锚链与锚、连接环安装工艺
- 格式:pdf
- 大小:309.36 KB
- 文档页数:1

1 引言浮式生产设施系泊系统是指将各类海上浮式设施系泊于海上,以实现钻完井、生产以及油气,电力及通信信号传输等各种功能的结构,其主要有两大部分组成,一部分是对浮式生产设施提供系泊恢复力的“系泊锚腿结构”,允许被风、浪、流共同作用下的海上浮式生产设施围绕系泊锚腿系统在一定范围内运动,组成系泊锚腿系统的构件包括锚、钢缆、锚链、纤维缆、连接件、配重块及中水浮筒等;另一部分是“转塔系统”,该部分结构将系泊锚腿提供的系泊力传递到浮式设施,转塔系统主要包括轴承、旋转头系统、支撑和连接结构[1]。
通常对于系泊系统锚腿安装,需要预先安装锚端结构,比如吸力锚或者锚桩,而锚端吊耳通常需要入泥,因此下锚链需要跟随锚端一起下水,并待铺设下锚缆之后,再将二者进行水下连接。
如何简单,快速,安全的进行水下连接,是整个项目非常关心的问题,不仅关系到施工安全,更涉及到工期及效益的问题。
本文以南海某油田单点系泊系统锚系安装为例,详细阐述了通过潜水员进行水下连接的施工流程,以及施工过程中用到的辅助结构。
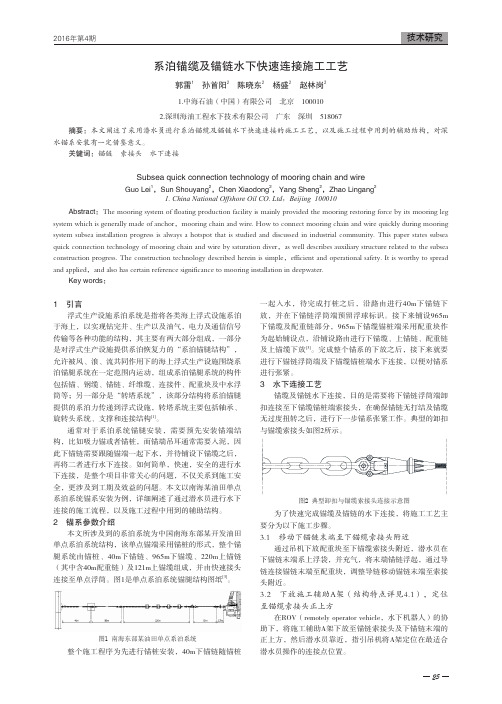
2 锚系参数介绍本文所涉及到的系泊系统为中国南海东部某开发油田单点系泊系统结构,该单点锚端采用锚桩的形式,整个锚腿系统由锚桩、40m下锚链、965m下锚缆、220m上锚链(其中含40m配重链)及121m上锚缆组成,并由快速接头连接至单点浮筒。
图1是单点系泊系统锚腿结构图纸[3]。
图1 南海东部某油田单点系泊系统整个施工程序为先进行锚桩安装,40m下锚链随锚桩一起入水,待完成打桩之后,沿路由进行40m下锚链下放,并在下锚链浮筒端预留浮球标识。
接下来铺设965m 下锚缆及配重链部分,965m下锚缆锚桩端采用配重块作为起始铺设点,沿铺设路由进行下锚缆、上锚链、配重链及上锚缆下放[3]。
完成整个锚系的下放之后,接下来就要进行下锚链浮筒端及下锚缆锚桩端水下连接,以便对锚系进行张紧。
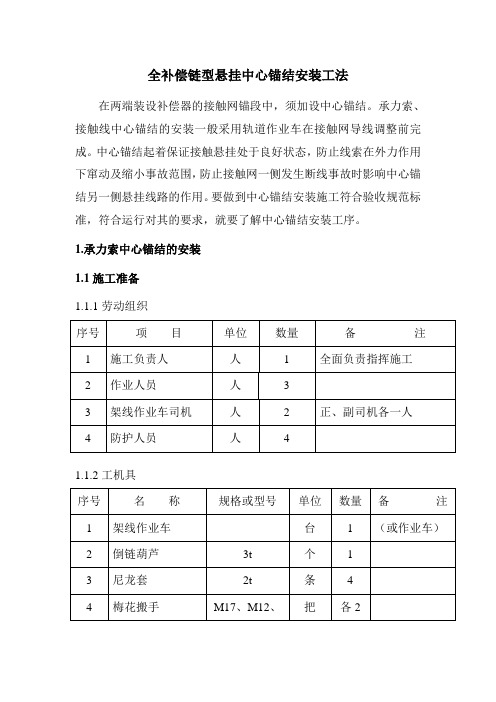
3 水下连接工艺锚缆及锚链水下连接,目的是需要将下锚链浮筒端卸扣连接至下锚缆锚桩端索接头,在确保锚链无打结及锚缆无过度扭转之后,进行下一步锚系张紧工作。

第一章、锚链制造工艺流程及各工序的工艺要求一、锚链制造工艺流程1.船用链制造工艺澈流程:材料检验下料棒料加热弯(编环)焊接去刺压档(整形)焊档(3级链)热处理负荷试验(测链环尺寸)滚抛(表面处理)终检成品打包浸漆入库。
2.系泊链制造工艺流程:材料检验下料棒料加热弯(编环)焊接去刺压档(整形)滚抛预检(探伤)接长链(返工)热处理(送验证试样)拉检破断滚抛探伤终检打包浸漆发运二、制链各工序要求:1.下料工序(1)棒料表面应无凸筋,深度划痕、裂纹、夹层等影响表面质量的其它缺陷。
(2)棒料两端应无毛刺,车制料,锯料时应将顶针孔一端锯掉。
(3)不同规格级别炉号、厂家的棒料要分别堆放、区别生产,摆放整齐。
