体看螺纹牙距的大小,请适度调节,以免损坏模具),再拧紧件2,不断地调整、试冲,直到达到要求高度。
四、模具的装配及保养1、模具的刃磨定期刃磨模具不仅能提高模具的使用寿命,而且能提高机器的使用寿命,所以说掌握正确合理的刃磨时间很重要。
模具是否需要刃磨对用户来说很直接的方法就是:冲孔累积到一定次数以后,检查冲孔质量是否有较大的毛刺产生,再检查上模刃口是否出现圆角(圆角≥R0.1),光泽是否消失,如有这种情况发生,说明冲头已钝,此时需要刃磨。
模具如果在适当的时候刃磨,使用寿命可延长3倍,但不正确的刃磨,反而会急速加剧模具刃口的破坏,减少其使用寿命,模具刃磨有其配套的模具刃磨机,选择合适的刃磨机器会极大的方便用户,提高生产效率,推荐使用刃磨机,该机具有占地面积小,操作方便,噪声低,外形美观及刃磨质量优等特点而深受用户青睐。
刃磨时每次磨削进给量不应超过0.015mm,磨削量过大会造成模具表面过热及烧伤,相当于退火处理,模具变软,会大大降低模具的使用寿命,刃磨时必须加足冷却液,应保证冲头和下模固定平稳,刃磨砂轮表面要清理干净,建议使用中软46粒度砂轮,模具刃磨量是一定的,正常为4mm,如果达到该数值冲头就要报废,如果继续使用,容易造成模具和机器的损坏。
台励福数控转塔冲床RM11-1250型技术参数
一、機台介紹
新一代高精度機種,讓台勵福客戶營業範圍更廣,創造更高營業利潤著重於技術創新及應用特色-最特殊或最大功能超薄板無毛邊沖孔加工 0.4mm 不鏽鋼鐵0.2mm 玻纖板二、機台特色
三、刀盤設計
四、規格參數
*以上规格如有变更,恕不另行通知五、佔地面積圖
六、台励福NCT 数控转塔冲床具备以下功能:具有安全区检测功能具有板料平坦度检测功能具有自动换爪功能具有机床故障自动检测功能具有背景编缉功能
有显示器保护功能具有油温检测功能具有压力检测功能
具有控制器做程序图形模拟功能具有刀具自动润滑功能具有程式控制速度功能设备方面可24小时连续加工
M. 具备成型、剪切、冲压、抽牙、打点等各项功能 N. 打击深度精确控制,精确控制成型(0.01mm )七、软件介绍
世界知名CAD/CAM软件设计公司:METALIX 公司
八、模具与加工样品运用于数控冲床模具如下: WillSon90系列模具
2. 加工之图片举例如下:
九、技术资料:(一)主要配套件清单:
(二)随机数据、附件及备品备件:(A )产品手册/功能
(B )工具清单
(C )易损零件、附赠项目
台励福集团钣金设备事业部 8 9 10 11 近接开关 NO1mm 近接开关 NC2mm FANUC 保险丝:5.0A FANUC 保险丝:1.0A 1个 1个 1个 1个。
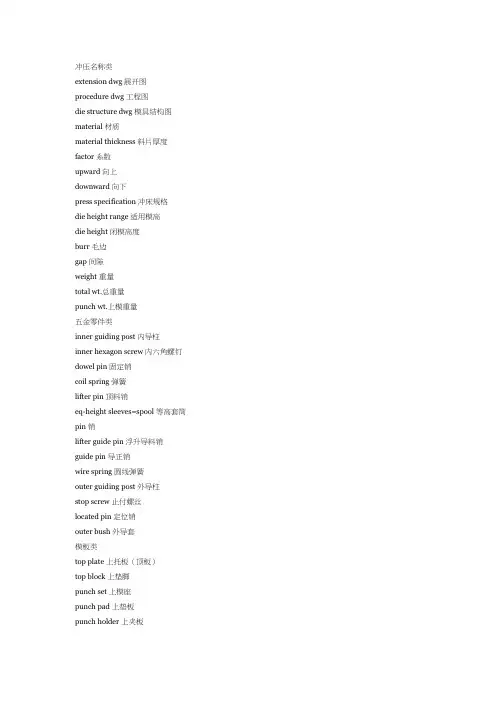
冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模)feature die公母模female die母模(凹模)upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板)stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块。

数控转塔冲床模具分类
模具类型各式各样,这里仅列举几种特殊模具:
1、多孔模
多孔模是指一副模具可以同时冲多个孔,对冲孔板而言,效率可以数倍的提高。
制作多孔模时应该保证孔与孔之间,孔与板材边缘之间的最小距离不能小于板厚的两倍,距离太小,会造成板材的扭曲、变形,影响加工效果,下模孔与孔之间的连接出也容易断裂。
多孔模
2、百叶窗和桥型模
百页窗模具和桥型模属于冲切加拉伸成型类模具,属于机柜常用模具。
下图为这两种模具示意图。
百叶窗和桥型模
3、沉孔模和压筋模
沉孔模和压筋模属于挤压成型类模具。
压筋模主要用于平板面压小圆弧凹槽等于板面的加强筋效果,加工简单美观。
图为沉孔模与压筋模效果图。
[1]
沉孔模和压筋模。
材料牌号长宽高重量(Kg)0000.00718H 3503507067.31718H 3503508076.93紫铜5050500.98紫铜0000.00718H 60
30
30
0.42
数量产品重量数据1
模具名称/Mold 型腔数量.
产品
挡水块左/右1*4产品大小
电极20克
外形尺寸模具重量模350*350*110
上模芯下模芯材料名称单价(元
模架调质热处理名称重量
单价(元)
金
镶块装配件规格型号品牌单价(元
氮化淬火水管接头顶管顶杆温控器热流道标准件扫描测绘名称工时(小时)单价(元)金
油缸名称工时(小时)
单价(元)金
CAE分析结构设计CNC机床76雕刻机6一般机床4深孔钻
6
线切割8
电火花48材料
热处理
装配材料费
设计费
加工费
TO:
A有限公司
模具报价单
金¥¥
¥
`。