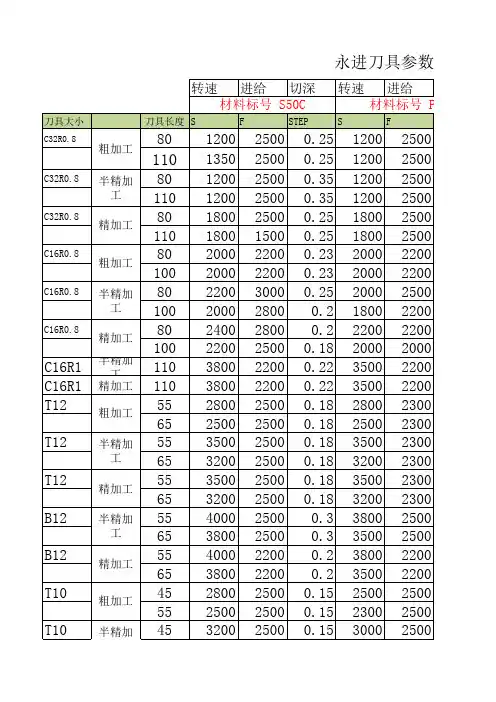
刀具参数表
- 格式:xls
- 大小:26.00 KB
- 文档页数:2
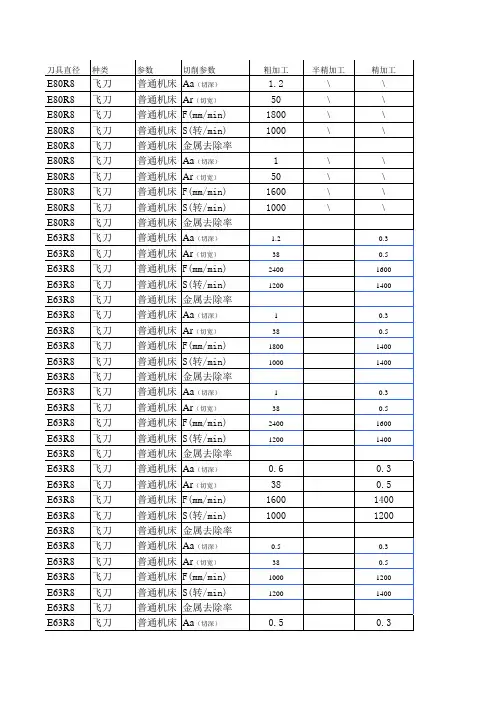
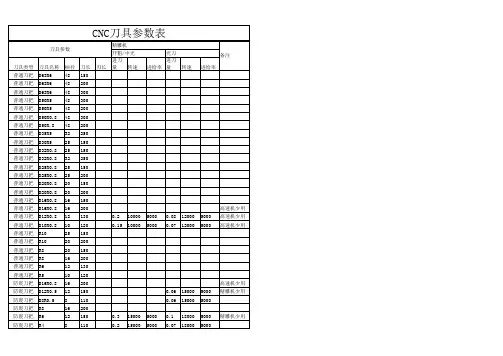
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
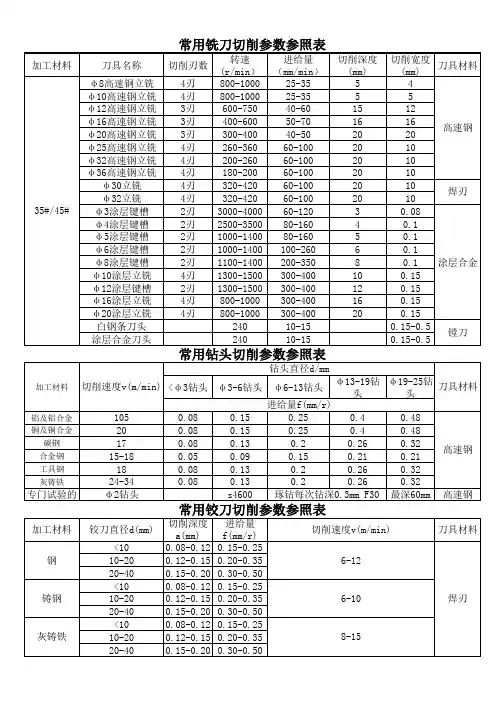
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。
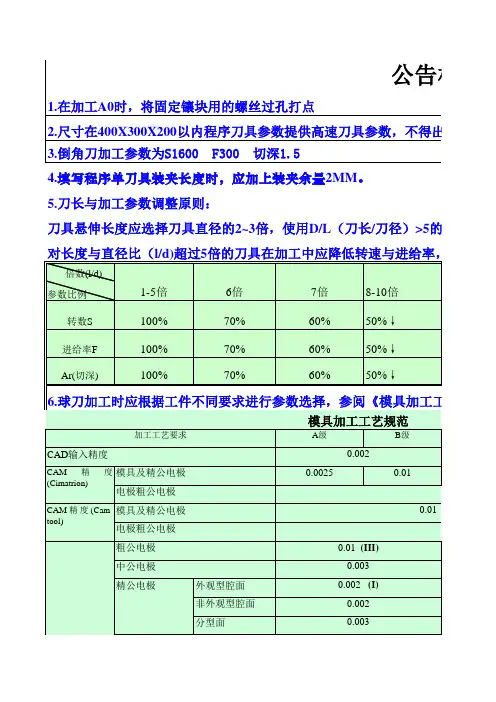
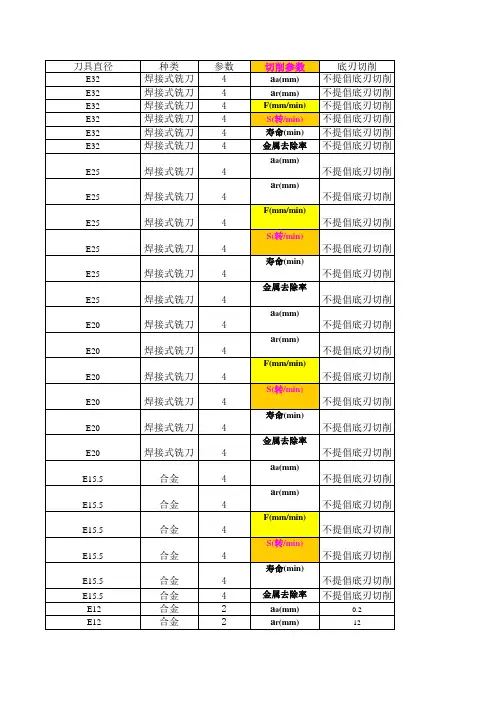
-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028\\\\\\-0.014--0.28 -0.014--0.28-0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.280.11.5 10001000040以上为高速直线(或R转角加工)加工不踩刀0.11.510001000040以上为高速直线(或R转角加工)加工不踩刀0.0818001200030以上为高速直线(或R转角加工)加工不踩刀。
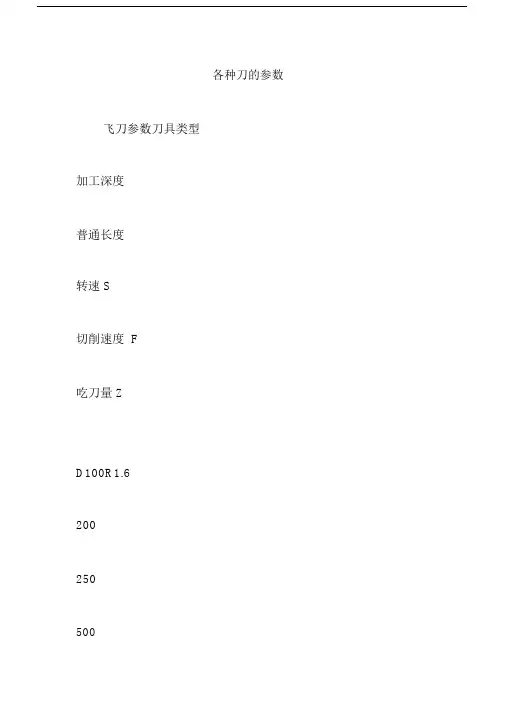
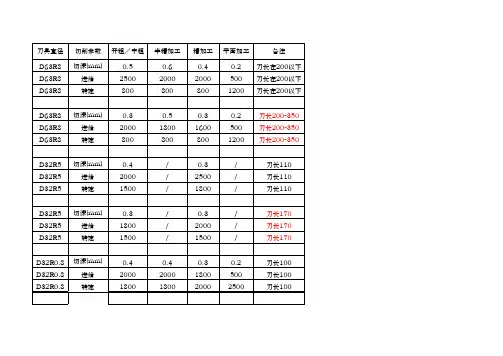
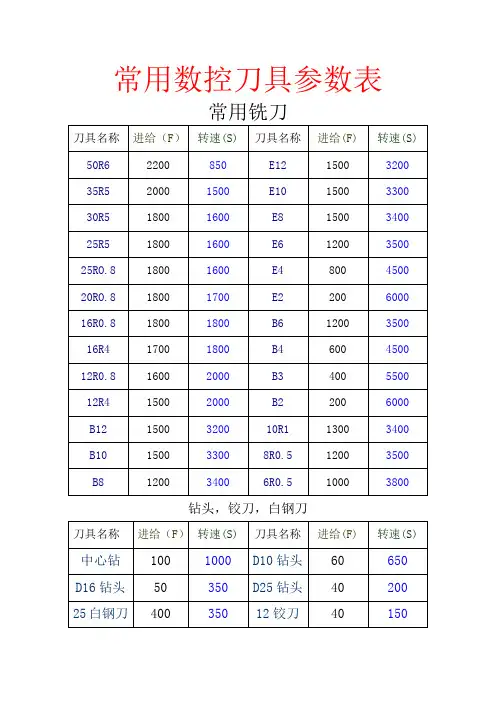
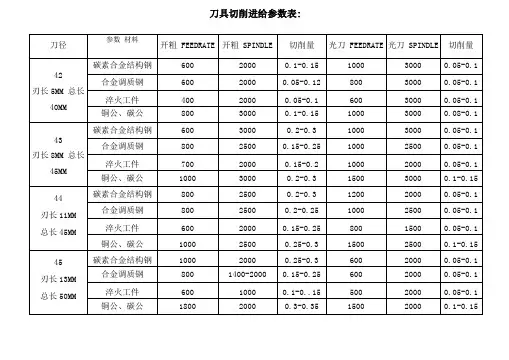