经检验合格并签发合格证,方可发放机组使用。
(4)生产系泊链时,交接班要认真仔细,当确定所要下料与炉号排序表中的序号及机组生产的炉号一致时,(无炉号排序表不得生产)填写好下料标识卡后,再下料。
且对所下的棒料的尺寸逐一检查并做好记录,同时对每个炉号下了多少根棒料作统计,一个炉号的料生产结束后,及时将该炉号的实际下料数及炉号跟踪卡交工艺质量组。
生产中应防止棒料碰伤。
2.加热工序(1)、无棒料检验合格证的棒料不得投料生产,对加热前的棒料的外观、尺寸进行抽查,不符合工艺要求的棒料就立即停止使用,退回下料工段,并向车间相关人员报告;对加热中棒料的温度进行目测检查,其棒料加热温度为:5#、6#机组控制在730ºC~880ºC,火色:暗樱红色~亮樱红色;7#机组控制在850ºC~950ºC,火色:樱红色~0亮红色;9#、11#机组控制在850ºC~1000ºC,火色:亮樱红色~深桔黄色;(2)加热器电极的端面\两电极要平等并垂直棒料的水平方向、料托架要水平、电极夹紧力、加热时间及加热级档要符合工艺要求。
(3)棒料加热后,目测热棒料两端应无明显“白炽状”、端面塌头、过烧、及局部弯曲等影响质量的缺陷。
全补偿链型悬挂中心锚结安装工法在两端装设补偿器的接触网锚段中,须加设中心锚结。
承力索、接触线中心锚结的安装一般采用轨道作业车在接触网导线调整前完成。
中心锚结起着保证接触悬挂处于良好状态,防止线索在外力作用下窜动及缩小事故范围,防止接触网一侧发生断线事故时影响中心锚结另一侧悬挂线路的作用。
要做到中心锚结安装施工符合验收规范标准,符合运行对其的要求,就要了解中心锚结安装工序。
1.承力索中心锚结的安装1.1施工准备1.1.1劳动组织1.1.2工机具1.1.3主要材料、设备1.2工艺流程图1.3操作方法1.3.1检查①中锚下锚拉线已安装,各连接件连接牢固,质量符合设计要求。
②承力索已架设完毕。
1.3.2施工准备①安装中锚工机具及所用材料齐全、完好。
②在放线车上提前做好中锚绳回头。
③将耳环悬式绝缘子与接地跳线固定板和4片杵头悬式绝缘子连接为一体。
1.3.3安装中心锚结绳①将作业车停在中锚起锚处2.5m左右,升起作业平台,旋转至起锚处。
上杆一人安装30型杵环杆,平台操作人员接过连接好的杵环杆,与上述步骤3完成的组装体连接。
②从线盘拉出已做好的回头,将回头上的单联碗头挂板与组装体杵头悬式绝缘子相连,插好弹簧销。
③作业台回转正常位置,放线车以5km/h的速度展放承力索中心锚结绳至中锚中心柱。
④作业人员拧下组合承力索线夹上盖上的螺母,拿出上盖,将滑轮内的承力索放在靠近支柱侧槽内,承力索中锚绳放在另一槽内,带上上盖,预拧上螺母。
⑤放线车以5km/h的速度展放承力索中锚绳至落锚处2.5m左右停车,一人上杆安装30型杵环杆。
作业平台旋转接近锚柱,连接连接体,将尼龙套套在耳环绝缘子钢帽后,2人将中锚绳拉起,一人在适当位置安装紧线器,连接倒链葫芦、拉力计,开始紧线。
⑥当拉力计显示达到设计值时,停止紧线,断线落锚。
⑦落锚完成后,将余线收盘,拆卸工具。
