铁路货车车轴用LZ45CrV钢开发实践
- 格式:pdf
- 大小:171.29 KB
- 文档页数:3
铁道车轴用钢LZW的生产试制1 前言AAR K型车轴用LZW钢坯是北满特钢新开发的铁道车辆用钢坯,与以前生产的LZ50钢相比,LZW钢增加了微量的Cr、Ni、Mo、V合金元素(见表1),同时力学性能指标有了提高(见表2),氧含量、非金属夹杂物、晶粒度及低倍质量要求更加严格,最为主要的是轧制260mm*260mm的轴坯,超声波探伤是按照SEP1921,D/d级标准合格。
表1 LZW钢的化学成分(质量分数,%)表2 LZW钢的力学性能其它检验指标:氧含量≤15ppm;A、B、C、D各类夹杂物不大于1.5级;晶粒度≥6级;倍组织:一般疏松、中心疏松、锭型偏析均应不大于2.0级,点状偏析应不大于1.0级。
2 试制方案根据力学性能指标,我们策划了LZW钢的内控化学成分(见表3),并制定了生产工艺路线。
表3 LZW钢内控化学成分(质量分数,%)生产试制工艺路线:EBT电炉→LF+VD→浇注钢锭→热送轧钢→钢锭加热→轧制→缓冷→清理→探伤→检查→上交。
3 产品试制3.1 电炉冶炼为保证钢液的纯净度,选用优质废钢,并且生铁配入量不低于20%,在冶炼过程中不断加入碳粉等增碳剂造泡沫渣,充分利用C-O的激烈反应沸腾,促进夹杂物和气体的上浮并随钢渣流出。
3.2 LF精炼钢包到LF位后先给电升温化渣,然后采用铝线及铝粒进行沉淀脱氧及扩散脱氧,由于要求氧含量较低,不使用Fe-Si脱氧剂,保证精炼达到白渣。
3.3 真空精炼为降低钢液中气体含量,采用VD进行脱气处理,要求在真空度≤67Pa下保持时间≥15分钟,真空期间采用大氩气搅拌,以利于气体的溢出和夹杂物的上浮。
3.4 钢锭浇注浇注5.8吨钢锭,为加强帽口补缩的效果,延迟帽口端钢水凝固,在浇注后帽口加入2袋发热剂和一袋碳化稻壳。
冶炼后实际的化学成分见表4,从表中可见,实际化学成分达到了设计的内控要求。
表4 LZW钢的实际化学成分(质量分数,%)3.5 加热、轧制及试样热处理3.5.1 钢锭热功送轧钢后,为保证钢锭透烧,加热温度采取1280-1300℃。

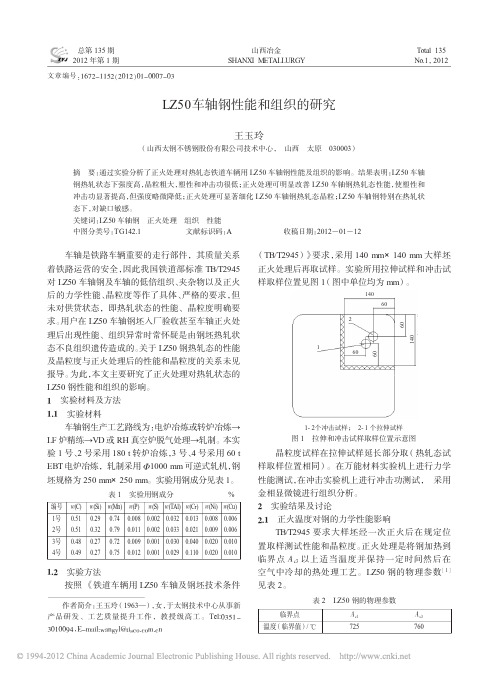
1 背景铁路货车用空心轴由前苏联于1965年试制成功[1-2],其采用45钢作材料的厚壁热轧无缝钢管制造出轴重22 t 空心车轴,安装于4轴、6轴和8轴敞车,在固定交路运送煤炭和矿石,以便经常进行监督检查。
试验列车在12年多时间共运行150万km,大约相当于加荷4亿5 000万次,未出现强度降低问题。
在此期间,前苏联继续大量制造和使用空心车轴,每年节约钢材4万~5万t,合400万~450万卢布。
试验结果表明:装用空心轴的轮对,在强度和其他一些参数方面并不逊色于装用标准实心轴的轮对。
我国原齐齐哈尔车辆厂也于1970年进行过类似试验和试制[3],材料为40MnV钢。
上述实践均在速度小于100 km/h的普通货车上尝试,受当时工业制造水平和能力的制约,空心车轴并未得到推广。
20世纪末至21世纪初,随着高速客运动车组的快速发展,高速动车组空心车轴得到广泛运用。
