IE标准工时及线平衡
- 格式:xls
- 大小:107.50 KB
- 文档页数:1
工业工程应用手册之标准工时一、标准工时的设定与应用二、时间研究三、标准工时四、标准工时之应用五、马表测试时间研究泰勒1856-1915 。
以马表测量为主。
进行工作研究及寻求改进方式。
主张:花费工作时间最少者即是最佳之工作方法吉尔柏思:o研究操作者之动作,再去删除,合并,重组,简化等步骤。
使方法最好。
主张:能用最经济有效的方法去完成工作,时间白然会减少。
二,标准工时1, 定义;在一定标准条件下,以一定的作业方法,由合格且受有良好训练的作业员,以正常的速度完成某项作业所需的时间。
2 , 标准工时范围2 . 1工作条件:环境,设备,夹治具材料一2 . 2作业方法:加工方式,操作次序,操作动作,操作布置,姿势2 . 3作业员:合格,受完全训练2 . 4速度:正常速度3 , 标准工时的维护3 . 1标准工时方法的训练及查核3 . 2工作方法,作业条件,设备,材料等改变时之报告制度设计。
3 . 3标准工时之诉怨回馈调查及改订。
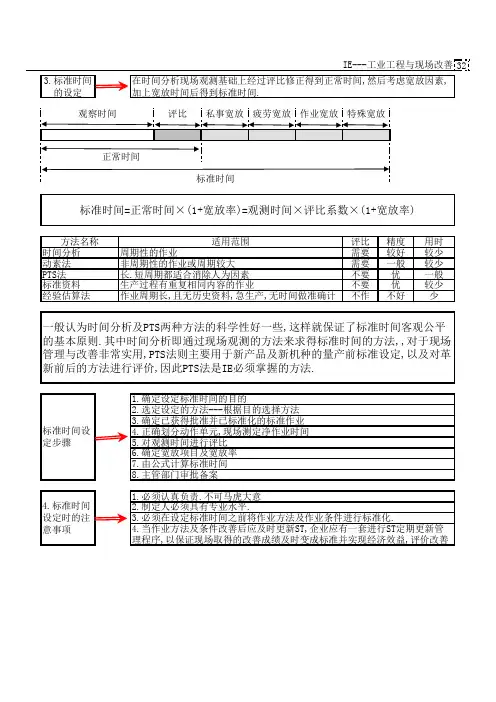
3 . 4定期复查制度4. 标准工时的结构观测工时评比因素宽放工时正常工时-------------- 标准工时5. 标准工时公式正常工时=观测工时X评比因素标准工时=正常工时X( 1 +放宽率)=正常工时+宽放工时6. 标准工时估算三.标准工时之应用1 .能效管理:o效率是对标准时间达成程度的指数,标准时间决定之后。
管理人员必须督导作业员在标准时间内完成作业。
2. 日程管理:制造部门依据标准时间计算出应生产的产品数量,安排人员设备的配置,日程计划,生产管理等工作,以达成要求的数量。
3. 人员成本计算:。
标准时间计算的基本数据。
4. 工作绩效评估及奖金计算。
o实施奖工制度必须籍由标准时间来衡量工作绩效,才能公平合理计算奖金5. 设备能力:机器设备具有多少能力,必须依据标准工时来计算分析,以作为设备购买之依据,及来取适当之应变措施。
6. 人员及负荷计算。
生产计划拟定后,可依据标准时间计算所需之人工小时及所需人员,而目前机器设备具有多少能力。
標準工時的測量與生產線平衡导言在生产制造领域,控制工时和平衡生产线是实现高效生产的重要因素。
本文将介绍標準工時的測量方法和生产线平衡的原则与技巧,帮助企业提高生产效率,优化工艺流程。
一、標準工時的測量方法標準工時是指完成一项工作所需要的合理时间,它反映了生产效率和工艺流程的合理性。
以下是常用的標準工時測量方法:1. 直接測量法直接測量法是通过观察和计时工人进行某项工作所用的时间来确定標準工時。
它适用于简单重复的工作,可以直接测量每个步骤的时间,并累加得到整个工作的標準工時。
这种方法简单直观,但对工人的熟练程度和工艺流程的要求较高。
2. 参考工時法参考工時法是通过参考已有的工时数据来确定標準工時。
这些数据可以来自于历史生产记录、工程师的经验或者标准工時数据库。
通过比较相似工作的数据,可以推算出合理的標準工時。
这种方法省时省力,适用于大批量、标准化的生产工作。