⑧放线作业车以5km/h的速度返回中心柱,作业人员使中心柱腕臂垂直于线路中心线,用梅花搬手拧紧组合承力索线夹上盖上的螺母。

锚链及腰带施工方案
1. 背景
为了确保船只或钻井平台在海上的稳定性和安全性,锚链及腰
带是必要的构造。
本文档旨在提供锚链及腰带的施工方案。
2. 锚链施工方案
2.1 材料准备
- 选用高强度的锚链材料,确保其承受船只或钻井平台的重量
和运动。
- 确保锚链的长度足够覆盖所需工作区域,并预留适当的余量。
- 检查锚链的表面是否光滑,没有明显的损伤或腐蚀。
2.2 锚链连接
- 使用合适的连接件将锚链的每一节连接在一起,确保连接处
的强度和稳定性。
- 对连接处进行质量检查,确保没有松动或开裂。
2.3 锚固
- 选择合适的锚地点,确保锚具有足够的抗拉力和稳定性。
- 使用适当的设备将锚链与锚连接,确保连接牢固可靠。
3. 腰带施工方案
3.1 材料准备
- 选用高强度的腰带材料,确保其承受船只或钻井平台的重量
和运动。
- 确保腰带的长度足够覆盖所需工作区域,并预留适当的余量。
- 检查腰带的表面是否光滑,没有明显的损伤或腐蚀。
3.2 腰带安装
- 根据实际情况确定腰带的安装位置和数量。
- 使用适当的连接件将腰带固定在船只或钻井平台上,确保固定牢固可靠。
4. 安全考虑
- 在施工过程中,确保工人使用个人防护设备,如安全帽、安全鞋等。
- 定期对锚链和腰带进行检查和维护,及时修复或更换损坏的部件。
- 根据海洋环境和天气条件,采取适当的安全措施,如加强锚链和腰带的固定等。
以上是锚链及腰带施工方案的基本内容,具体情况可根据实际需求进行调整和补充。

第48卷㊀第6期2019年12月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀船海工程SHIP&OCEANENGINEERING㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀Vol.48㊀No.6Dec.2019㊀㊀㊀DOI:10.3963/j.issn.1671 ̄7953.2019.06.010锚链筒㊁锚台和锚唇的一体化安装工艺要点陶伯政ꎬ陶积洋ꎬ李英朋(江南造船(集团)有限责任公司ꎬ上海201913)摘㊀要:为缩短锚系安装周期ꎬ通过对锚链筒㊁锚台和锚唇优化设计及安装工序重组ꎬ简化安装步骤㊁降低安装难度ꎬ使得分段建造效率得到快速提升ꎮ关键词:锚链筒ꎻ锚台ꎻ锚唇ꎻ一体化安装中图分类号:U671.91㊀㊀㊀㊀文献标志码:A㊀㊀㊀㊀文章编号:1671 ̄7953(2019)06 ̄0040 ̄04收稿日期:2019-07-08修回日期:2019-07-29第一作者:陶伯政(1990 )ꎬ男ꎬ学士ꎬ工程师研究方向:船舶舾装设计㊀㊀锚系安装分离式安装方法ꎬ指在船体分段建造中ꎬ先安装锚链筒ꎬ再安装锚台ꎬ最后安装锚唇ꎮ通过工艺细化[1 ̄4]和精度过程管理[5 ̄7]使得锚系安装水平得到较大提升ꎮ但依然存在安装过程繁琐㊁精度控制复杂导致施工周期长㊁质量不宜保证等问题ꎬ已无法满足进一步缩短建造周期㊁降低生产成本的迫切需求ꎮ锚链筒锚台锚唇一体化安装工艺是解决这些问题的有效途径ꎮ一体化安装是相对分离式安装而言ꎬ即先将锚链筒㊁锚台和锚唇组装成一个完整的 中间产品 [8]ꎬ再吊上分段安装的过程ꎮ锚系统布置见图1ꎮ图1㊀锚系统布置示意较分离式ꎬ一体化安装首先通过锚链筒㊁锚台和锚唇先行完成组装ꎬ组合件安装一次定位ꎮ工序前移叠加工艺优化ꎬ正式的安装步骤由分离式的24个下降到14个ꎬ人力㊁场地和吊车等资源占用少了ꎬ建造成本自然而然就下降ꎮ此外ꎬ组合件独立制造ꎬ锚链筒与锚台和锚台与锚唇定位㊁焊接工序提前ꎬ定位精度㊁焊接质量也更容易控制ꎬ这也是一体化安装的一大优势ꎮ结合生产实践ꎬ具体分析一体化安装工艺要点ꎮ1㊀一体化安装前提条件1.1㊀优化的焊接节点一般地ꎬ锚链筒㊁锚台和锚唇彼此之间焊接节点有4个ꎬ见图2ꎮ图2㊀锚链筒锚台锚唇焊接节点示意其中节点①为锚链筒与船体外板焊接ꎬ节点②为锚链筒与锚台面板㊁锚台面板与锚唇对接焊ꎬ他们对实现一体化安装有直接影响ꎮ节点①优化前焊缝朝向外板外侧ꎬ锚台㊁锚链筒㊁船体外板形成一个封闭的狭小空间[9]ꎬ必然导致锚链筒安装完成后才能继续锚台的安装ꎮ优化后ꎬ焊缝朝向外板内侧ꎬ锚链筒与锚台围板之间形成的封闭区域内无需焊接ꎬ为一体化安装创造了施工条件ꎬ见图3ꎮ图3㊀节点①优化节点②优化前锚链筒㊁锚台面板和锚唇对接ꎬ04焊缝重叠ꎬ存在质量隐患ꎮ优化后ꎬ锚台面板将锚链筒与锚唇分开ꎬ焊缝分离ꎬ实现锚链筒与锚台先焊接ꎬ再安装锚唇ꎮ方便对每一道焊缝进行无损检测[10]ꎬ为一体化安装创造质保条件ꎬ见图4ꎮ图4㊀节点②优化1.2㊀锚链筒无加强板通常ꎬ锚台内部结构有2种形式ꎬ见图5ꎮ图5㊀锚台内部结构图5a)为型式一ꎬ封闭空间内仅有锚台加强板ꎬ组合件安装仅锚链筒与外板(节点①)㊁锚台围板与外板(节点④)两道焊缝ꎮ图5b)为型式二ꎬ锚台内部除锚台加强板ꎬ还有锚链筒加强板ꎮ由于锚链筒加强板必须在锚链筒安装后单独焊接ꎬ故需要单独安装锚链筒ꎬ组合件制造不能实现ꎬ也就无法实施一体化安装ꎮ锚链筒无加强板的形式在大中型船舶上应用非常广泛ꎮ但在超大型船舶上ꎬ锚链筒一般都会有加强板ꎮ一艘锚链直径132mm的超大型集装箱船ꎬ锚泊状态下锚唇受力可达到518kNꎬ极端状态下锚唇受力可达到锚链破断力的50%ꎬ即3800kN[11]ꎮ如此大的受力传递到锚链筒上ꎬ必然需要加强板来承受并转移ꎬ避免应力集中ꎮ对这类型的船舶ꎬ推行一体化安装前ꎬ应进行强度计算和疲劳分析ꎬ计算结果经船级社和船东认可后ꎬ方可实行ꎮ2㊀一体化安装步骤及注意点2.1㊀组合件制造锚链筒㊁锚台和锚唇单独的制造技术和工艺都非常成熟ꎮ需要注意的是ꎬ锚链筒㊁锚台和锚唇应分别检验合格后ꎬ方可按步骤组装ꎮ检验时ꎬ除符合设计放样图外ꎬ还要确认各对合线㊁水线和余量线标记已做到位ꎬ各精度指标符合要求ꎮ同时ꎬ还应关注焊接变形和精度控制ꎮ锚链筒与锚台㊁锚台与锚唇彼此之间均为重要焊接ꎬ应编制专用焊接工艺[12]ꎮ根据实际需要ꎬ可送船东及船级社认可ꎮ一般地ꎬ焊接前应检查剖口ꎬ确保与