与此同时,快捷货车的运行速度也达到160 km/h及以上(2014年7月由济南轨道交通装备有限责任公司研制的高速货车转向架在西南交通大学牵引动力国家重点实验室滚动振动试验台上跑出350 km/h的最高试验速度)。
当运行速度达到160 km/h及以上时,减轻簧下质量可有效降低轮轨作用力,减少轮轨磨损,提高车辆动力学性能,延长车辆使用寿命,且方便车轴配合部位的超声波探伤。
随着高速动车组空心车轴国产化的发展,借鉴高速动车组空心车轴生产技术、相关制造工艺、设备及检测装备,使快捷铁路货车发展空心车轴已成为可能,也为快捷货车车轴的技术发展提供现实的支撑。
2 材料车轴材质的选择应保证车轴具有足够的强度及良好的韧性,保证车轴具有足够的疲劳强度,使车轴具有较高的可靠性和使用寿命。
目前,国内外车轴材质主要采用中碳钢和低碳合金钢。
随着含碳量的增加,车轴的强快捷铁路货车用空心车轴可行性研究摘 要:合理设计空心轴,可在保证车轴强度和刚度的前提下实现车轴轻量化,降低轮轨作用力。
铁路货车重载车轴热处理工艺开发【摘要】重载轴LZ45CrV为我公司新材质车轴,通过对铁路货车重载车轴的相关标准要求分析,进行多次试验确定其热处理工艺为:一次正火温度880±10℃,二次正火温度850±10℃,回火温度510±10℃,正火、回火保温时间均为3.5~4小时,空冷。
【关键词】重载车轴晶粒度热处理力学性能1 前言铁路货车重载车轴的材质是LZ45CrV,是27t轴重铁路货车车轴采用的新材质,属低合金钢。
钢坯标准符合《大轴重铁路货车用LZ45CrV车轴钢坯试制技术条件》。
由于在碳素钢的基础上添加Cr、V、Ni、Mo等合金元素,并对杂质和有害元素进行控制,所以具有优良的综合性能。
由于是新材质,目前没有成熟热处理工艺方案借鉴,制定和摸索出合理的热处理工艺方案就成为新材质重载轴工艺开发的关键。
2 LZ45CrV车轴技术标准要求车轴标准符合《大轴重铁路货车用LZ45CrV车轴试制技术条件》规定。
车轴的热处理工艺为两次正火加一次回火,车轴正火前的温度应低于500℃,回火前的温度应低于250℃。
2.1 化学成分钢的化学成分(熔炼分析)应符合表1的规定。
对成品钢坯化学成分进行验证分析时,C、Mn、Si元素与表1规定的成分范围的允许偏差符合表2的规定,其余元素与表1规定的成分范围的允许偏差应符合GB/T222规定。
2.2 力学性能和显微特性经热处理后车轴的拉伸特性和冲击试验特性分别符合表3和表4的指标。
车轴的晶粒度试样应显示为均匀的细晶粒组织,试样在金相显微镜下放大100倍观察。
检验及评定按GB/T6394的规定执行,晶粒度不低于6级。
3 热处理工艺方案初步制定试验采用太钢生产的车轴钢坯,规格260mm×260mm,炉号D1105163,共锻造车轴34根,图1为RE2C型重载轴锻造毛坯图,最大外径尺寸为230mm,长度2400mm,重量680Kg。
针对LZ45CrV钢的基本情况与国内已有比较成熟热处理工艺的40Cr和LZ50钢进行对比分析。

一种铁路车辆用车轴钢及其生产方法随着现代铁路运输的飞速发展,对铁路车辆用车轴钢的需求也日益增加。
