台达20PM教育训练资料_第一天
- 格式:ppt
- 大小:4.25 MB
- 文档页数:96
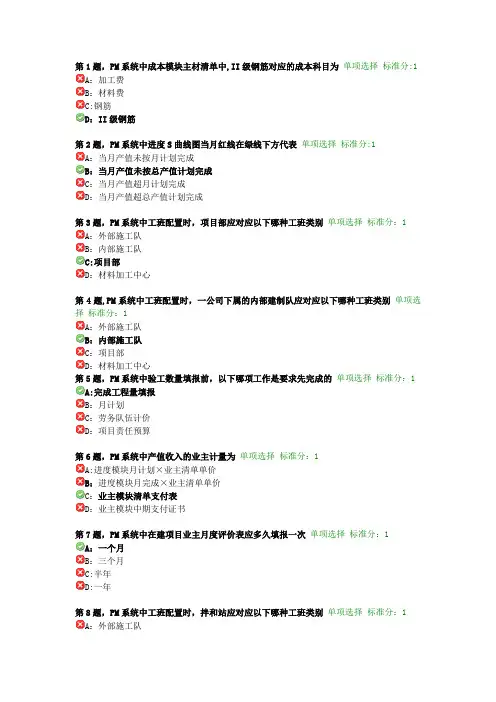
第1题,PM系统中成本模块主材清单中,II级钢筋对应的成本科目为单项选择标准分:1 A:加工费B:材料费C:钢筋D:II级钢筋第2题,PM系统中进度S曲线图当月红线在绿线下方代表单项选择标准分:1 A:当月产值未按月计划完成B:当月产值未按总产值计划完成C:当月产值超月计划完成D:当月产值超总产值计划完成第3题,PM系统中工班配置时,项目部应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第4题,PM系统中工班配置时,一公司下属的内部建制队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第5题,PM系统中验工数量填报前,以下哪项工作是要求先完成的单项选择标准分:1 A:完成工程量填报B:月计划C:劳务队伍计价D:项目责任预算第6题,PM系统中产值收入的业主计量为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第7题,PM系统中在建项目业主月度评价表应多久填报一次单项选择标准分:1 A:一个月B:三个月C:半年D:一年第8题,PM系统中工班配置时,拌和站应对应以下哪种工班类别单项选择标准分:1 A:外部施工队B:内部施工队C:项目部D:材料加工中心第9题,PM系统内间接费成本金额为单项选择标准分:1A:其他合同结算金额B:间接费预算金额C:间接费支付金额D:其他直接费支付金额第10题,PM系统中进度S曲线图中计划产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第11题,PM系统中产值收入的实际产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第12题,PM系统中计划工程量预算成本采用的工程量正确的是单项选择标准分:1 A:工程量模块截至上期完成工程量填报+当期月计划B:工程量模块截至当期的月计划C:工程量模块截至当期完成工程量填报D:工程量模块截至上期的月计划+当期完成工程量填报第13题,PM系统中计划工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第14题,PM系统中进度S曲线图绿色线条代表单项选择标准分:1 A:计划总产值B:月计划产值C:实际产值D:业主计量第15题,PM系统内周转材料成本金额为单项选择标准分:1A:周转材料结算金额B:周转材料预算金额C:周转材料摊销金额D:直接填报第16题,PM系统中进度S曲线图中实际产值使用的单价是单项选择标准分:1 A:工程量清单单价B:项目责任成本单价C:公司责任成本单价D:合同单价第17题,PM系统中进度S曲线图红色线条代表单项选择标准分:1A:计划总产值B:月计划产值C:实际产值D:业主计量第18题,PM系统中进度工程量预算成本采用的单价是单项选择标准分:1 A:项目责任成本单价B:公司责任成本单价C:合同单价D:标准单价第19题,PM系统工程量模块-对下工程量计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:进度模块-进度计划第20题,PM系统中产值收入的计划产值为单项选择标准分:1A:进度模块月计划×业主清单单价B:进度模块月完成×业主清单单价C:业主模块清单支付表D:业主模块中期支付证书第21题,PM系统中周转材料成本与下列那些数据有关单项选择标准分:1 A:周转材料的摊销B:周转材料合同C:周转材料付款D:周转材料结算第22题,PM系统进度模块-进度计划填报前,以下哪项工作是必须先完成的单项选择标准分:1A:对上工程量分解B:对下工程量分解C:材料计划编制D:对下工程量计划第23题,PM系统中工班配置时,合格分包商名册中外部施工队应对应以下哪种工班类别单项选择标准分:1A:外部施工队B:内部施工队C:项目部D:材料加工中心第24题,PM系统内劳务成本凭证计算方式为单项选择标准分:1A:劳务模块劳务合同单价×工程量模块验工数量B:劳务模块劳务合同单价×工程量模块完成工程量填报C:成本模块预算单价×工程量模块验工数量D:验工计价金额第25题,PM系统中完成工程量填报前,以下哪项工作是必须先完成的单项选择标准分:1 