各种刀的参数飞刀参数刀具类型加工深度普通长度转速 S切削速度 F吃刀量 ZD100R1.62002505001000 0.2-0.5 D80R1.6 200250500 1000 0.2-0.5 D63R8 180100500-700 1500-1800 0.5-1.5D63R6 140140500-700 1500-1800 0.5-1.5D63R2 300300500-700 1200-1800 0.5-1.5D50R880100500-7001200-1500 0.5-1.5D32R5 1202501200-1500 1000-1500 0.5-1.5D32R2 1002001200-1500 1200-1500 0.5-1D40R0.8 1502501200-1500 1200-1500 0.2-0.5D35R0.8 3003501200-1500 1200-1500 0.2-.5D32R0.8 100-150 2301200-1500 1200-15000.2-0.5D25R4802001000-1500 1000-2000 0.3-0.5D20R0.4 80-120 1501300 15000.3-0.5D16R0.4 60-100 1501200-1500 1000-2000 0.2-0.5D30R15100-160 2301200-1500 1000-1500 0.3-0.6D20R10 80-120 1601000-1200 1000-15000.3-0.6D16R880-120 1601200-1500 1000-1500 0.3-0.5D12R66010015001000-15000.-0.5D10R560100>1500100-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速 S切削速度 F 吃刀量125025/7526/100 1800500-1500 0.05-0.5 105022/7025/100 2000 500-1500 0.05-0.5 84519/6015/100 2500 500-1500 0.05-0.5 63013/5015/100 3000500-1500 0.05-0.4 43011/503500 500-1500 0.05-0.3 2258/504000 500-1500 0.05-0.3 1206/50500-1500 