影响孔质量的因素: 工件材料 钻头转速 进 刀量 刀具锋利程度等
可编辑课件
*
(2)钢质零件钻孔
3.1.2 钻孔
1
选用大功率低速风钻钻孔, n≈600-900r/min;
2
降低切削速度, v<lOm/min;
3
进刀量适当加大, s≈O.1~0.3mm/r;
4
采用硬质合金钢钻头钻孔;
可编辑课件
*
什么叫铆接 ? 什么叫普通铆接 ? 是指最常用的凸头或埋头铆钉铆接,
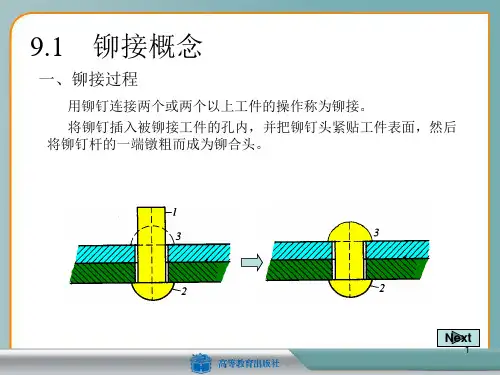
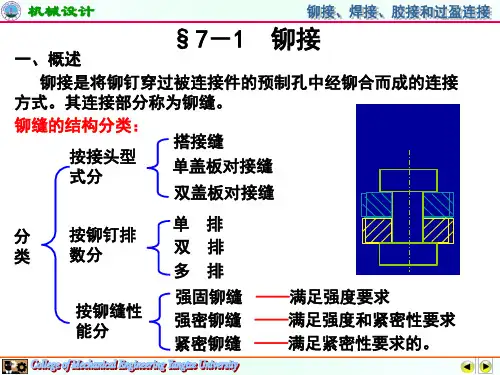
第三章 普通铆接
铆接必须制铆钉孔,掌握各种制的方法及操作技巧,保证孔质量,对提高飞机 结构的使用寿命非常重要。 普通铆钉的制孔方法: a.冲孔 b.钻孔。
1
钻孔一般选用高转速低进给加工,转速n: 1200~2000r/min、进给量s=0.02~0.1mm/r为宜;
2
为避免或减少钻头进口面纤维撕裂, 应尽可能先启动气钻, 然后再接触制件进行钻孔;
3
钻孔时, 尽量不使用润滑剂和冷却剂, 防止水分渗入夹层, 需使用冷却剂时, 也要作烘干处理;
4
钻孔时, 钻头在复合材料的出口面(即孔的位置)垫支撑物, 当钻头快露出出口面时, 给钻头的轴向力要减小, 以防材料劈裂分层;
(2)右手握紧风钻手柄, 中指掌握扳机开关和无名指协调控制进风量, 灵活操纵风钻转速, 左手托住钻身, 始终保持风钻平稳向前推进(见图3-16(a))。
(3)钻孔时要保证风钻轴线和水平方向与被钻工件表面垂直(见图3-16(b)), 楔形工件钻孔除外。
图3-15 用钻夹头钥匙装卸钻头
(a) (b) 图3-16 正确握钻姿势
可编辑课件
*
3.1.2 钻孔
钻孔的方法