A:验工B:对下工程量分解C:业主清单D:材料型号配置第26题,PM系统六算对比中标清单总价来源是单项选择标准分:1A:业主模块工程量清单B:工程量模块对上工程量分解C:工程量模块对下工程量分解D:公司则分成本分解第27题,PM系统中变更工程填报时,必须先从哪项工作开始单项选择标准分:1 A:变更方案立项B:待报变更C:已报待批变更D:相关制度办法第28题,PM系统中关于施工组织设计说法正确的是单项选择标准分:1 A:施工组织设计在PM系统内完成审批即可。

切削中心机教学手册 (FANUC SERIES)前言为使服务部同仁简易明了VMC 机台之FANUC控制器程序教学,需注意之重点及写法:编辑此手册,方便服务部同仁参考.页次1.M code 功能一览表.------------------------------------- 32.标准M功能说明.---------------------------------------- 53.G code 功能一览表.------------------------------------- 74.标准G功能说明.---------------------------------------- 105.特殊G功能说明.---------------------------------------- 326.FANUC 0M 工件试切削步骤.------------------------------ 417.FANUC 15M 工件试切削步骤.----------------------------- 418.FANUC 0M 操作一览表.----------------------------------- 429.程序范例.---------------------------------------------- 462033VMC M Code 菜单M Code功能机种备注M00 程序停止M01 选择性停止M02/M30 程序结束并复置M03 主轴正转(顺时针方向)M04 主轴反转(逆时针方向)M05 主轴运转停止M06 自动刀具交换M07 油雾冷却开 option M08 切削冷却液ONOFFM09 M07/M08M10 第4th轴夹持及伺服机构关闭M11 第4th轴松开及伺服机构开M13 主轴CW及切削液ONM14 主轴CCW及切削液ONOFFM15 M13/M14M17 中空刀具切削液ON option OFF option M18 M17M19 主轴定位M23 主轴 CW & 油雾冷却 ON option M24 主轴 CCW & 油雾冷却 ON optionOFF option M25 M23/M24M29 刚性攻牙M33 主轴 CW及吹气机能ON option M34 主轴 CCW及吹气机能ON optionOFF option M35 M33/M34M41 主轴低速齿轮文件指令M42 主轴高速齿轮文件指令M43 主轴中速齿轮文件指令M49 换刀臂维修模式刀臂式M49 转动刀库至主轴刀具号码相同位置斗立式M50 预备刀,刀套下刀臂式M50 刀库移至主轴位置斗立式M51 换刀臂CCW650扣刀刀臂式M51 主轴松刀(Z轴第二原点位置) 斗立式M52 主轴松刀刀臂式M52 刀库转动至指定T Code 位置斗立式M53 换刀臂下,交换刀具(650转至2950),刀刀臂式臂上M53 主轴夹刀斗立式M54主轴夹刀刀臂式M54 刀库回到待命位置斗立式M55换刀臂回到00刀臂式M55 主轴刀号与刀库位置比对斗立式M56 预备刀,刀套上刀臂式M56 M55 OFF 斗立式M60 刀库回到第一刀套刀臂式M94 镜像功能取消M95 X 轴镜像M96 Y 轴镜像M98 呼叫子程序M99 回到主程序标准M功能说明M00 程序停止格式 M00 ;M01 选择性停止格式 M01 ;注: 此功能需要外部条件配合。




