射线底片评定技术.ppt
- 格式:pptx
- 大小:5.13 MB
- 文档页数:56
第六章钢焊缝射线照相底片的评定6.1 概述(略)6.2 评片的基本操作和必备的知识评片的基本操作(略)投影的基本概念(略)焊接方法、焊接型式和焊接位置评片人员熟悉焊接方法(手工焊或自动焊)、焊接型式(单面焊或双面焊)和焊接位置(平焊、立焊、横焊、仰焊、水平位置焊或垂直位置焊)与其在底片上影像的特征,对于正确的判断缺陷是有很大帮助的,而且这还是实际操作评片考试的内容,故本节作一简要介绍。
⑴焊接方法(手工焊或自动焊)的识别焊接方法(手工焊或自动焊)比较容易识别,自动焊绝大多数情况无焊波影像,如果出现下图所示的焊波,也属于自动焊。
参见电子图片。
手工焊都有各种形态的焊波影像(除非已打磨平滑),参见电子图片。
液化气钢瓶的焊缝一般是自动焊。
采用双壁单投影或双壁双投影的管子对接环焊缝一般都是手工焊,(自动焊尚处于研制或试用阶段未全面推广)。
⑵焊接型式(单面焊或双面焊)的识别如下左图所示,单面焊根部要成形,有内余高或仰焊形成内凹。
因此,单面焊的识别主要看焊缝影像中是否呈现较窄的根部影像,若有则为单面焊,参见电子图片。
双面焊两面焊接,两面的余高都较宽,如下右图所示,不存在较窄的根部影像,参见电子图片。
⑶焊接位置(平焊、立焊、横焊、仰焊、水平固定焊、垂直固定焊或滚动焊)①平焊:焊板水平放置,焊条(或焊丝)竖直向下焊接的位置称为平焊。
自动焊绝大多数为平焊,无焊波。
手工平焊的焊波弯弧较大,类似水波纹,参见焊缝外观与底片的电子图片。
②立焊:焊板垂直地面放置,焊道垂直走向,焊条(或焊丝)大致水平对准焊道进行焊接的焊接位置称为立焊。
立焊大都为手工焊,从下往上焊接,焊波弧度较小。
焊接时焊条左右摆动,有时形成左右两条焊波。
参见焊缝外观与底片的电子图片。
③横焊:焊板垂直地面放置,焊道水平走向,焊条(或焊丝)大致水平对准焊道进行焊接的的焊接位置称为横焊。
横焊都为手工焊,从左往右焊接或从右往左焊接,特别是盖面时,先焊下焊道依次焊上焊道,从而形成沿焊缝纵向的焊沟,底片上会呈现出相应的焊沟影像,参见焊缝外观与底片的电子图片。
射线照相底片的评定1评定的基本要求-底片质量要求 -评定环境、设备的要求 -评定人员条件要求.1.1底片质量要求⑴灵敏度:从定量方面而言,是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸;从定性方面而言,是指发现和识别细小影像的难易程度。
在射线底片上所能发现的沿射线穿透方向上的最小尺寸,称为绝对灵敏度,此最小缺陷尺寸与透照厚度的百分比称为相对灵敏度。
用人工孔槽,金属丝尺寸(像质计)作为底片影像质量的监测工具而得到的灵敏度又称为像质计灵敏度。
要求:底片上可识别的像质计影像、型号、规格、摆放位置,可观察的像质指数(Z)是否达到标准规定要求等,满足标准规定为合格。
⑵黑度:为保证底片具有足够的对比度,黑度不能太小,但因受到观片灯亮度的限制,底片黑度不能过大。
根据JB4730标准规定,国内观片灯亮度必须满足观察底片黑度Dmin≥2.0。
底片黑度测定要求:按标准规定,其下限黑度是指底片两端焊缝余高中心位置的黑度,其上限黑度是指底片中部焊缝两侧热影响区(母材)位置的黑度。
只有当有效评定区内各点的黑度均在规定的范围内方为合格。
底片评定范围内的黑度应符合下列规定:A级:≥1.5;AB级:≥2.0;B级:≥2.3;经合同各方同意,AB级最低黑度可降低至1.7,B级最低黑度可降低至2.0。
透照小径管或其它截面厚度变化大的工件时,AB级最低黑度允许降低至1.5。
采用多胶片技术时,单片观察时单片的黑度应符合以上要求,多片迭加观察时单片黑度应不低于1.3。
⑶标记:底片上标记的种类和数量应符合有关标准和工艺规定,标记影像应显示完整、位置正确。
常用标记分为识别标记:如工件编号、焊缝编号、及部位片号、透照日期;定位标记:如中心定位标记、搭接标记和标距带等;返修标记:如R1…N。
上述标记应放置距焊趾不少于5mm。