车轴钢是指用于制造轮对和车轮等部件的钢材,其质量和性能直接关系到铁路运输的安全和可靠性。
研发和生产一种优质的铁路车辆用车轴钢及其生产方法显得尤为重要。
1. 车轴钢的特点铁路车辆用车轴钢要求具有良好的强度、韧性和耐磨性,以应对长时间高速运行和大负荷的工作环境。
对车轴钢的热处理性能和疲劳性能也有较高的要求。
车轴钢的特点主要包括以下几个方面:1) 高强度:要求车轴钢具有足够的强度,能够承受列车在高速行驶时产生的巨大压力和冲击力;2) 良好的韧性:车轴钢在受到冲击负载或者外力作用时不会产生脆断或者屈服;3) 优良的耐磨性:车轴钢需要具有良好的耐磨性,能够抵御长期磨损和疲劳;4) 优异的热处理性能:车轴钢在热处理过程中不会产生裂纹和变形,确保产品的制造工艺和品质;5) 高疲劳强度:车轴钢需要经受住长期的疲劳循环载荷而不发生断裂。
2. 车轴钢的改进为了满足铁路运输对车轴钢的高品质要求,目前涌现出了许多新型的车轴钢材料,以及先进的生产工艺和技术。
针对车轴钢的特性,改进措施主要包括以下几个方面:1) 材料的优化:通过合理的合金设计和成分控制,改进车轴钢的结构和性能,提高强度和韧性;2) 热处理工艺的精进:采用先进的热处理工艺,如淬火、回火等,提高车轴钢的耐磨性和疲劳强度;3) 表面处理技术:采用表面强化技术,如渗碳、渗氮等,提高车轴钢的耐磨性和抗腐蚀性;4) 滚压加工技术:采用滚压加工技术,提高车轴钢的表面光洁度和尺寸精度,增强产品的使用寿命;5) 精密检测技术:引入先进的无损检测技术,对车轴钢进行精密检测和质量控制,确保产品质量和安全可靠性。
3. 车轴钢的生产方法车轴钢的生产方法主要包括熔炼、精炼、浇铸、热处理等生产环节。
为了生产高品质的车轴钢,需要注重以下几点:1) 原材料的选择:选择优质的原材料,如优质的钢坯和铁水,确保产品的基本质量;2) 合金设计和炼钢工艺:通过精确的合金设计和严格的炼钢工艺,控制车轴钢的成分和组织,提高材料的性能;3) 浇铸工艺控制:采用先进的浇铸工艺,控制铸态组织和缺陷,提高车轴钢的均匀性和内在质量;4) 热处理工艺优化:采用合理的热处理工艺,对车轴钢进行调质处理、表面强化等,提高产品的综合性能;5) 质量检测和控制:引入先进的无损检测技术和精密分析仪器,对车轴钢进行全过程的质量监控和检测,确保产品合格率和安全性。
铁道车辆用车轴钢夹杂物分析及改善措施发布时间:2022-08-10T03:19:17.978Z 来源:《城镇建设》2022年第5卷第3月第6期作者:莫子懿[导读] 在铁道车辆中,车轴钢是非常总要的一项内容。
莫子懿南宁轨道交通运营有限公司广西南宁市 530000摘要:在铁道车辆中,车轴钢是非常总要的一项内容。
本文首先分析了LZ50车轴钢生产工艺流程,其次探讨了夹杂不合原因,最后就改进措施及效果进行研究,以供参考。
关键词:车轴钢;大颗粒夹杂物;炼钢;中间包;浸入式水口引言随着高碳铬不锈钢技术标准的不断升级,特钢行业对航空轴承材料的质量要求越来越高。
G95Cr18是高碳高铬马氏体不锈钢典型钢种之一,具有良好的耐蚀、抗高温能力,作为轴承材料在航空工业中得到广泛应用。