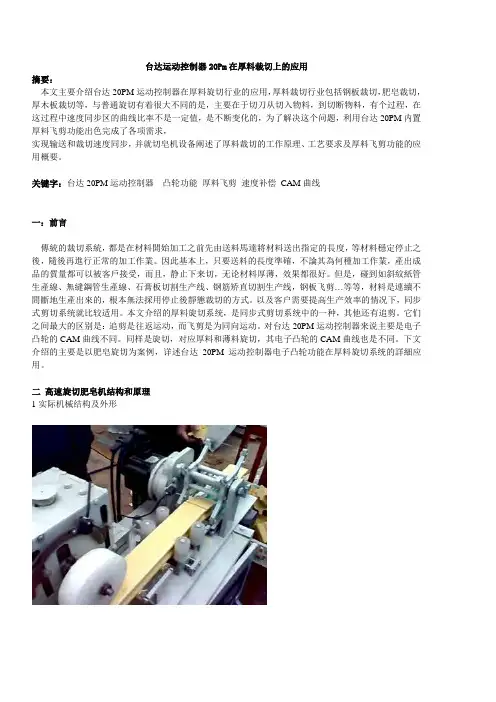
台达运动控制器20Pm在厚料裁切上的应用摘要:本文主要介绍台达20PM运动控制器在厚料旋切行业的应用,厚料裁切行业包括钢板裁切,肥皂裁切,厚木板裁切等,与普通旋切有着很大不同的是,主要在于切刀从切入物料,到切断物料,有个过程,在这过程中速度同步区的曲线比率不是一定值,是不断变化的,为了解决这个问题,利用台达20PM内置厚料飞剪功能出色完成了各项需求,实现输送和裁切速度同步,并就切皂机设备阐述了厚料裁切的工作原理、工艺要求及厚料飞剪功能的应用概要。
关键字:台达20PM运动控制器凸轮功能厚料飞剪速度补偿CAM曲线一:前言傳統的裁切系統,都是在材料開始加工之前先由送料馬達將材料送出指定的長度,等材料穩定停止之後,隨後再進行正常的加工作業。
因此基本上,只要送料的長度準確,不論其為何種加工作業,產出成品的質量都可以被客戶接受,而且,静止下来切,无论材料厚薄,效果都很好。
但是,碰到如斜紋紙管生產線、無縫鋼管生產線、石膏板切割生产线、钢筋矫直切割生产线,钢板飞剪…等等,材料是連續不間斷地生產出來的,根本無法採用停止後靜態裁切的方式。
以及客户需要提高生产效率的情况下,同步式剪切系统就比较适用。
本文介绍的厚料旋切系统,是同步式剪切系统中的一种,其他还有追剪。
它们之间最大的区别是:追剪是往返运动,而飞剪是为同向运动。
对台达20PM运动控制器来说主要是电子凸轮的CAM曲线不同。
同样是旋切,对应厚料和薄料旋切,其电子凸轮的CAM曲线也是不同。
下文介绍的主要是以肥皂旋切为案例,详述台达20PM运动控制器电子凸轮功能在厚料旋切系统的詳細应用。
二高速旋切肥皂机结构和原理1实际机械结构及外形Drive HMI如上图所示,左为一测米轮,右为切刀,侧米轮后带一2000线的编码器,,2,电气控制原理上图所示为电气控制原理,图中分为送料单元和剪切单元,送料单元通过20PM上的DA卡,给变频器一0--10v的信号控制送料速度,剪切单元由20PM,根据HMI设定的长度,以及编码器反馈的物料的速度和位置,控制剪切伺服动作,对肥皂进行定长裁切。
EDM教育訓練資料目錄1 放電加工基本原理 (2)一.放電加工的原理 (2)二.放電構成因素 (2)三.對NC放電的了解 (2)四.放電加工與其它加工的差別與共性 (2)五.座標系統的認識 (3)六.放電加工確認及注意事項 (3)2 放電設備操作步驟及注意事項 (5)一.放電加工開機程序 (5)二.放電基本步驟 (5)三.NC放電加工前的準備工作 (6)3 放電輔助設備的使用及注意事項 (7)一.常用的量、冶具 (7)二.量,冶具的重要性 (7)三.如何正確的使用量冶具 (7)四.量冶具的保養 (8)五.(EDM) ER治具的使用及保養 (8)六.(EDM)怎樣用可調夾頭校正電极 (8)4 放電加工之條件參數及加工位置的計算 (8)一.(EDM)放電加工之條件及其修改 (8)二.(EDM) 加工位置的計算 (10)5 典型零件的放電加工及注意事項 (12)一.各种类型注入口的加工方法及注意事项 (12)二.修模加工中的注意事項 (14)6 (EDM) 放電程式編輯與修改 (15)一.(EDM)放电加工程式 (15)二.(EDM) 典型工件機臺加工方式 (16)7 放電加工異常分析 (17)一.放電常見異常現象及原因和預防與改善对策 (18)二.如何提高加工效率以及降低加工MISS率 (19)1 放電加工基本原理一.放電加工的原理放電加工中是將兩者之間並未接觸的電極與工件放置在隔離的絕緣液中,彼此之間有一點小間隙,當加工時,電源由電纜分別到達工件與電極之間産生電動勢,兩者因伺服機構的控制逐漸接近,其間隙則逐漸減小,但彼此並未接觸,由於其加工間隙有絕緣液存在,放電流無法通過,但加工間隙再減小時,則會有一火花通過,這個過程就叫做放電。
放电分為傳統放電和NC 放電。
放電加工過程一般分為粗放,細放兩种,粗放片側單邊0.15mm ,細放0.04mm 。
二.放電構成因素放電加工,需要操作者對各种放電加工的因素,有徹底的了解,並在加工時作出明智的分析才能加工出優良的品質。