IE标准工时表
- 格式:xls
- 大小:153.00 KB
- 文档页数:2


标准工时、瓶颈工时
在IE中,有几个关于产品的工时需要了解并掌握,特整理如下:
1、循环工时(Cycle Time)--C/T
单个站位周期作业时间、不包含作业放宽的工时,一个产品的Cycle Time,即为该产品所有站位的Cycle Time总和。
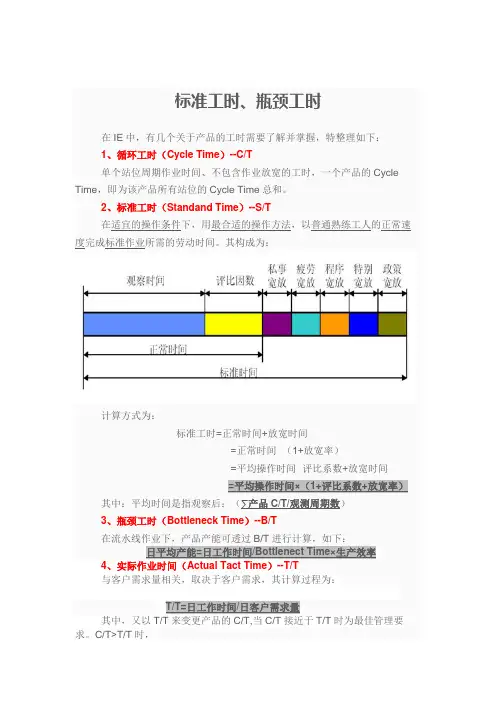
2、标准工时(Standand Time)--S/T
在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间。
其构成为:
计算方式为:
标准工时=正常时间+放宽时间
=正常时间×(1+放宽率)
=平均操作时间×评比系数+放宽时间
=平均操作时间×(1+评比系数+放宽率)其中:平均时间是指观察后:(∑产品C/T/观测周期数)
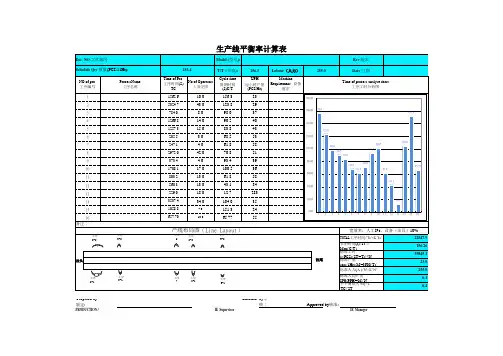
3、瓶颈工时(Bottleneck Time)--B/T
在流水线作业下,产品产能可透过B/T进行计算,如下:
日平均产能=日工作时间/Bottlenect Time×生产效率
4、实际作业时间(Actual Tact Time)--T/T
与客户需求量相关,取决于客户需求,其计算过程为:
T/T=日工作时间/日客户需求量
其中,又以T/T来变更产品的C/T,当C/T接近于T/T时为最佳管理要求。
C/T>T/T时,
说明产线有改善空间,而C/T<T/T时,又会造成多生产,增加库存。
5、总制造时间
即一个产品所有站位的C/T总和。
6、总制程时间
包含平衡损失的工时通常为:
B/T*站位数
7、平衡率
即编程效率,计算过程为:
总制造时间/总制程时间。
T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
标准工时制定与工作改善(献给每一位站着睡觉的人)一、标准工时概论与应用1、计量化管理的必要性所有的企业管理都必须有精准的计划和执行及管制。
而这些工作绝大多数都要要用数据来做精准的描述、纯粹口语和文字性的指示都很容易造成模糊和误解,因为大部分的口语和文字只是空泛的名词和形容词。
若缺少数字的比较的则无法精确的说明问题。
*工厂管理需要计量化方法工厂的经营主要是分为五个大的模块,都需要用计量的手法来处理。
1) 营销管理如果说本公司要求明年达成营业额5亿元,营业毛利要达到8000万元即毛利率在16%以上,营业净利4000万元即利率为8%。
营业部因此订出不同的人员以不同的目标。
并在每个月的月未时订定各营业员下一个月的营业额目标,并依据出货额和收款额作管控,使每一位的营业人员的奖金确实依达成率作合理的计算。
如:小王3月份的营业额是500万元,实际只完成了425万元。
所以只完成了85%,所以小王的奖金也只能拿到85%。
2) 生产技术如果2007年要开发15款新型体正式上市,其中A1和A2两款型体必需在5月前上市销售。
每一款型体正式上上市前的设计变更(ECN)平均损失在52万以下,每款型体平均用料成本应在标准售价的55%以内。
3) 制造与生产管理公司里订定了严格的目标,平均每月每位车间员工生产数量应在500双以上。
每月各部门的工时效率应在86%以上,制程品质不良损失额应在1%以下。
要求各部门的主管也要设定严格的绩效考核制度。
以计算每个月每个员工的毛效率、净效率、作为当月的生产奖金计算发放基准。
4) 资材管理一、为了适应2007年度的产品售价可能因为市场的竞争而降低了5%,因此公司总经理要求采购及委外加工部门,2007年度采购物料的平均单价必须降低6-7%,而且设立稽查管制程序。
凡是降价未达到6-7%的物料订购单一律向总经理报告。
二、为了适应所来产品订单迅速多变的趋势,公司要求必须提高材料的库存周转率,从以往平均3周的库存量缩短到2周。