设计一致ꎮ锚唇焊前应预热ꎬ预热温度通常为为100~120ħꎬ相邻钢板也要预热ꎬ焊后应采用保温措施ꎬ保温温度为200~250ħꎬ保温1~2hꎮ整个焊接应按焊道顺序要求ꎬ逐一焊接ꎬ并实时监控ꎮ此外ꎬ由于锚链筒较长ꎬ组装时宜水平放置ꎬ必要时辅以临时固定ꎬ避免倾倒或旋转ꎮ组装完成后ꎬ需再次检测各精度指标ꎬ确认符合设计要求ꎮ某船组合件成品见图6ꎮ图6㊀某船组合件成品2.2㊀划线开孔2.2.1㊀甲板划线㊁检验和开孔根据设计要求ꎬ在甲板上找到对应的肋位FR和距船中平行线ꎬ相交点即为甲板开孔中心点ꎬ根据锚链筒角度划出穿过中心点的直线即为锚链筒中心线在甲板的投影线ꎮ利用如图7所示的样板图ꎬ对齐上方各线ꎬ划出甲板开孔边界线ꎬ划线工作完成ꎮ提交检验ꎬ如有不符合ꎬ再次重复上述步骤ꎬ直到合格ꎮ检验合格后ꎬ在边界线内侧偏移20~50mm得到切割线ꎮ利用火焰割刀沿切割线开始切割ꎬ逐步外移靠近边界线但不跨越ꎬ保证距离不小于5mmꎮ切割完成后ꎬ用动力工具打磨光顺ꎬ并在边界线处按设计要求开剖口ꎬ开孔完成ꎮ14图7㊀甲板开孔样板2.2.2㊀外板划线㊁检验和开孔划出水线㊁肋位线及锚链筒在外板上的投影线ꎮ3条线相交于一点即外板开孔中心ꎮ利用如图8所示的样板图ꎬ对齐3条线ꎬ贴合外板ꎬ划出外板开孔边界线ꎬ划线工作完成ꎮ提交检验ꎬ如有不符合ꎬ再次重复上述步骤ꎬ直到合格ꎮ图8㊀外板开孔样板外板开孔要求与甲板开孔相同ꎮ某船外板开孔进行情况见图9ꎮ图9㊀某船外板开孔情况需要注意的是ꎬ外板划线㊁检验应与甲板划线㊁检验使用相同的基准ꎬ即初始肋位线相同ꎬ锚链筒投影线相同ꎬ可避免因基准不同引起的误差ꎮ2.3㊀组合件安装2.3.1㊀插入组合件利用平台门吊或汽车吊ꎬ起吊组合件ꎬ调整各吊点钢丝绳长度ꎬ保证吊运中组合件倾斜角度与甲板㊁外板开孔连线一致ꎮ接近外板开口时ꎬ应缓慢插入ꎬ避免卡顿ꎬ直到锚台围板与外板完全接触为止ꎬ用齐马板固定防止旋转ꎮ组合件插入示意见图10ꎮ图10㊀组合件插入示意吊运前应做好安全检查ꎬ吊码㊁吊车状态良好ꎬ有专人指挥ꎬ周围场地清空ꎬ拉上警戒线ꎬ确保安全方可开始作业ꎮ2.3.2㊀定位组合件插入后ꎬ作锚唇标记延伸线分别对齐外板水线㊁肋位线ꎬ见图11ꎬ误差不超过ʃ2mmꎮ图11㊀组合件定位示意2.3.3㊀检验初步定位完成后ꎬ提交精度管理部门检验ꎮ利用全站仪测量锚唇边缘4个方向三维尺寸ꎬ与理论尺寸比对ꎬ各点三维偏差不超过ʃ20mmꎬ见图12㊁13ꎮ24图12㊀锚唇三维控制点图13㊀全站仪测量控制点实际尺寸2.3.4㊀调整根据检验结果ꎬ调整组合件定位ꎬ使之符合检验要求ꎮ调整到位后ꎬ锚台围板间断焊定位ꎬ防止转动ꎮ同时ꎬ划出锚台围板和锚链筒上端余量线ꎮ2.3.5㊀割除锚台围板余量依据余量划线ꎬ割除锚台围板余量至距离余量线5mm的距离ꎬ打磨并按要求开剖口ꎮ2.3.6㊀割除锚链筒上端余量本步骤与割除锚台围板余量要求相同ꎮ2.3.7㊀复验主要目的是确认最终状态的组合件与理论布置的符合性ꎬ检验指标包括各焊接剖口与图纸的一致性㊁组合件角度与理论偏差[8]和分段内锚链筒加强情况等ꎮ通常ꎬ应报船东㊁船检参与并得到认可ꎮ2.3.8㊀焊接复验合格后ꎬ按照焊接节点要求ꎬ完成焊接ꎮ3㊀结论按照锚链筒㊁锚台和锚唇一体化安装工艺施工ꎬ对于1艘84000m3的液化气船ꎬ较传统的分离式安装可缩短分段制造周期近1个月ꎮ由此可见ꎬ类似锚链筒㊁锚台和锚唇一体化安装工艺的 新工艺工法 的实施在船舶设计建造中对缩短建造周期效果明显ꎮ参考文献[1]宗伟奇.