0.05-0.15 R67522/7522/100 2000 1000-2000 0.2-17518/7018/00 2000 1000-2000 0.2-1R47514/6014/1002000 1000-2000 0.2-1R37512/5012/100 2500800-1500 0.2-0.8R2.53010/503000 800-1500 0.15-0.6 R2258/50300800-1500 0.15-0.6 R1.5258/503500 800-1500 0.15-0.6R1255/504000 500-800 0.1-0.2 R0.5 252.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速 S切削速度 F3280-120 60/125 106/186 300-400 500-1000 0.1-12580-12090/166 300-400 500-1000 0.1-12012050/110 75/141 500-700 500-10000.1-11612040/9565/123 500-800 500-1000 0.1-11210030/8053/110 500-1000 500-1000 0.1-1108023/7545/95 800-1000500-1000 0.1-0.8 85020/6528/82 800-1200 500-1000 0.1-0.5 65015/60800-1200 500-1000 0.1-0.5 R88032/9235/140 800-1000500-1000 0.2-0.4 R68026/8326/120 800-1000 500-1000 0.2-0.4 R56020/7220/110 800-1000 500-1100 0.2-0.4 R45019/6320/1001000-1500 500-1000 0.2-0.4R33013/5715/90 1000-1500 500-1000 0.2-0.4注:以 P20 钢材为中间参考值,切削速度取中间值,硬度于 P20 调低,硬度低于P20 调高。