3. 事后測量法事后測量法是通过观察和记录工人进行某项工作所用的时间来确定標準工時。
与直接測量法不同的是,事后測量法是事先不通知工人进行时间观察,以减少人为因素的影响。
通过对多个工人多次观察,取得时间的平均值来确定標準工時。
这种方法减少了主观因素的影响,但需要进行大量的观察和记录。
二、生產線平衡的原则与技巧生产线的平衡是指在合理的工时范围内,使各道工序的生产能力相互匹配,避免产生瓶颈,实现高效生产。
以下是生產線平衡的原则与技巧:1. 平衡加工时间通过合理安排各道工序的加工时间,使其相互匹配,避免工序之间出现等待和积压的情况。
平衡加工时间可以通过调整工人数量、改进工艺流程或者增加设备来实现。
2. 增加生产能力当某一道工序产能无法满足整个生产线的需求时,可以通过增加设备、改善工艺流程或者增加工人数量来提高生产能力。
同时,还需要考虑生产线的稳定性和效益,避免资源的浪费和生产成本的提高。
3. 优化物料供应物料供应是生产线平衡的重要环节。
合理规划物料供应的数量和时间,避免物料的短缺或者过剩对生产线造成的影响。
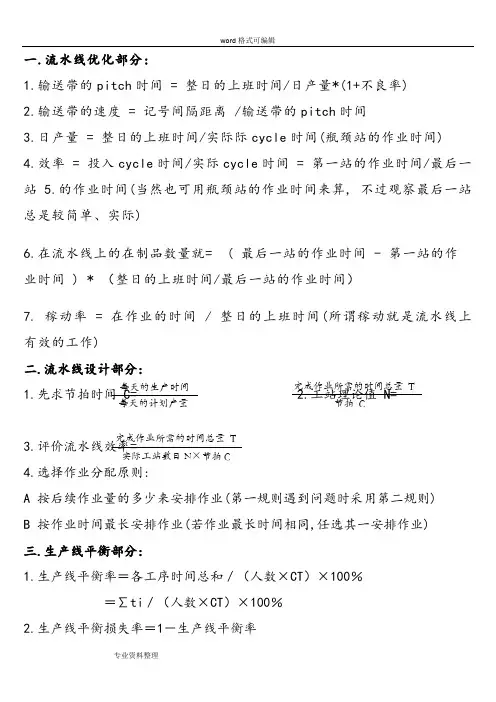
一.流水线优化部分:1.输送带的pitch 时间 = 整日的上班时间/日产量*(1+不良率)2.输送带的速度 = 记号间隔距离 /输送带的pitch 时间3.日产量 = 整日的上班时间/实际际cycle 时间(瓶颈站的作业时间)4.效率 = 投入cycle 时间/实际cycle 时间 = 第一站的作业时间/最后一站5.的作业时间(当然也可用瓶颈站的作业时间来算, 不过观察最后一站总是较简单、实际)6.在流水线上的在制品数量就= ( 最后一站的作业时间 - 第一站的作业时间 ) * (整日的上班时间/最后一站的作业时间)7. 稼动率 = 在作业的时间 / 整日的上班时间(所谓稼动就是流水线上有效的工作) 二.流水线设计部分:1.先求节拍时间 C=2.工站理论值 N=3.评价流水线效率=4.选择作业分配原则:A 按后续作业量的多少来安排作业(第一规则遇到问题时采用第二规则)B 按作业时间最长安排作业(若作业最长时间相同,任选其一安排作业) 三.生产线平衡部分:1.生产线平衡率=各工序时间总和/(人数×CT )×100% =∑ti /(人数×CT )×100%2.生产线平衡损失率=1-生产线平衡率每天的生产时间每天的计划产量 完成作业所需的时间总量 T节拍 C完成作业所需的时间总量 T 实际工站数目N ×节拍C3、生产线平衡改善的方法工时长的工序的改善方法:A.细分作业内容,将一部分作业转移至其他工序B.改善作业本身C.谋求工序机械化D.通过改良,增大机器的运作能力E.增加作业人数F.调配经验丰富,作业技能高的熟练作业人员G.“瓶颈”工序能力不足的部分,利用加班完成,或用其他方法完成 工时短的工序的改善方法:A.细分作业内容,将作业转移至其他工序,取消该工序B.从其他工序转移来部分作业内容,增加作业量C.将同是作业工时短的工序合并起来D.