⑷伪缺陷:因透照操作或暗室操作不当,或由于胶片,增感屏质量不好,在底片上留下的缺陷影像,如划痕、折痕、水迹、斑纹、静电感光、指纹、霉点、药膜脱落、污染等。

第7 章底片评定7.1.评片基本要求7.1.1 评片的一般程序步骤1)评定底片本身质量的合格性:为了得到准确的评定结果,要进行评定的底片质量必须合格。
黑度:利用黑度计(密度计)测定黑度范围是否处于相应标准规定的范围内,对比度应适当,没有达到标准要求黑度的底片属于底片品质不合格。
例如JB/T4730.2-2005《承压设备无损检测第2 部分:射线检测》第4.11.2 规定底片评定范围内的黑度D 应符合下列规定:A 级:1.5≤D≤4.0;AB 级:2.0≤D≤4.0;B 级:2.3≤D≤4.0。
用X 射线透照小径管或其它截面厚度变化大的工件时,AB 级最低黑度允许降低至1.5;B 级最低黑度可降至2.0。
采用多胶片方法时,单片观察的黑度应符合以上要求。
双片迭加观察仅限于 A 级,叠加观察时,单片的黑度应不低于1.3。
对评定范围内的黑度 D>4.0 的底片,如有计量检定报告证明所用观片灯在底片评定范围内的亮度能够满足4.10.3 的要求,允许进行评定。
注:该标准中4.10.3 要求底片评定范围内的亮度符合下列规定:a)当底片评定范围内的黑度D≤2.5 时,透过底片评定范围内的亮度应不低于30cd/m2。
b)当底片评定范围内的黑度D>2.5 时,透过底片评定范围内的亮度应不低于10cd/m2。
又例如GB/T3323-2005《金属熔化焊焊接接头射线照相》6.8 项规定射线底片黑度(测量允许误差为±0.1)应满足:A 级≥2.0(经合同各方商定,可降为1.5)B 级≥2.3(经合同各方商定,可降为2.0)当观片灯亮度按6.10 中所规定的足够大时,可采用较高的黑度。
采用多胶片透照,而用单张底片观察评定时,每张底片的黑度应满足上述要求。
采用多胶片透照,且用两张底片重叠观察评定时,单张底片的黑度应不小于1.3。
注:该标准 6.10 规定:观片灯的亮度应能保证底片透过光的亮度不低于30cd/m2,尽量达到100cd.m2。
一、底片评定的基本要求评片工作一般包括下面的内容:1)评定底片本身质量的合格性;2)正确识别底片上的影像;3)依据从已知的被检工件信息和底片上得到的影像信息,按照验收标准或技术条件对工件质量作出评定;4)记录和资料。
1.底片质量要求(1)灵敏度:从定量方面而言,是指在射线底片可以观察到的最小缺陷尺寸或最小细节尺寸;从定性方面而言,是指发现和识别细小影像的难易程度。
在射线底片上所能发现的沿射线穿透方向上的最小尺寸,称为绝对灵敏度,此最小缺陷尺寸与透照厚度的百分比称为相对灵敏度。
用人工孔槽,金属丝尺寸(像质计)作为底片影像质量的监测工具而得到的灵敏度又称为像质计灵敏度。
要求:底片上可识别的像质计影像、型号、规格、摆放位置,可观察的像质丝号是否达到标准规定要求等,满足标准规定为合格。
(2)黑度:为保证底片具有足够的对比度,黑度不能太小,但因受到观片灯亮度的限制,底片黑度不能过大。
底片黑度测定要求:按标准规定,其下限黑度是指底片两端搭接标记处的焊缝余高中心位置的黑度,其上限黑度是指底片中部焊缝两侧热影响区(母材)位置的黑度。
只有当有效评定区内各点的黑度均在规定的范围内方为合格。
(底片黑度有一定的范围,才有可能成为影像)底片评定范围内的黑度应符合下列规定A级:1.5≤D≤4.5;AB级 2.0≤D≤4.5;B级:2.3≤D≤4.5;透照小径管或其它截面厚度变化大的工件时,经合同各方同意,AB级最低黑度可降低至1.5,B级最低黑度可降低至2.0。
采用多胶片技术时,单片观察时单片的黑度应符合以上要求,A级允许以双片叠加观察,双片迭加观察时单片黑度应不低于1.3。
对评定范围内黑度D>4.5的底片,如有计量检定报告证明所用观片灯的亮度能满足要求,并经合同各方同意,允许进行评定。
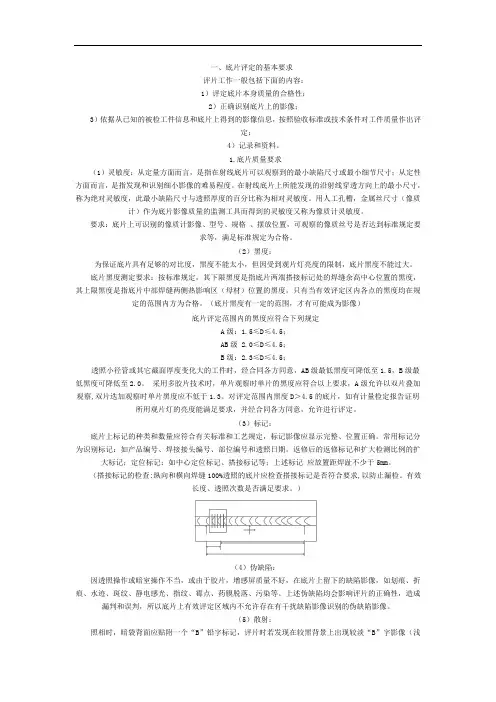
(3)标记:底片上标记的种类和数量应符合有关标准和工艺规定,标记影像应显示完整、位置正确。
常用标记分为识别标记:如产品编号、焊接接头编号、部位编号和透照日期。