该钢中夹杂物(尤其是氧化物、点状夹杂)显著降低钢的塑性、韧性和疲劳寿命,使钢的加工性能变坏,对钢材表面光洁度和焊接性能有直接影响1LZ50车轴钢生产工艺流程国内某钢厂车轴钢采用80t电转炉冶炼-80tLF精炼-80tVD真空脱气—连铸准690mm大圆连铸坯—铸坯红送—热轧250mm×250mm工艺流程生产。
采用电转炉冶炼,其成分要求如表1所示。
出钢要求C0.10%~0.51%,P≤0.010%,出钢温度范围为1640~1680℃。
LF精炼主要采用铝脱氧,LF精炼工序在调白渣后,保持时间≥25min。
LF出钢参考温度为1655~1675℃;VD真空处理需在高真空度(≤67Pa)下保持时间≥20min;脱气目标:钢液中[H]≤1.5×10-6,软吹时间≥15min。
连铸过程中过热度保持在(25±5)℃,中间包使用碱性覆盖剂,保护渣采用车轴钢专用保护渣,连铸二冷水配水采用弱冷工艺,拉速控制在0.20~0.24m/min,同时配备有结晶器电磁搅拌(M-EMS)、二冷区电磁搅拌(S-EMS)、末端电磁搅拌(F-EMS)。
连铸坯在红送到加热炉后其预热温度为700~900℃,加热速度≤150℃/h,均热温度控制在1260~1290℃;开轧温度1200~1250℃,终轧温度控制在850~950℃。
LZ50型车轴钢自发漏磁信号特征的实验研究的开题报告题目:LZ50型车轴钢自发漏磁信号特征的实验研究一、研究背景和意义随着铁路运输技术的不断进步和铁路运输的日益繁荣,轮对在铁路运输中扮演着至关重要的角色。
轮对的安全性和可靠性关系到铁路运输的安全和稳定性。
车轴钢作为轮对的主要材料之一,在使用过程中可能会发生疲劳损伤,从而导致轮对的失效。
为了提高轮对的安全性和可靠性,需要对车轴钢的疲劳损伤进行检测和评估。
自发漏磁技术是一种非接触、无损的检测技术,广泛应用于材料的疲劳损伤检测和评估中。
自发漏磁信号可以直接反映车轴钢的疲劳损伤情况,特别是轴承部位的损伤。
因此,对车轴钢的自发漏磁信号进行研究,有助于提高轮对的安全性和可靠性,保障铁路运输的稳定性。
二、研究目的和内容本研究旨在探究LZ50型车轴钢自发漏磁信号的特征,并分析其与车轴钢疲劳损伤的关系。
研究内容包括以下几个方面:1.研究LZ50型车轴钢自发漏磁信号的基本特征和规律。
2.通过实验对车轴钢进行循环弯曲疲劳试验,记录并分析不同疲劳循环次数下的自发漏磁信号变化规律。
3.基于实验数据,建立车轴钢自发漏磁信号与疲劳损伤的数学模型。
4.分析车轴钢自发漏磁信号变化的机理和与疲劳损伤的关系。
5.最终综合分析车轴钢的自发漏磁信号特征和疲劳损伤情况,提出对车轴钢疲劳损伤检测和评估的方法和建议。
三、研究方法和技术路线本研究采用实验方法,以LZ50型车轴钢为研究对象,通过自发漏磁检测技术对车轴钢进行非接触、无损的检测。
具体技术路线如下:1.采集LZ50型车轴钢的自发漏磁信号数据,记录其基本特征和规律。
2.设计循环弯曲疲劳试验方案,按照不同的疲劳循环次数对车轴钢进行试验。
3.记录并分析不同疲劳循环次数下车轴钢的自发漏磁信号变化规律。
4.基于实验数据,建立车轴钢自发漏磁信号与疲劳损伤的数学模型。
5.分析车轴钢自发漏磁信号变化的机理和与疲劳损伤的关系。