带锚台锚链筒的制作安装及拉锚试验[J].造船技术ꎬ1995(11):34 ̄36.[2]王小峰ꎬ赵任张ꎬ聂新磊ꎬ等.锚台锚唇安装工艺的优化方案[J].船舶工程ꎬ2014(增刊):34 ̄36.[3]高远芬.关于锚台锚唇安装的优化工艺分析[J].工业技术ꎬ2015(22):144.[4]金志祥ꎬ龙瑞浩ꎬ刘文斌.1800TEU集装箱船锚台锚唇安装工艺介绍[J].船舶标准化与质量ꎬ2018(1):41 ̄44.[5]何琴琴ꎬ李传静.锚台㊁锚链筒及锚唇安装精度控制工艺[J].广东造船ꎬ2011(6):57 ̄59.[6]陈鹤云ꎬ赵江涛ꎬ姚银弟.浅析87000t散货轮锚链筒㊁锚唇在分段预装的精度控制方法[J].科技风ꎬ2014(10):67 ̄68.[7]吕紫维ꎬ梁崇轩ꎬ潘冲ꎬ等.集装箱船锚系结构安装精度控制技术研究[J].中外船舶科技ꎬ2019(1):30 ̄34.[8]刘玉君ꎬ李艳君ꎬ李瑞.现代造船技术[M].大连:大连理工大学出版社ꎬ2012.[9]李勇ꎬ刘云鹏.进入船舶封闭空间的安全做法[J].航海技术ꎬ2014(1):70 ̄72.[10]姜艾冰.无损探伤技术在船舶钢结构检测工艺中的应用[J].中国高新技术企业ꎬ2016(7):48 ̄49.[11]倪伟平.锚唇受力分析[J].船海工程ꎬ2019(6):50 ̄53.[12]高云中ꎬ陈一健.焊接工艺文件WPS_PQR的理解和应用[J].船舶标准化与质量ꎬ2003(4):15 ̄17.KeyPointsinIntegrationInstallationTechnologyforHawsePipeꎬAnchorBedandLipTAOBo ̄zhengꎬTAOJi ̄yangꎬLIYing ̄peng(JiangnanShipyard(Group)Co.ꎬLtdꎬShanghai201913ꎬChina)Abstract:Theintegrationinstallationforhawsepipeꎬanchorbedandlipwasachievedwellbenefitbecauseoflessoperationcombinedwithlowereddifficultybyoptimizeddesignofthehawsepipeꎬanchorbedandlipꎬandstepreorganizationofinstalla ̄tion.Henceꎬconstructionefficiencyfortheblockwithanchorfittingwasrapidlyimproved.Keywords:hawsepipeꎻanchorbedꎻanchorlipꎻintegrationinstallation34。