工业工程应用手册之标准工时一、标准工时的设定与应用二、时刻研究三、标准工时四、标准工时之应用五、马表测试一,时刻研究●泰勒1856-1915☉以马表测量为主。
进行工作研究及寻求革新方式☉主张:花费工作时刻最少者即是最正确之工作方法●吉尔柏思:☉研究操作者之动作,再往删除,合并,重组,简化等步骤。
使方法最好。
☉主张:能用最经济有效的方法往完成工作,时刻自然会减少。
二,标准工时1,定义;在一定标准条件下,以一定的作业方法,由合格且受有良好练习的作业员,以正常的速度完成某项作业所需的时刻。
2,标准工时范围2.1工作条件:环境,设备,夹治具材料┈2.2作业方法:加工方式,操作次序,操作动作,操作布置,姿势┈2.3作业员:合格,受完全练习2.4速度:正常速度3,标准工时的维护3.1标准工时方法的练习及查核3.2工作方法,作业条件,设备,材料等改变时之报告制度设计。
3.3标准工时之诉怨回馈调查及改订。
3.4定期复查制度4.标准工时的结构5.标准工时公式正常工时=看测工时╳评选因素标准工时=正常工时╳〔1+放宽率〕=正常工时+宽放工时6.标准工时估算三.标准工时之应用1.能效治理:☉效率是对标准时刻达成程度的指数,标准时刻决定之后。
治理人员必须督导作业员在标准时刻内完成作业。
2.日程治理:制造部门依据标准时刻计算出应生产的产品数量,安排人员设备的配置,日程方案,生产治理等工作,以达成要求的数量。
3.人员本钞票计算:☉标准时刻计算的全然数据。
4.工作绩效评估及奖金计算。
☉实施奖工制度必须籍由标准时刻来衡量工作绩效,才能公平合理计算奖金。
5.设备能力:机器设备具有多少能力,必须依据标准工时来计算分析,以作为设备购置之依据,及来取适当之应变措施。
6.人员及负荷计算☉生产方案拟定后,可依据标准时刻计算所需之人工小时及所需人员,而目前机器设备具有多少能力。
其负荷的情况都需依据标准工时来计算。
7.人机配合的计算☉依据标准时刻,方可适当安排人员及机器的配置以减少人力的白费。
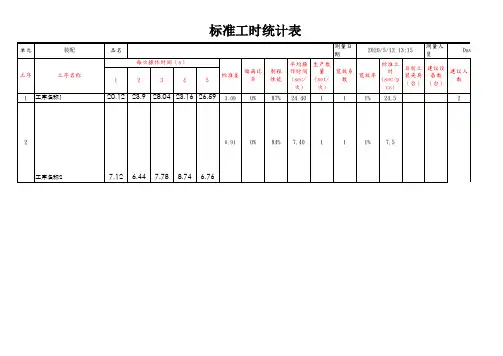
表格编号版次A/00文件编号修改日期页次版本:产品编号拉线部门:9月18日工序名称工站人数产出量记录周程换料时间评价放料时间评价冲压111起始动作 4.99 6.07 5.4 5.31 4.46 5.3 4.75 5.124.985.835.46评价结束动作 5.24 5.26 4.89 6.12 5.68 5.78 5.1 5.245.28机械名称机械时间 1.43 1.491.511.461.61.5工序名称工站人数产出量记录周程取料时间评价放料时间评价动作单元 4.79 3.544.114.15评价MOD值 2.32机械名称机械时间工序名称工站人数产出量记录周程取料时间评价放料时间评价动作单元2.78 2.532.472.822.412.352.452.862.58评价MOD值 1.42#DIV/0!機械名稱機械時間工序名稱工站人數產出量記錄周程取料時間評價放料時間評價總周程動作單元 1.862.21.291.621.371.91.771.031.60MOD值1.29機械名稱機械時間合成評比為:0.68工序名稱工站人數產出量記錄周程取料時間評價放料時間評價2.42.32.62.43起始動作評價結束動作機械名稱機械時間放散热片于模具内放散熱片於料箱內M3G1M2P5吹模具上的鐵屑(平均每8個吹一次)从料箱内取散热片H、S制造部金丰OCP-25N M5G3M3P2(M3G3M3P2)1.合成评价:放散热片于模具内;放散热片于料箱内这两个作业单元观测时值与MOD法的预置时值比较,合成评价为0.68。
M3G3M4P0观测日期:备注QCM405300RXCT M090H0001取散热片放散热片于料箱内标准工时瞬间观测原始数据记录表。