在不影响后工序的前提下,采用继续集中作业方式4、生产线平衡分析步骤决定分析对象和要达到的目标取得相关人员的理解和帮助分解各工序的作业单元测定每个作业单元的时间实际修正测定工时求出每个线点时间作成线点运行表计算平衡效率(浪费率)研讨工序平衡5、现场生产线平衡分析对生产中的生产线进行分析时,依下述步骤进行:1)对生产线的各工程顺序(作业单位)予认定,并填入生产流动平衡表中2)测算各工序实质作业时间以DM(Decimal Minute)为单位记入平衡表内(1人实质时间栏)注:1DM=0.01分=0.6秒3)清点各工序作业人数,并记入人员栏内4)1人实质作业时间÷人数 = 分配时间,记入时间栏5)依此分配时间划出柱状图或曲线图6)在分配的实质时间最高的这一工序顶点横向划一条点线7)计算不平衡损失上面斜线部分的总和即为不平衡损失的总和 T(Lose)=Σ|Tm-Ti| 不平衡损失=(最高的DM×合计人数)-(各工序时间的合计)如下图8)生产线平衡率生产线平衡率=——————————————9)生产线不平衡损失率=1-生产线平衡率10)如使用输送带之动力传送,则应计算输送带的流动速度(M/时间单位)称为节拍时间,符号TC 。
名词解释IE:工业工程(Industrial Engineering )简称IE,是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善和设置的一门学科。
5S:是“整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(Seiketsu)和素养(Shitsuke)这5个词的缩写,起源于日本的现场改善方法,目的在于改善生产现场环境、提升生产效率。
可视化管理:将需管理的对象用一目了然的方式来体现。
定置管理:根据生产活动的目的,考虑生产活动的效率、质量等制约条件和物品自身的特殊的要求(如时间、质量、数量、流程等),划分出适当的放置场所,确定物品在场所中的放置状态。
生产线平衡:生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
七大浪费:等待、搬运、不良品、动作、加工、库存、过量生产IE七大手法:IE七大手法是企业内部IE人员或其他人员用来进行流程或其他活动改善的基本手法(工具)。
它们分别是:动作改善法(动改法)、防止错误法(防呆法)、5*5W1H法(五五法)、双手操作法(双手法)、人机配合法(人机法)、流程程序法(流程法)、工作抽样法(抽样法)。
Sop:SOP是Standard Operation Procedure三个单词中首字母的大写,即标准作业程序,就是将某一事件的标准操作步骤和要求以统一的格式描述出来,用来指导和规范日常的工作。
PDCA循环:PDCA循环又名戴明环,PDCA是英语单词Plan(计划)、Do(执行)、Check(检查)和Action(处理)的第一个字母。
动作经济原则:“动作经济原则”又称“省工原则”,是使作业(动作的组成)能以最少的“工”的投入,产生最有效率的效果,达成作业目的的原则。
JIT:准时制生产方式(Just In Time简称JIT),又称作无库存生产方式(stockless production),零库存(zero inventories),一个流(one-piece flow)或者超级市场生产方式。