锚台、锚链筒及锚唇安装精度控制工艺锚台、锚链筒及锚唇是船舶上重要的锚泊设备,安装精度的控制对于船舶的安全和稳定性至关重要。
下面将介绍锚台、锚链筒及锚唇的安装精度控制工艺。
一、锚台的安装精度控制1. 安装位置的确定锚台的安装位置应该在船舶的前部,一般在前甲板上方。
安装时需要考虑到锚台的重量和锚链的拉力,因此需要在船体的结构上进行加强。
安装位置的确定需要考虑到船舶的设计和使用要求,同时还需要考虑到锚链的长度和锚泊时的水深等因素。
2. 安装角度的控制锚台的安装角度需要控制在一定的范围内,一般在5度以内。
安装角度的控制需要考虑到锚链的拉力和锚泊时的水深等因素。
安装时需要使用水平仪和角度仪进行精确的测量和调整。
3. 安装平稳度的控制锚台的安装平稳度需要控制在一定的范围内,一般在2毫米以内。
安装平稳度的控制需要考虑到锚链的拉力和锚泊时的水深等因素。
安装时需要使用水平仪和平板进行精确的测量和调整。
二、锚链筒的安装精度控制1. 安装位置的确定锚链筒的安装位置应该在锚台的下方,一般在前甲板上方。
安装时需要考虑到锚链的长度和锚泊时的水深等因素。
安装位置的确定需要考虑到船舶的设计和使用要求。
2. 安装角度的控制锚链筒的安装角度需要控制在一定的范围内,一般在5度以内。
安装角度的控制需要考虑到锚链的拉力和锚泊时的水深等因素。
安装时需要使用水平仪和角度仪进行精确的测量和调整。
3. 安装平稳度的控制锚链筒的安装平稳度需要控制在一定的范围内,一般在2毫米以内。
安装平稳度的控制需要考虑到锚链的拉力和锚泊时的水深等因素。
安装时需要使用水平仪和平板进行精确的测量和调整。
三、锚唇的安装精度控制1. 安装位置的确定锚唇的安装位置应该在锚链筒的下方,一般在前甲板上方。
安装时需要考虑到锚链的长度和锚泊时的水深等因素。
安装位置的确定需要考虑到船舶的设计和使用要求。
2. 安装角度的控制锚唇的安装角度需要控制在一定的范围内,一般在5度以内。
安装角度的控制需要考虑到锚链的拉力和锚泊时的水深等因素。
目录1. 范围 (3)2. 相关技术文件 (3)3.锚、锚链及锚机安装前的必要条件 (4)4.锚绞机安装的工艺要求 (4)5 .锚绞机安装的工艺过程 (7)6. 锚链止链器的安装与检验方法…………………………………………………107. 锚,锚链的安装 (11)8. 检验的内容及要求 (11)j. 电动液压甲板机械工作图h.WMMP液压甲板机械舾装说明书3. 锚、锚链及锚机安装前的必要条件3.1 有完整的经认可的锚绞机安装布置图。
3.2 首制船在船体放样时应制作木模进行拉锚试验。
a.锚应与锚链管唇口处三点相碰、此时锚贴合良好、不能自由摆动;b.在试锚时,在正反二个方向被制止时、贴合均应良好、不能自由摆动。
3.3. 下面的项目应安装且检查合格。
a.锚台与锚唇己焊接结束、且检查合格;b.锚链冲洗管己安装结束、且检查合格;c.锚链管、锚链舱及安装锚链的有关部件均己安装结束、且检查合格;d.艏部相关的船体工程焊接和平整工作结束、且检查合格;e.甲板机械经检验符合规格书及技术协议的要求,所有部件没有擦伤或损坏,具有CCS证书并且其描述与锚机相符。