6.综合分析车轴钢的自发漏磁信号特征和疲劳损伤情况,提出对车轴钢疲劳损伤检测和评估的方法和建议。
连铸LZ45CrV车轴坯的生产试制
付宪强;申祖锋
【期刊名称】《特钢技术》
【年(卷),期】2014(000)004
【摘要】通过冶炼过程控制钢水纯净度,连铸过程控制过热度,铸坯加热过程控制均热温度等措施,采用连铸生产的LZ45CrV钢完成能够满足技术协议要求,试制成功。
【总页数】4页(P15-17,21)
【作者】付宪强;申祖锋
【作者单位】东北特钢集团北满特殊钢有限责任公司,齐齐哈尔161041;东北特钢集团北满特殊钢有限责任公司,齐齐哈尔161041
【正文语种】中文
【中图分类】TG142.33
【相关文献】
1.连铸车轴坯 LZ50 钢研制与生产 [J], 姚凤祥;白广成
2.AAR M-101F级货车车轴坯用钢的生产试制 [J], 任高强;龚继伟
3.北满特钢EA4T车轴坯的生产试制 [J], 付宪强
4.连铸工艺试制重载铁路货车轴坯的试验研究 [J], 吴毅;刘鑫贵;许亚娟;项彬
5.连铸AAR M-101 F车轴坯的生产试制 [J], 郭李波;付宪强
因版权原因,仅展示原文概要,查看原文内容请购买。
企业导报2016年第11期作者简介:崔志(1983-),专业材料科学与工程,籍贯:中国辽宁省抚顺市,研究方向:铁路货车热处理工艺。
DOI :10.19354/ki.42-1616/f.2016.11.147铁路货车重载车轴热处理工艺崔志(中车齐齐哈尔车辆有限公司,齐齐哈尔161002)摘要:重载轴LZ45CrV 为我公司新材质车轴,通过对铁路货车重载车轴的相关标准要求分析,进行多次试验确定其热处理工艺为:一次正火温度880±10℃,二次正火温度850±10℃,回火温度510±10℃,正火、回火保温时间均为3.5~4小时,空冷。
关键词:重载车轴;晶粒度;热处理;力学性能前言:铁路货车重载车轴的材质是LZ45CrV ,是27t 轴重铁路货车车轴采用的新材质,属低合金钢。
钢坯标准符合《大轴重铁路货车用LZ45CrV 车轴钢坯试制技术条件》。
由于在碳素钢的基础上添加Cr 、V 、Ni 、Mo 等合金元素,并对杂质和有害元素进行控制,所以具有优良的综合性能。
一、LZ45CrV 车轴技术标准要求(1)化学成分。
钢的化学成分(熔炼分析)应符合表1的规定。
对成品钢坯化学成分进行验证分析时,C 、Mn 、Si 元素与表1规定的成分范围的允许偏差符合表2的规定,其余元素与表1规定的成分范围的允许偏差应符合GB/T222规定。
(2)力学性能和显微特性。
经热处理后车轴的拉伸特性和冲击试验特性分别符合表3和表4的指标。
车轴的晶粒度试样应显示为均匀的细晶粒组织,试样在金相显微镜下放大100倍观察。
检验及评定按GB/T6394的规定执行,晶粒度不低于6级。
二、热处理工艺方案初步制定试验采用太钢生产的车轴钢坯,规格260mm ×260mm ,炉号D1105163,共锻造车轴34根,图1为RE2C 型重载轴锻造毛坯图,最大外径尺寸为230mm ,长度2400mm ,重量680Kg 。
针对LZ45CrV 钢的基本情况与国内已有比较成熟热处理工艺的40Cr 和LZ50钢进行对比分析。