3.4 锚绞车基座处对船体的要求。
按锚绞机布置图要求、在安装处甲板区域划出相应的锚绞机的安装定位中心线、并检查甲板表面不平度、应不超过5mm/m。
3.5 工具准备要准备好联通玻璃水平管、琴钢丝、直尺、切割、焊接等相关工具。
3.5 人员要求装配钳工应具有甲板机械专业知识和安全知识应知应会考核合格、并达到装配钳工中级工以上资格、电焊工应具有电焊专业知识和安全生产知识应知应会考核合格、并达到电焊工中级工以上资格。
4. 锚绞车安装的工艺要求4.1. 锚绞车垫块的安装方式本船的锚机链轮部分的基座与船体焊接基座间采用钢垫片(固定垫片+调整垫片)的方法,系泊绞车部分的基座与船体焊接基座间采用浇注环氧树脂垫片的方法。
4.2 锚绞车安装后轴系与底座平面必须保持平行。
4.3 锚绞车主轴直线水平度的调节应保持轴与底部轴瓦接触均匀,左右间隙对称。
锚具施工安装的三种方法锚具是一种用于固定和连接建筑结构的重要工具。
它们具有承重能力强、稳定性高、方便安装等优点。
在建筑工程中,锚具的施工安装非常重要,不仅关系到建筑结构的稳定性和安全性,还直接影响到整个工程的质量。
本文将介绍锚具施工安装的三种常用方法。
一、膨胀型锚具安装方法膨胀型锚具是一种常用的锚具安装方法。
这种方法适用于混凝土、砖墙等基础材料。
膨胀型锚具通常由螺栓和膨胀套管组成。
安装时,首先通过预钻孔将膨胀套管固定在基础材料中。
然后将螺栓插入套管中,并通过旋转将其拉紧。
螺栓的端头部分会被膨胀套管挤压,形成了一个坚固的连接。
膨胀型锚具的安装较为简单,操作方便。
然而,在使用时需要注意选择合适的螺栓和套管尺寸,以确保施工质量和安全性。
此外,基础材料的强度也是要考虑的因素之一。
二、化学锚固安装方法化学锚固是一种通过化学反应将锚具固定在基础材料内的方法。
这种方法适用于钢筋混凝土、岩石等基础材料。
化学锚固使用的材料包括环氧树脂、聚酯树脂等。
安装时,首先在预钻孔中注入化学锚固材料。
然后将锚具插入孔内,并旋转一定角度,使其与化学锚固材料发生化学反应,并形成牢固的连接。
化学锚固具有承载力强、适用范围广的优点。
它可以适应不同基础材料的需求,并能够在较短的时间内完成施工。
然而,使用化学锚固需要合理选择材料,并按照厂家的说明书进行操作,以确保施工质量和安全性。
三、机械锚具安装方法机械锚具是一种通过机械方式将锚具固定在基础材料内的方法。
这种方法适用于木材、钢结构等基础材料。
机械锚具包括螺栓、螺母、垫圈等。
安装时,首先在预钻孔中穿透基础材料。
然后将锚具插入孔内,并通过螺栓、螺母的旋转将其固定。
机械锚具安装方法操作简便,适用范围广。
它适用于各种基础材料的施工,并能够提供牢固的连接。
然而,在使用机械锚具时需要确保螺栓、螺母的质量和尺寸符合要求,以保证施工质量和安全性。
综上所述,锚具施工安装的三种方法分别是膨胀型锚具安装方法、化学锚固安装方法和机械锚具安装方法。